Изобретение относится к области обработки металлов давлением, а именно к производству спирально-профилированных труб.
Известно устройство для производства винтовых профильных труб, которое включает тонкий диск с отверстием, установленный внутри ротора эксцентрично. При вращении ротора выступы, нанесенные на внутренней поверхности в отверстии диска, взаимодействуют с наружной поверхностью трубы, производя ее пластическое деформирование (патент США 3735616 от 09.01.1973). Подача трубы в осевом направлении совместно с работой описанного выше устройства приводит к получению винтовых профильных труб.
Недостатком устройства является то обстоятельство, что получаемый трубный профиль является результатом огибания при движении эксцентричного диска. Вся профилируемая поверхность трубы обкатывается профилирующим выступом инструмента. Поскольку частота вращения ротора ограничена, то это приводит к низкой производительности устройства. Кроме того, это устройство позволяет получить трубы лишь с одним заходом винтовой линии.
Устройство, подобное описанному выше, приведено также в патенте США 3572074 от 23.03.1971. Отличие от рассмотренного выше устройства состоит в том, что плоскость движения профилирующего диска расположена не перпендикулярно оси трубы, а под некоторым углом к ней. Такая установка диска также создает эксцентриситет его движения относительно оси трубы. Недостатки этого устройства остаются теми же, что и для указанного ранее устройства.
В качестве прототипа принято устройство по патенту Великобритании 1051429 от 19.10.1964. В этом устройстве получение профильных труб производится в двух последовательно установленных головках. Каждая головка содержит корпус, в котором установлены два валка с винтовой нарезкой. Валки имеют механический привод вращения. Такая связь обеспечивает постепенную накатку выступов и впадин на трубе.
К недостаткам прототипа относится следующее. Поскольку две профилирующие головки и обрабатываемая труба находятся одновременно в контакте, то синхронизация такой системы весьма сложна, а при переходе на другой размер трубы или профильных канавок требуются значительные затраты на настройку. Особую сложность представляет собой изготовление профилирующего инструмента, который по длине обкатки имеет переменные размеры. Это требует использования специализированного металлообрабатывающего оборудования и высокой точности обработки, что весьма дорого. Кроме того, рассмотренное устройство не позволяет изготавливать многозаходные профильные трубы.
Задачей изобретения является создание стана, имеющего повышенную стойкость инструмента, упрощенную настройку на требуемый размер профиля и имеющего возможность получения спирально-профилированных многозаходных труб произвольного угла подъема трубного профиля и шага винтовой линии из гладких трубных заготовок различных диаметров.
Задача решается созданием стана для накатки винтовых профильных труб, включающего установленные в корпусах прокатные валки с кольцевыми профилирующими дисками и их привод от одного зубчатого колеса, устройство для разведения прокатных валков, направляющие проводки, размещенные в плоскости, перпендикулярной линии, проходящей через оси прокатных валков, а также устройство для принудительной осевой подачи трубной заготовки в очаг пластической деформации.
Новым в устройстве является то, что профилирующие диски прокатных валков выполнены с возможностью самоустановки относительно плоскости, перпендикулярной оси прокатного валка, между указанными дисками установлены упругие элементы, устройство для разведения прокатных валков выполнено в виде двух рычагов, один конец каждого из которых установлен с возможностью поворота на оси зубчатого колеса, средняя часть каждого рычага оперта на корпус соответствующего прокатного валка, а другие концы рычагов связаны между собой силовым гидроцилиндром и возвратной пружиной.
Приведенное техническое решение позволяет профилировать трубы с многозаходным профилем при использовании оборудования, имеющего высокую универсальность как по типоразмеру и материалу применяемой заготовки, так и по требуемым выходным параметрам продукции. Обеспечивается требование получения концевых гладких участков на профильной трубе, что является необходимым для дальнейшего применения труб в теплообменных аппаратах. Инструмент, используемый при профилировании, имеет низкую стоимость, его стойкость весьма высока, а замена не представляет сложности. Производительность устройства представляется достаточной для получения промышленных партий готовой продукции.
Стан для накатки винтовых профильных труб схематично показан на фиг.1. Схема привода рабочих валков и их разведения приведена на фиг.2, установка рабочих валков показана на фиг.3.
Стан (фиг.1) содержит корпус рабочей клети (условно не показан), в котором на подшипниковых опорах 1 установлены рабочие валки 2, выполненные в виде дисков. Рабочие валки установлены на одном валу с шестернями 3. В подшипниковой опоре 4 смонтировано синхронизирующее зубчатое колесо 5, приводимое от шестерни 6, которое, в свою очередь, приводится через муфту 7 от электродвигателя 8. Этот же двигатель через коробку скоростей 9 и через зубчатую передачу 10 соединен с ходовым винтом 11, установленным в опорах 12 и 13. На ходовом винте 11 закреплена ходовая гайка 14, имеющая направляющие 15. Ходовая гайка 14 соединена с захватным тяговым устройством 16, взаимодействующим с профилируемой трубой 17.
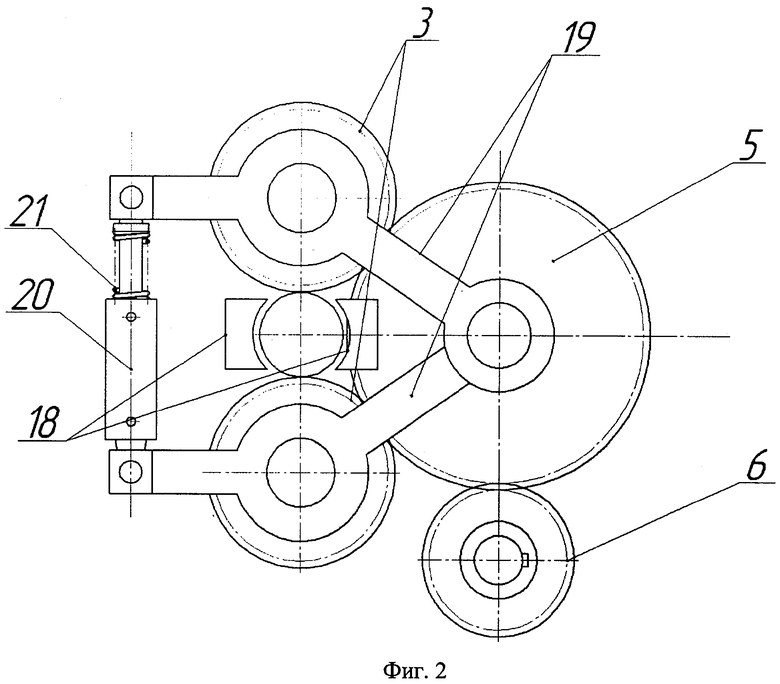
Привод рабочих валков (фиг.2) осуществляется через шестерню 6 и синхронизирующее зубчатое колесо 5. На валах рабочих валков посажены подвижные шестерни 3, приводящие валки во вращение. Заготовка удерживается от смещения из зоны профилирования двумя профильными проводками 18. Устройство разведения валков (фиг.2) содержит две пары рычагов 19, ось поворота которых совпадает с осью синхронизирующего зубчатого колеса 5. В своей средней части рычаги 19 опираются на корпуса 1 рабочих валков. Таким образом, при разведении валков сохраняются межосевые расстояния в приводах каждого из валков. Рабочий нажим валков обеспечивается гидроцилиндром 20, опирающимся на концевые участки рычагов, а разведение валков - надетой на его шток цилиндрической пружиной 21.
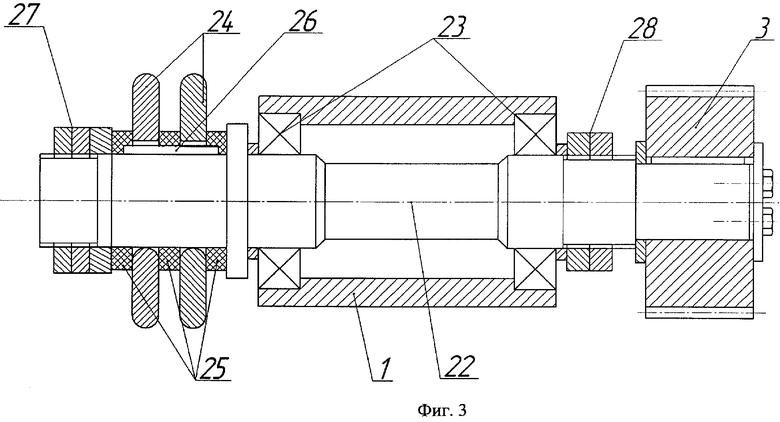
Узел рабочего валка (фиг.3) содержит вал 22, установленный на подшипниках 23 внутри подвижного корпуса 1, установленного на рычагах (фиг.2), и имеющий на одном своем конце цилиндрическую приводную шестерню 3, а на другом - блок профилирующих дисков. Профилирующие диски 24 имеют внутреннее отверстие закругленного в поперечном сечении профиля и упругие элементы 25, установленные справа и слева рядом с каждым из дисков. Такая схема продольного крепления профилирующих дисков допускает их осевую и угловую относительно оси вращения самоустановку. Наличие самоустановки профилирующих дисков позволяет добиться более стабильного угла подъема трубного профиля при некоторой рассинхронизации скоростей продольной подачи и вращения трубы. Привод дисков осуществляется через шпоночное соединение с зазором. Крепление блока дисков осуществляется гайками 27. Регулировка подшипников вала осуществляется регулировочными гайками 28.
Стан для накатки винтовых профильных труб работает следующим образом. Трубная заготовка 17 подается в стан и зажимается в захватном тяговом устройстве. При этом осевой подачей без ее профилирования может быть получен передний непрофилированный конец. Включается главный привод 8, происходит зажим валков при помощи гидроцилиндра 20 устройства для разведения валков, и при совместной подаче трубы ходовым винтом 11 и вращении профилирующих дисков 24 на трубе 17 накатывается винтовой профиль. По окончании накатки необходимой длины профиля давление с гидроцилиндра 20 устройства для разведения валков снимают и пружина 21 отводит валки 2 от трубы. При этом может быть оставлен гладкий непрофилированный конец. По извлечению трубы из валков захватное устройство 16 разжимается и готовая труба перемещается в приемный карман. Захватное устройство 16 перемещается в исходное положение, и процесс повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАКАТКИ ПРОФИЛЬНЫХ ТРУБ | 2011 |
|
RU2455097C1 |
| Устройство для накатки профильных труб | 2019 |
|
RU2756059C2 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2011 |
|
RU2481911C2 |
| СПОСОБ КОНТРОЛЯ ДЛИНЫ НАКАТКИ РЕЗЬБЫ ВИНТА | 2009 |
|
RU2408448C1 |
| СТАН ДЛЯ НАКАТКИ НАРУЖНЫХ РЕЗЬБ | 2009 |
|
RU2399454C1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ МНОГОЗАХОДНЫХ ВИНТОВЫХ ТРУБ | 2007 |
|
RU2339478C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБЧАТЫХ ВИНТОВЫХ ШТАНГ | 2021 |
|
RU2776915C1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| Способ настройки валков профильного стана | 1987 |
|
SU1563803A1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2007 |
|
RU2338614C1 |
Изобретение относится к области обработки металлов давлением, конкретно к трубопрофильному производству. Прокатные валки с кольцевыми профилирующими дисками установлены в корпусах. Имеется привод прокатных валков от одного зубчатого колеса, устройство для разведения прокатных валков, направляющие проводки, размещенные в плоскости, перпендикулярной линии, проходящей через оси прокатных валков, а также устройство для принудительной осевой подачи трубной заготовки в очаг пластической деформации. Профилирующие диски прокатных валков выполнены с возможностью самоустановки относительно плоскости, перпендикулярной оси прокатного валка. Между указанными дисками установлены упругие элементы. Устройство для разведения прокатных валков выполнено в виде двух рычагов, один конец каждого из которых установлен с возможностью поворота на оси зубчатого колеса. Средняя часть каждого рычага оперта на корпус соответствующего прокатного валка, а другие концы рычагов связаны между собой силовым гидроцилиндром и возвратной пружиной. Повышается производительность стана. 3 ил.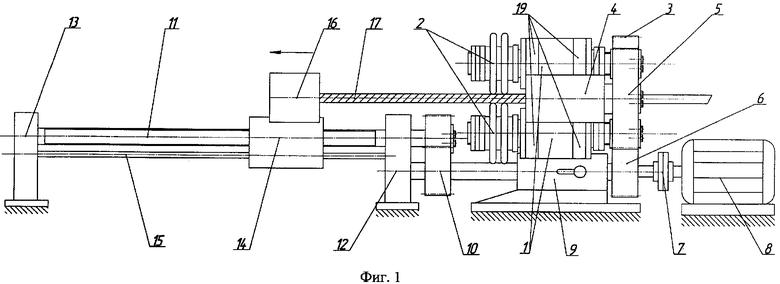
Стан для накатки винтовых профильных труб, включающий установленные в корпусах прокатные валки с кольцевыми профилирующими дисками и их привод от одного зубчатого колеса, устройство для разведения прокатных валков, направляющие проводки, размещенные в плоскости, перпендикулярной линии, проходящей через оси прокатных валков, а также устройство для принудительной осевой подачи трубной заготовки в очаг пластической деформации, отличающийся тем, что профилирующие диски прокатных валков выполнены с возможностью самоустановки относительно плоскости, перпендикулярной оси прокатного валка, между указанными дисками установлены упругие элементы, устройство для разведения прокатных валков выполнено в виде двух рычагов, один конец каждого из которых установлен с возможностью поворота на оси зубчатого колеса, средняя часть каждого рычага оперта на корпус соответствующего прокатного валка, а другие концы рычагов связаны между собой силовым гидроцилиндром и возвратной пружиной.
| Способ очистки крови от фенолов | 1981 |
|
SU1051429A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ С ВИНТОВЫМИ ГОФРАМИ | 1999 |
|
RU2152838C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ВИНТОВЫМИ ГОФРАМИ | 2005 |
|
RU2280523C1 |
| Устройство для накатывания канавок на цилиндрических заготовок | 1975 |
|
SU555957A1 |
| ПОЛЯРИЗАТОР | 1992 |
|
RU2080629C1 |

