1
Изобретение относится к прокатному производству и может быть использовано на непрерывных проволочных станах холодной прокатки, работающих с натяжением металла в межклетевых промежутках.5
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является устройство, содержащее систему управления электроприводом для каждой клети, включающую датчик якорного тока и регулятор скорости l.
Недостатками этого устройства являются сложность реализации и невысокая надежность.
Цель изобретения - повышение надежности работы системы регулирования размеров.
Указанная цель достигается тем, ,Q что устройство, содержащее систему управления электроприводом для каждой клети, включающую датчики якорного тока и регуляторы скорости, дополнительно содержит блок задания полного тока двигат(гля, регулятор размера сечения проволоки для каждой клети, кроме последней, причем, вход регулятора размера сечения проволоки соединен с выходом датчика якорного тока данной клети, а выход соединен со входом регулятора скорости данной клети и всех предыдущих клетей, второй вход регулятора размера сечения проволоки соединен со входом блока задания полного тока двигателя.
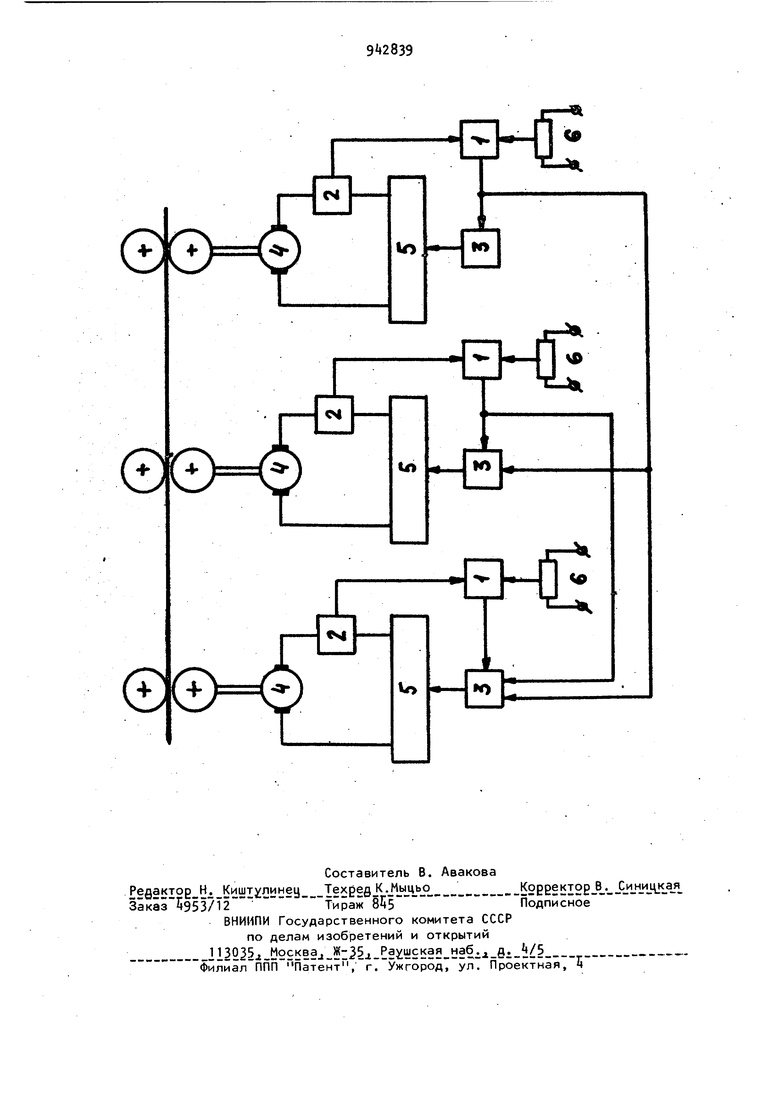
На чертеже изображена блок-схема предлагаемого устройства.
В устройстве вход регулятора 1 размера сечения проволоки соединен с выходом датчика 2 тока рассматриваемой клети, выход его подключен к входу регулятора 3 скорости. Датчики 2 тока измеряют полный ток двигателя Ц и вместе с регуляторами 3 скорости входят в состав системы 5 управления электроприводом клети. На второй вход регулятора 1 размера сечения проволоки подключен блок 6 задания полного тока двигателя k, Выход регулятора 1 размера сечения проволоки соединен с входами регулято ров 3 скорости предыдущих клетей. Устройство работает следующим образом. На вход регулятора 1 размера сечения проволоки подан ток якоря двигателя t клети, измеренный датчиком 2 тока, на второй вход поступает сигнал с блока 6 задания полного тока пропорциональный заданному размеру пр ката, который рассчитывается или определяется экспериментальным путем. С выхода регулятора 1 размера сечений Ьроволоки снимается сигнал, пропорциональный разности выше указанных в(е личин, который воздействует через регулятор 3 скорости на систему k управления электроприводом клети. Увеличение сопротивления деформации прокатываемого металла, коэффициента трения, размеров проката приводит к возрастанию тока двигателя k, в резул тате чего на выходе регулятора 1 размера сечения проволоки появляется сигнал, приводящий к уменьшению скорости вращения валков рассматриваемой клети и повышению переднего натяжения в межклетевом промежутке, что уменьшает выходную разнотолщинность проката. Для сохранения неизменным в остальных межклетевых промежутках регулятор 1 воздействует на регуляторы 3 скорости предыдущих клетей. Предлагаемое устройство регулирования размеров проката имеет преимущес во ввиду надежности в работе по срар,нению с известными системами. Использование предлагаемого устройства позволяет повысить надежность работы системы регулирования размеров проката. Формула изобретения Устройство регулирования размеров готового проката на непрерывном проволочном стане холодной прокатки, содержащее систему управления электроприводом для каждой клети, включающую датчик якорного тока и регулятор скорости, отличающееся тем, что, с целью повышения надежности работы системы регулирования размеров, оно дополнительно содержит блок задания полного тока двигателя, регулятор размера сечения проволоки, для каждой клети, кроме последней, причем вход каждого регулятора размера сечения проволоки соединен с выходом датчика якорного тока данной клети, а выход соединен со входом регулятора скорости данной клети и всех предыдущих клетей, второй вход регулятора размера сечения проволоки соединен со входом блока задания полного тока двигателя . Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР № 555929, кл. В 21 В 37/00,137.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство регулирования размеровпРОКАТА | 1977 |
|
SU839638A1 |
| Устройство регулирования размеров проката | 1977 |
|
SU900901A1 |
| Устройство регулирования размеров проката на непрерывном стане | 1980 |
|
SU897323A1 |
| Устройство для регулирования размеров проката на проволочном прокатном стане | 1988 |
|
SU1533795A1 |
| Устройство регулирования размеров готового проката на непрерывном сортопроволочном стане | 1975 |
|
SU555929A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В ЧЕРНОВОЙ ГРУППЕ КЛЕТЕЙ НЕПРЕРЫВНОГО ПРОКАТНОГО СТАНА | 2012 |
|
RU2494828C1 |
| Устройство косвенного регулирования размеров проката в непрерывной группе клетей мелкосортно-проволочного стана | 1987 |
|
SU1414488A1 |
| Устройство для управления натяжением проката в непрерывной группе клетей мелкосортно-проволочного стана | 1986 |
|
SU1384351A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В МЕЖКЛЕТЕВОМ ПРОМЕЖУТКЕ ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2010 |
|
RU2446026C2 |
| Устройство ограничения межклетевых натяжений на непрерывном прокатном стане | 1980 |
|
SU950459A1 |