ния тока свободной прокатки и датчик 9 тока разматывателя.
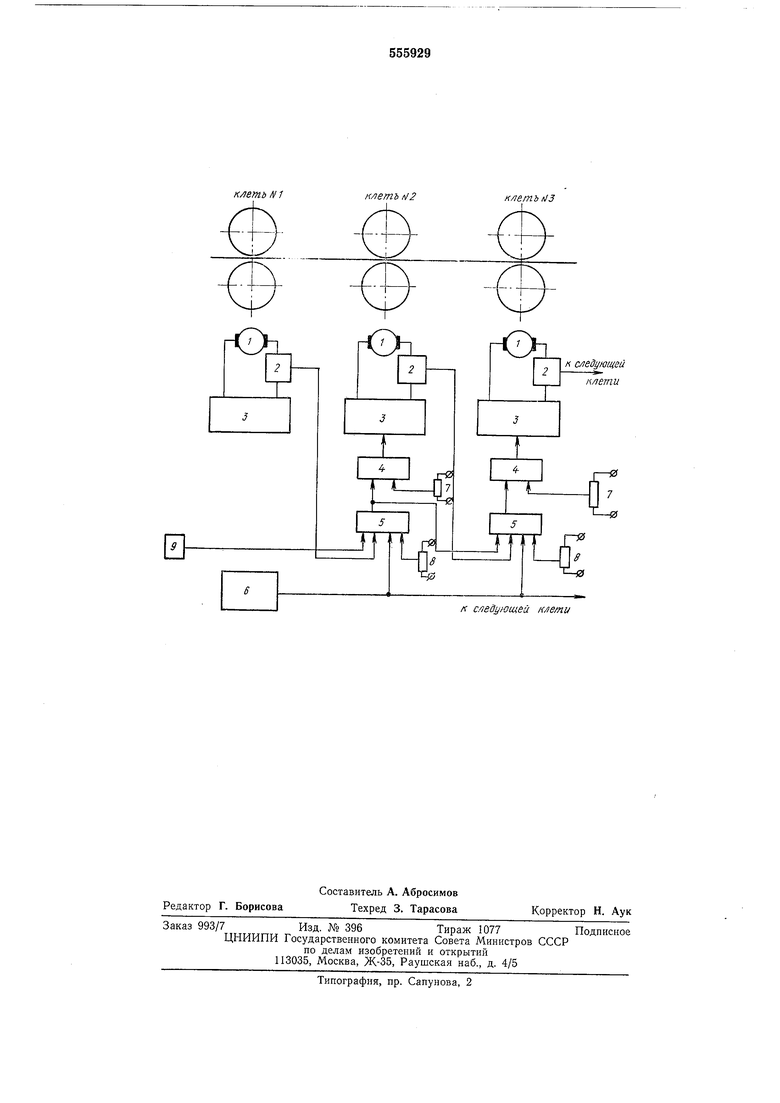
В устройстве для построения системы регулирования первой клети из полного тока прокатного двигателя, замеряемого датчиком тока, при помощи сумматора выделяется ток, пропорциональный величине переднего натяжения для клети, который на входе пропорционально-интегрального регулятора сравнивается с заданным током переднего натяжения. Выход пропорционально-интегрального регулятора соединен с входом регулятора скорости в системе управления электроприводом второй клети. Величина динамического тока определяется величиной входного напряжения первого усилителя задатчика интенсивности. Ток свободной прокатки находится расчетным или экспериментальным путем и задается постоянным на вход сумматора. Ток, пропорциональный величине заданного натяжения для первой клети, определяется по току разматывателя.
Системы регулирования для остальных клетей стана строят аналогично, при этом в качестве тока, пропорционального величине заднего натяжения, используют ток переднего натяжения предыдущей клети.
Увеличение сопротивления деформации прокатываемого металла, коэффициента трения, размеров подката приводит к возрастанию тока двигателя, в результате чего на выходе пропорционально-интегрального регулятора появляется сигнал, приводящий к увеличению скорости последующей клети и повышению натяжения в межклетевом промежутке, что
уменьшает выходную разнотолщинность проката.
Формула изобретения
Устройство регулирования размеров готового проката на непрерывном сорто-проволочном стане, содержащее в системе управления электроприводом каждой клети датчик якорного тока и задатчик интенсивности, о т л ичающееся тем, что, с целью повышения точности размеров готового проката, для всех клетей, кроме первой по ходу прокатки, оно дополнительно содержит потенциометр задания тока свободной прокатки, потенциометр
задания тока переднего натяжения, сумматор, вход которого соединен с датчиком якорного тока, с задатчиком интенсивности и с потенциометром задания тока свободной прокатки, пропорционально-интегральный регулятор,
вход которого соединен с выходом сумматора и с потенциометром задания тока переднего натяжения, а выход соединен с системой управления электроприводом, и датчик тока разматывателя, соединенный с входом сумматора второй по ходу прокатки клети, причем выход сумматора каждой предыдущей клети связан с входом сумматора каждой последующей клети. Источники информации, нринятые во внимание при экспертизе:
1.Авт. св. СССР № 326006, кл. А 21Ь 37/02, 27.06.68 (аналог).
2.Догановский С. А. Вычислительные устройства в автоматических системах управления по возмущению. М., «Энергия, 1964, с. 224-263 (прототип).
K/ienib N1
меть fi2
K/iemb rJ3
к следующей клети
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство регулирования размеров проката | 1977 |
|
SU900901A1 |
| Устройство регулирования размеровпРОКАТА | 1977 |
|
SU839638A1 |
| Устройство регулирования размеров проката на непрерывном стане | 1980 |
|
SU897323A1 |
| Устройство для регулирования размеров проката на проволочном прокатном стане | 1988 |
|
SU1533795A1 |
| Система автоматического управления поштучным редуцированием с натяжением на многоклетевом стане с индивидуальным электроприводом | 1985 |
|
SU1297959A1 |
| Устройство регулирования натяжения полосы в межклетевых промежутках непрерывного прокатного стана | 1987 |
|
SU1519806A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ НЕПРЕРЫВНОЙ ПРОКАТКИ С МИНИМАЛЬНЫМ НАТЯЖЕНИЕМ ИЛИ ПОДПОРОМ СОРТОВОГО МЕТАЛЛА | 1998 |
|
RU2135314C1 |
| Устройство для регулирования натяжения проволоки при намотке | 1981 |
|
SU959864A1 |
| Электропривод для петледержателя на непрерывном листовом стане горячей прокатки | 1982 |
|
SU1073869A1 |
| Устройство для регулирования межклетевого натяжения на непрерывных сортопрокатных станах | 1979 |
|
SU900905A1 |