Изобретение относится к обработке металлов давлением, в частности к .механическим ножницам с верхним и нижним подвижными режущими элементами для резки непрерывно движущегося листового материала, имеющего периодически изменяющий ся , и может быть использовано на металлургических и машиностроительных заводах, осуществляющих раскрой листового проката на мерные заготовки.
Известны сдвоенные ножницы гильотинного типа с одним подвижным режущим элементом, снабженные пневмоприводом 1.
Недостатком данной конструкции является наличие у пневмопривода холостого хода для возврата суппортов с закрепленными ножами в исходное положение.
Известны летучие ножницы, содержащие неподвижную раму, подвижную клеть с верхним и нижним суппортами и с закрепленными на них ножами, прижимы и механизм возврата клети в исходное положение 2.
Недостатком данных ножниц является то, что перемещение клети ножниц при совместном движении с движущимся материалом производится на расстоянии более 2&0мм, что при учитывании существующей инерционности срабатывания всех механизмов и общую массу клети ножниц снижает оперативность ее возврата в исходное положение, а при возможном повыщении скорости перемещения материала и при отрезке заготовок малого типоразмера время возврата клети еще более уменьшается.
Большая металлоемкость подвижной части - клети ножниц, вызывает дополнительную нагрузку на устройство, обеспечивающее перемещение материала, наличие у механизмов прижима к движущемуся материалу индивидуальных пневмокамер не исключающих возможность неодновременного срабатывания, применение в качества основного привода электродвигателя, снабженного редуктором, тормозом и телескопическим карданным валом усложняющих конструкцию.
Цель изобретения - повышение производительности за счет обеспечения возможности исключения холостого хода и повышение надежности.
Поставленная цель достигается тем, что летучие ножницы, содержащие неподвижную раму, подвижную клеть с верхним и нижним суппортами и с закрепленными на них ножами, прижимы и механизм возврата клети в исходное положение, снабжены силовым цилиндром, шток которого соединен с суппортами ножниц посредством системы тяг, а прижимы выполнены в виде подпружиненных захватных рычагов с роликами, вала, соединенного L системой тяг, и дисков с профилированными рабочими поверхностями, установленными на валу с воз можностью взаимодействия с роликами, подпружиненных захватных рычагов.
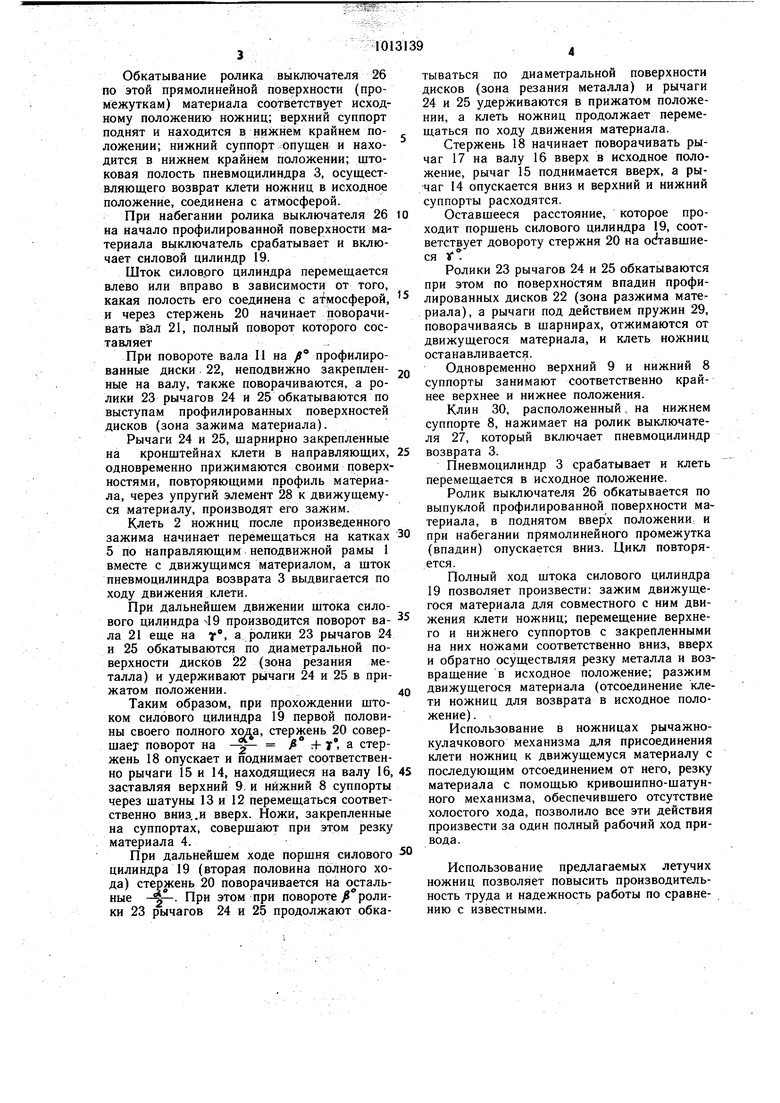
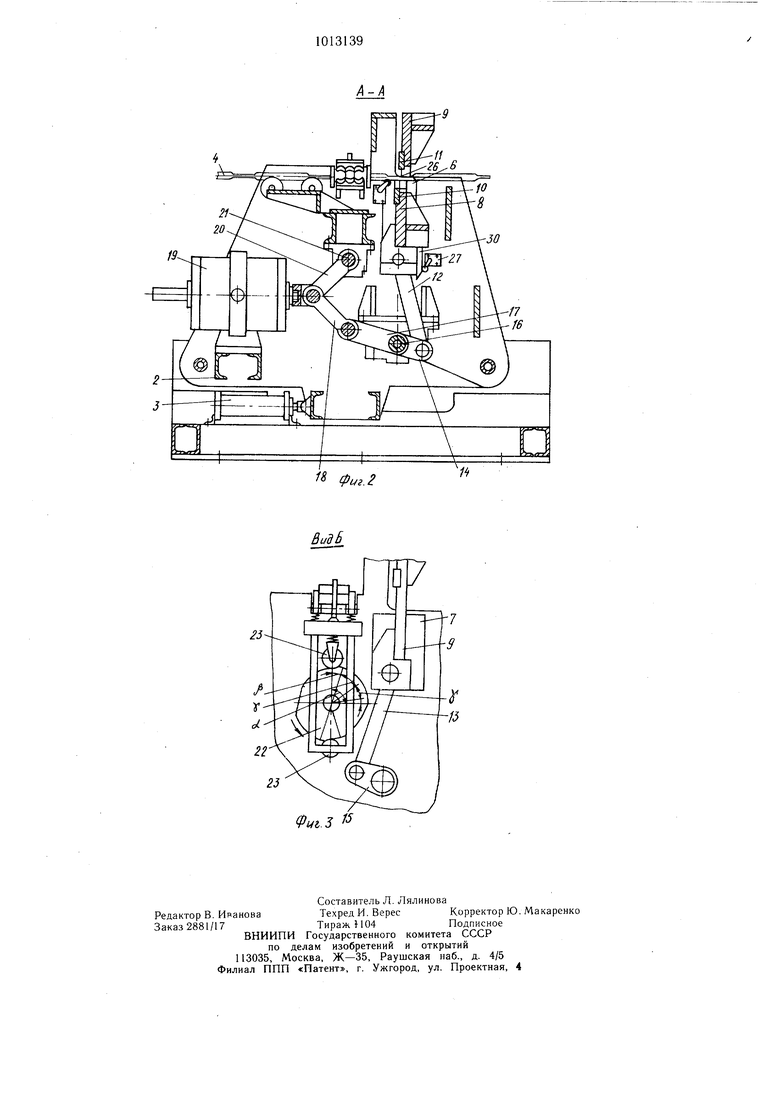
На фиг. 1 изображены ножницы, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1.
Летучие ножницы содержат неподвижную раму 1, снабженную направляющими, по которым движутся катки клети 2. К раме 1 неподвижно закреплен пневмоцилиндр 3 возврата, шток которого соединен с клетью 2.
Клеть 2 ножниц предназначена для присоединения к движущемуся материалу 4, резке его при совместном движении, с последующим отсоединением от материала.
Клеть ножниц состоит из жесткой рамы, опирающейся на катки 5, на которой закреплены все рабочие элементы.
По внутренним 6 и наружным 7 направляющим перемещаются нижний 8 и верхний 9 суппорты с прикрепленными к ним ножами ГО и 11. Нож 10 нижнего суппорта установлен с наклоном.
Q К нижней части суппортов на пальцах закреплены шатуны 12 и 13 опирающиеся внизу на опорные пальцы, заведенные в рычаги 14 и 15.
Рычагами 14 и 15, неподвижно ссоединенными с валом 16, производится одновре5 менно подъем и опускание суппортов.
К середи,не вала 16, опирающегося на подщипники, неподвижно присоединен рычаг 17, в котором с помощью пальца шарнирно закреплен стержень 18, другой конец которого соединен шарнирно с вилкой силового Цилиндра 19.
На концы пальца, входящего в вилку силового цилиндра 19, опирается стержень 20, другой конец которого неподвижно соединен с валом 21, опирающимся на подшипники. .
На концах вала 21 неподвижно закреплены профилированные диски 22, по которым обхватываются ролики 23, установленные в захватные подпружиненные рычаги 24 и 25.
0 Внизу под движущимся материалом закреплен выключатель 26, предназначенный для подачи сигнала для включения силового цилиндра 19.
Ниже закреплен выключатель 27, предназначенный для контроля нижнего исходного положения нижнего суппорта 8 и посылающий сигнал для включения цилиндра 3, предназначенного для возврата клети 2 в исходное положение после ее перемещения совместно с движущимся материалом 4.
0 Ножницы работают следующим образом. При движении материала, имеющего профилированные выступы, ролик выключателя 26 обкатывается по его поверхности. Профилированная поверхность имеет определенную длину, которая, в частности, зависит от типоразмера радиатора и разделена равными промежутками, имеющими прямолинейную поверхность.
Обкатывание ролика выключателя 26 по этой прямолинейной поверхности (промежуткам) материала соответствует исходному положению ножниц; верхний суппорт поднят и находится в нижнем крайнем положении; нижний суппорт опущен н находится в нижнем крайнем положении; штоковая полость пневмоцнлиидра 3, осуществляющего возврат клети иожниц в исходное положение, соединена с атмосферой.
При набегании ролика выключателя 26 на начало профилированной поверхности материала выключатель срабатывает и включает силовой цилиндр 19.
Шток силового цилиндра перемещается влево или вправо в зависимости от того, какая полость его соединена с атмосферой, и через стержень 20 начинает поворачивать вал 21, полный поворот которого составляет
При повороте вала И на профилированные диски 22, неподвижно закрепленные на валу, также поворачиваются, а ролики 23 рычагов 24 и 25 обкатываются по выступам профилированных поверхностей дисков (зона зажима материала).
Рычаги 24 и 25, шарнирно закрепленные на кронштейнах клети в направляющих, одновременно прижимаются своими поверхностями, повторяющими профиль материала, через упругий элемент 28 к движущемуся материалу, производят его зажим.
Клеть 2 ножниц после произведенного зажима начинает перемещаться на катках 5 по направляющим неподвижной рамы 1 вместе с движущимся материалом, а шток пневмоцилиндра возврата 3 выдвигается по ходу движения клети.
При дальнейшем движении щтока силового цилиндра 49 производится поворот вала 21 еще на f, а ролики 23 рычагов 24 и 25 обкатываются по диаметральной поверхности дисков 22 (зона резания металла) и удерживают рычаги 24 и 25 в прижатом положении.
Таким образом, при прохождении штоком силового цилиндра 19 первой половины своего полного хода, стержень 20 совершаех поворот на - ув у , а стержень 18 опускает и поднимает соответственно рычаги 15 и 14, находящиеся на валу 16, заставляя верхний 9 и нижний 8 суппорты через шатуны 13 и 12 перемещаться соответственно вниз..и вверх. Ножи, закрепленные на суппортах, совершают при этом резку материала 4.
При дальнейшем ходе поршня силового цилиндра 19 (вторая половина полного хода) стержень 20 поворачивается на о ;тальные ПР этом при повороте ролики 23 рычагов 24 и 25 продолжают обкатываться по диаметральной поверхности дисков (зона резания металла) и рычаги 24 и 25 удерживаются в прижатом положении, а клеть ножниц продолжает перемещаться по ходу движения материала.
Стержень 18 начинает поворачивать рычаг 17 на валу 16 вверх в исходное положение, рычаг 15 поднимается ввер-х, а рычаг 14 опускается вниз и верхний и нижний суппорты расходятся.
Оставшееся расстояние, которое проходит поршень силового цилиндра 19, соответствует довороту стержня 20 на odтaвшиeся У°
Ролики 23 рычагов 24 и 25 обкатываются при этом по поверхностям впадин профилированных дисков 22 (зона разжима материала), а рычаги под действием пружин 29, поворачиваясь в шарнирах, отжимаются от движущегося материала, и клеть ножниц останавливаете.
Одновременно верхний 9 и нижний 8 суппорты занимают соответственно крайнее верхнее и нижнее положения.
Клин 30, расположенный, на нижнем суппорте 8, нажимает на ролик выключателя 27, который включает пневмоцилиндр возврата 3.
Пневмоцилиндр 3 срабатывает и клеть перемещается в исходное положение.
Ролик выключателя 26 обкатывается по выпуклой профилированной поверхности материала, в поднятом вверх положении, и при набегании прямолинейного промежутка (впадин) опускается вниз. Цикл повторяется.
Полный ход штока силового цилиндра 19 позволяет произвести: зажим движущегося материала для совместного с ним движения клети ножниц; перемещение верхнего и нижнего суппортов с закрепленными на них ножами соответственно вниз, вверх и обратно осуществляя резку металла и возвращение в исходное положение; разжим движущегося материала (отсоединение клети ножниц для возврата в исходное положение) .
Использование в ножницах рычажнокулачкового механизма для присоединения клети ножниц к движущемуся материалу с последующим отсоединением от него, резку материала с помощью кривошипно-шатунного механизма, обеспечившего отсутствие холостого хода, позволило все эти действия произвести за один полный рабочий ход привода.
Использование предлагаемых летучих ножниц позволяет повысить производительность труда и надежность работы по сравнению с известными.
| название | год | авторы | номер документа |
|---|---|---|---|
| Летучие качающиеся ножницы | 1978 |
|
SU721259A1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ МЕТАЛЛОПРОКАТА | 2007 |
|
RU2356705C1 |
| Устройство для резки материала яковишина н.н. | 1977 |
|
SU716724A1 |
| Летучие ножницы | 1987 |
|
SU1461589A1 |
| Универсальный профилегибочный агрегат | 1988 |
|
SU1532122A1 |
| Устройство для подачи листа | 1981 |
|
SU1030074A1 |
| Ножницы с верхним резом | 1986 |
|
SU1393552A1 |
| Ножницы для резки листового материала | 1977 |
|
SU651672A3 |
| Ножницы для резки сортового проката | 1978 |
|
SU764880A1 |
| Комбинированные ножницы | 1980 |
|
SU979032A1 |
ЛЕТУЧИЕ НОЖНИЦЫ, содержащие неподвижную раму, подвижую клеть с верхним и нижним суппортами и с закрепленными на них ножами, прижимы и механизмы возврата клети в исходное положение, отличающиеся тем, что, с целью повышения производительности и повышения надежности, они снабжены силовым цилиндром, шток которого соединен с суппортами ножниц посредством системы тяг, а прижимы выполнены в виде подпружиненных захватных рычагов с роликами, вала, соединенного с системой тяг и дисков с профилированными рабочими поверхностями, установленными на валу с возможностью взаимодействия с роликами подпружиненных захватных рычагов. 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Механическое оборудование цехов холодной прокатки | |||
| Под ред | |||
| Г | |||
| Л | |||
| Химига, М., «Машинострп-;ние, 1972, с | |||
| Гидравлический подъемник | 1922 |
|
SU389A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Ножницы делительные | |||
| Металлический ключ для пчеловодов | 1924 |
|
SU1658A1 |
| Алма-атинского завода тяжелого машиностроения | |||
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
