ньшн пазами, а ограничитель углового смещения установлен внутри пазов.
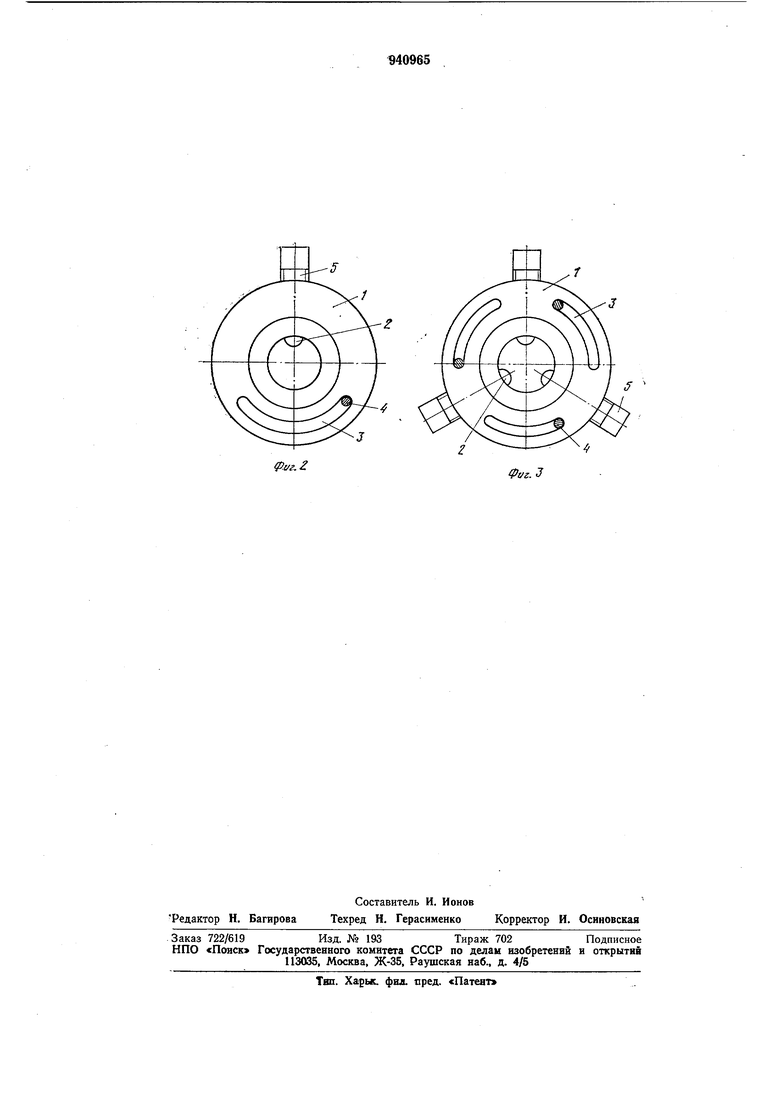
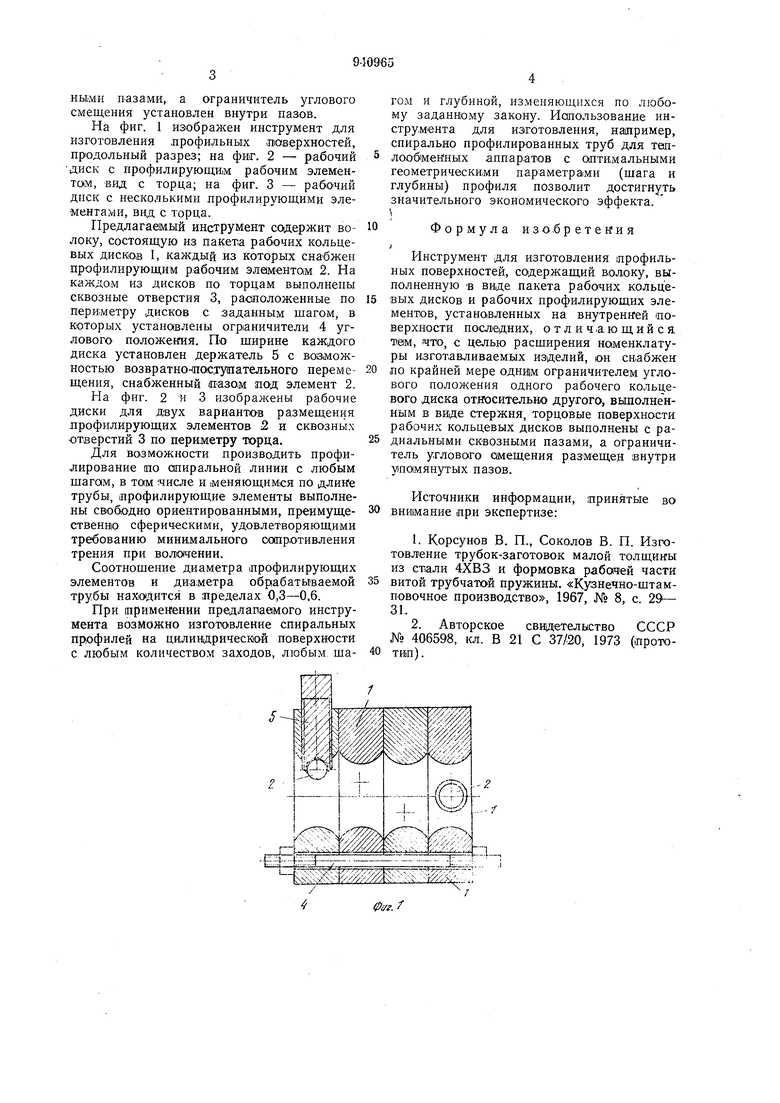
На фиг. 1 изображен инструмент для изготовления .профильных люверхностей, продольный разрез; на фиг. 2 - рабочий диск с профилирующим рабочим элементом, вид с торца; на фиг. 3 - рабочий диск с несколькими профилирующими элементами, вид с торца.
Предлагаемый инструмент содержит волоку, состоящую из пакета рабочих кольцевых дискав I, каждый из которых снабжен профилирующим рабочим эле1м«нтО|М 2. На каждом из дисков по торцам выполнены сквозные отверстия 3, расположенные по периметру дисков с заданным щагом, в которых установлены ограничители 4 углового положекия. По ширине каждого диска установлен держатель 5 с возможностью возвратно- поступательного перемещения, снабженный етазам под элемент 2.
На фиг. 2 и 3 изображены рабочие диски для двух вариантов размещения профилирующих элементов 2 и сквозных отверстий 3 по периметру торца.
Для возможности производить профилирование (ПО спиральной линии с любым щагам, в там числе и меняющимся по длике трубы, профилирующие элементы выполнены свободно ориентированными, преимущественно сферическими, удовлетворяющими требованию минимального сопротивления трения при волочении.
Соотношение диаметра профилирующих элементов и диаметра обрабатываемой трубы нахо1Дится в пределах 0,3-0,6.
При прймеН ении предлалаемого инструмента возможно изготовление спиральных профилей на цилиндрической поверхности с любым количеством заходов, любым шагом и глубиной, изменяющихся по любому заданному закону. Использование инструмента для изготовления, например, спирально профилированных труб для твплообменных аппаратов с оптимальными геометрическими параметрами (щага и глубины) профиля позволит достигнуть
значительного экономического эффекта.
Формула изо.бретекия
Инструмент для изготовления профильных поверхностей, содержащий волоку, выполненную -в виде пакета рабочих кольцевых дисков и рабочих профилирующих элементов, установленных на внутренней поверхности последних, отличающийся тем, что, с целью расширения номенклатуры изготавливаемых изделий, он снабжен
по крайней мере одндм ограничителем углового положения одного рабочего кольцевого диска относительно другого, выполненным в виде стержня, торцовые поверхности рабочих кольцевых дисков выполнены с радиальными сквозными пазами, а ограничитель углового смещения размещен внутри упомянутых пазов.
Источники информации, принятые во внимание при экспертизе:
1.Корсунов В. П., Соколов В. П. Изготовление трубок-заготовок малой толщины из стали 4ХВЗ и формовка рабогаей части витой трубчатюй пружины. «Кузнечно-штамповочное производство, 1967, № 8, с. 29- 31.
2.Авторское свидетельство СССР № 406598, 1СЛ. В 21 С 37/20, 1973 (протоТИ1П).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления профильных поверхностей | 1987 |
|
SU1449216A1 |
| УСТРОЙСТВО ДЛЯ НАКАТКИ ПРОФИЛЬНЫХ ТРУБ | 2011 |
|
RU2455097C1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2011 |
|
RU2481911C2 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ МНОГОЗАХОДНЫХ ВИНТОВЫХ ТРУБ | 2007 |
|
RU2339478C1 |
| СТАН ДЛЯ НАКАТКИ ВИНТОВЫХ ПРОФИЛЬНЫХ ТРУБ | 2007 |
|
RU2337780C1 |
| Устройство для накатки профильных труб | 2019 |
|
RU2756059C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ СПИРАЛЬНО-ПРОФИЛИРОВАННЫХ ТРУБ | 2007 |
|
RU2373013C2 |
| ОПРАВКА ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2007 |
|
RU2347637C2 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2007 |
|
RU2338614C1 |
| ДРОССЕЛЬНОЕ УСТРОЙСТВО | 2005 |
|
RU2285185C2 |