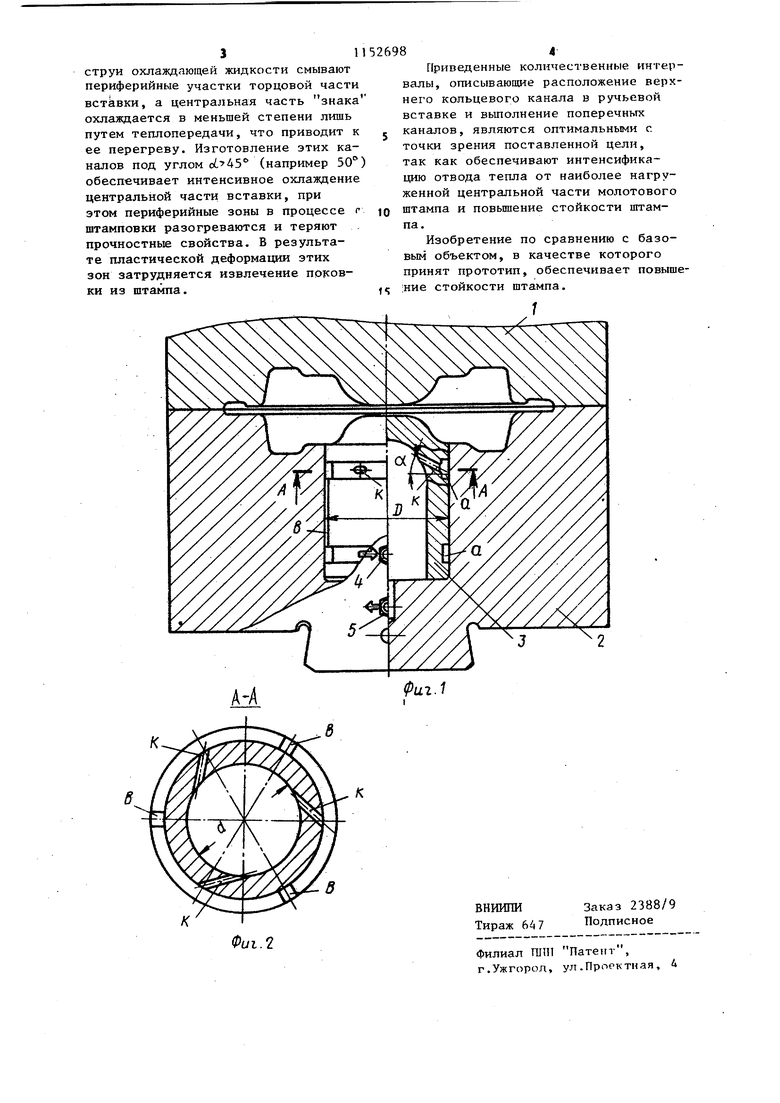
« Изобретение относится к обработке металлов давлением, а именно к конструкциям молотовых штампов для горячей объемной штамповки пустотелых поковок типа шестерен, колец обойм и т.п. деталей. Целью изобретения является повышение стойкости штампа путем создания УСЛОВИЙ, интенсифицирующих охла дение вставки, под давлением жидкос тью. На фиг. 1 изображен молотовой штамп с охлаждаемой пучьевой вставкой; на фиг. 2 - сечение А-А на фиг. 1 . Штамп содержит верхний 1 и нижни 2 блоки с гравюрами, центральную ци линдрическую вставку 3, штуцер подвода охлаясдающей жидкости 4, штуцер отвода охлаждающей жидкости 5. При этом D - наружный диаметр вставки, f) - внутренний диаметр полости вставки, «- кольцевые каналы, Ъпродольные каналы, к- поперечные . каналы, сообщающие один из кольцевых каналов с полостью вставки. Штамп работает следующим образом. После изготовления первых 2-3 по ковок открывается запорный вентиль магистрали и охлаждающая жидкость через штуцер 4 постзшает под давлением в кольцевые а и продольные в ка налы, затем через поперечные каналы К попадает в охлалздаемую полость В связи с тем, что суммарное сечение каналов К меньше сечений кольце вых и продольных каналов, охлаждающая яоадкость поступает в полость в виде струи, направление этой струи по касательной к поверхности полости и под углом к плоскости разъема штампа обеспечивает интенсивное охлаждение центральной части вставки испытывающей наибольшие тепловые и динамические нагрузки. Поэтому при штамповке последующих поковок знак штампа не разогревается темпер туры отпуска стали при термообработ ке , что обеспечмвает высокопроизвод тельную работу штамповочного молота и долговечность молотового штампа. После отвода тепла жидкость из охлаждаемой полости через штуцер 5 уходит в сливную магистраль. Приведенные количественные интервалы соотношений размеров, характеризующих размещение верхнего 81 кольцевого канала и расположение поперечных каналов, обусловлены следующими данными, полученными в процессе проведения опытных работ по отработке конструкции охлаждаемого молотового штампа при изготовлении поковок диаметром 380-520 мм на молотах массой падающих частей 6, 10и 16 т. Установлено, что на долговечность штампа существенное влияние оказывает расположение верхнего кольцевого канала относительно ручья штампа. При выполнении его на расстоянии от гравюры штампа менее 0,2 (например 0,15) диаметра ручьевой вставки в результате интенсивного термоциклирования в период штамповки и во время паузы между извлечением поковки и установки последующей заготовки теряется натяг в верхнем поясе между штампом и вставкой и наблюдается вытекание охлаждгиощей жидкости в полость штампа, что осложняет дальнейшую штамповку с точки зрения техники безопасности, так как нагретая охлаждающая жидкость в процессе штамповки разбрызгивается и попадает на штамповщиков. Кроме того, при таком расположении канала снилсается конструктивная прочность штампа. Наблюдается образование трещин в верхнем уплотнительном поясе ручьевой вставки. При размещении верхнего кольцевого канала от гравюры штампа на расстоянии более 0,3 (например 0,35) диаметра вставки снижается эффективность отвода тепла от верхней части знака ручьевой вставки, что снижает его долговечность. Выполнение каналов, сообщающих верхний кольцевой канал с охлаждаемой полостью вставки, по касательной к цилиндрической поверхности обеспечивает наиболее равномерньй отбор тепла по контуру ручьевой вставки. Размещение этих каналов по радиусу или под некоторым углом к нему приводит к местному повьштению в процессе штамповки температуры ручьевой вставки и снижает эффективность отвода тепла, что приводит к уменьшению стойкости штампа. Величина угла наклона каналов, сообщающих верхний кольцевой канал с охлаждаемой полостью, к плоскости разъема штампа d в пределах 30-45 обусловлена следующими данньми. При вьшолнении (например 25°)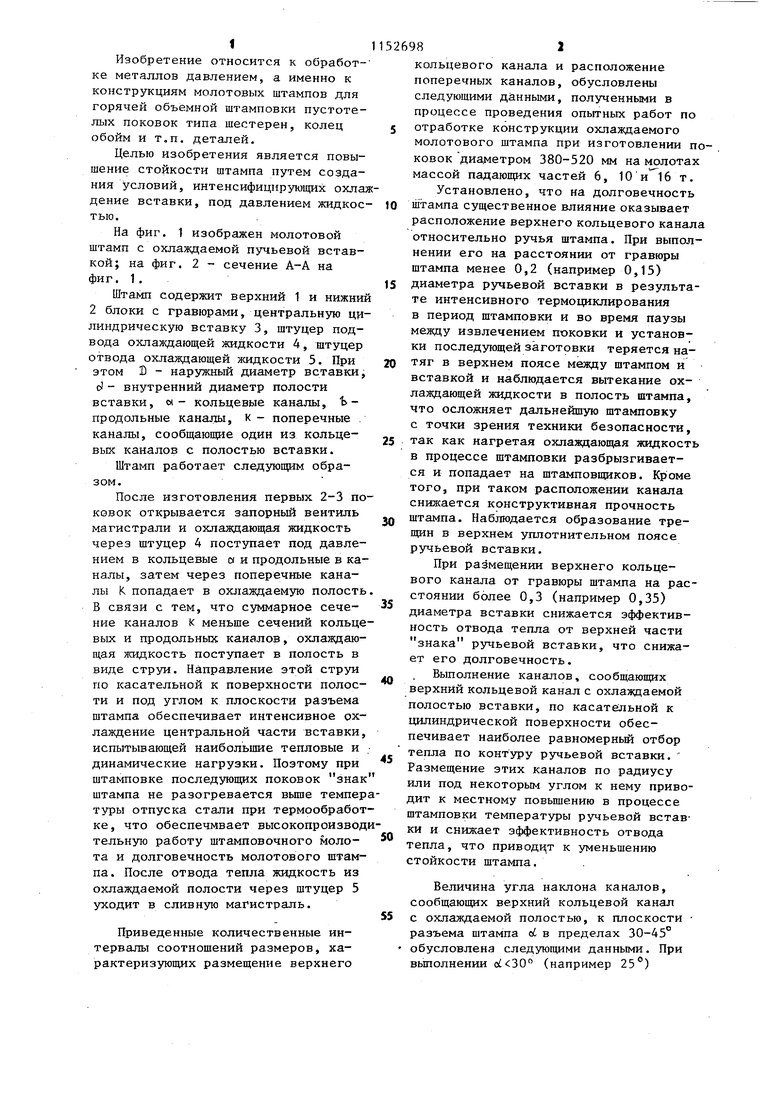
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для горячей объемной штамповки | 1990 |
|
SU1754311A1 |
| Штамп для горячей объемной штамповки | 1988 |
|
SU1648625A1 |
| Молотовой штамп | 1974 |
|
SU490551A1 |
| ШТАМП ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1991 |
|
RU2007248C1 |
| СБОРНЫЙ ШТАМП ДЛЯ ОБЪЕМНОЙ ГОРЯЧЕЙ ШТАМПОВКИ | 1990 |
|
RU2005573C1 |
| Штамп для горячей штамповки поковок | 1974 |
|
SU538803A1 |
| Молотовой штамп для горячей съемной штамповки | 1978 |
|
SU791445A1 |
| Способ охлаждения нижней части горячего штампа и устройство его реализации | 2017 |
|
RU2670508C1 |
| Штамп для горячей штамповки поковок и способ его изготовления | 1987 |
|
SU1480950A1 |
| Способ объемной штамповки поковок типа крышек | 1980 |
|
SU902977A1 |
МОЛОТОВОЙ ШТАМП, содержащий верхний и нижний блоки с гравюрами, по меньшей мере один из ко- торых вьтолнен в виде корпуса и запрессованной в него центральной цилиндрической вставки с образуклцими замкнутую систему охлаждения продольными каналами, расположенными на ее нар5гжной поверхности, и поперечными каналами под охлаждающую жидкость, отличающийся тем, что, с целью повьшения стойкости .путем интенсификации охлаждения вставки, последняя выполнена с цилиндрической полостью и кольцевыми, дополнительными каналами, ограничивающими по высоте продольные каналы, при этом кольцевой канал со стороны гравюры данного блока расположен от последней на расстоянии 0,2-0,3 наружного диаметра вставки, а поперечные каналы соединяют полость вставки с указанным кольцевым каналом и расположены по касатель-i (О ной к внутренней поверхности вставки, образующей ее полость, и под углом 30-45 к плоскости раз1.ема штампа.
| 1971 |
|
SU410863A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Прошивной пуансон | 1980 |
|
SU904814A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Кузнечно-штамповочное производство, 1979, № 7, с | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
