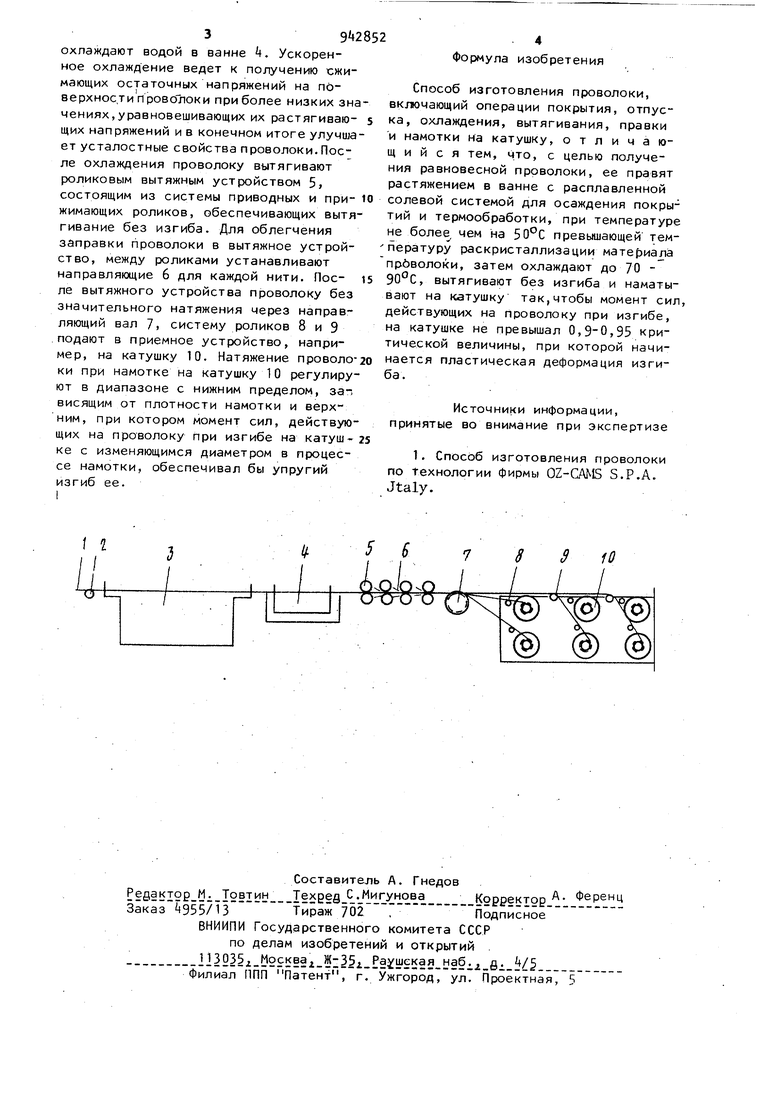
1. Изобретение относится к метизнометаллургическому производству и может быть использовано при изготовлении высококачественной равновесной латунированной проволоки, идущей на изготовление бортовых колец шин. Известен способ изготовления проволоки, при котором проволоку вытягивают через агрегат на вытяжной барабан с накопителем и наматывают на катушки с предварительной правкой в роликовом рихтующем приспособлении, установленном на намоточном аппарате Недостатком этого способа является неизбежность пластического деформирования на барабане, т.е. предварительное искривление проволок при значительном моменте на вытяжном барабане с последующим исправлением проволоки за счет рихтовки и, как следствие, снижение качественных пок зателей проволоки (механических, адг зионных и усталостных). Целью изобретения является разработка способа, обеспечивающего получение равновесной проволоки. Поставленная цель достигается тем, что проволоку правят растяжением в ванне с расплавленной солевой систе-, мой для осаждения покрытий и термообг работки, при температуре не более чем на превышающую температуру раскристаллизации материала проволоки, затем охлаждают до 70-90°С, вытягивают без изгиба и наматывают на катушку так, чтобы момент сил действующих на проволоку при изгибе на катушке не превышал 0,,95 критической величины, при которюй начинается пластическая деформация изгиба. На чертеже изображена схема процесса осуществления способа изготовления проволоки. Проволока 1 с направляющего ролика 2 поступает в ванну с расплавленной солевой системой 3, где движется без изгиба. На выходе из ванны с расплавом солей проволоку охлаждают водой в ванне k. Ускоренное охлаждение ведет к получению сжимающих остаточных напряжений на поверхнос.ти ПровоТгаки при более низких зна чениях, уравновешивающих их растягивающих напряжений и в конечном итоге улучша ет усталостные свойства проволоки.После охлаждения проволоку вытягивают роликовым вытяжным устройством 5, состоящим из системы приводных и прижимающих роликов, обеспечивающих вытягивание без изгиба. Для облегчения заправки проволоки в вытяжное устройство, между роликами устанавливают направляющие 6 для каждой нити. После вытяжного устройства проволоку без значительного натяжения через направляющий вал 7) систему роликов 8 и 9 подают в приемное устройство, например, на катушку 10. Натяжение проволоки при намотке на катушку 10 регулируют в диапазоне с нижним пределом, за-, висящим от плотности намотки и верх ним, при котором момент сил, действующих на проволоку при изгибе на катушке с изменяющимся диаметром в процессе намотки, обеспечивал бы упругий изгиб ее. Формула изобретения Способ изготовления проволоки, включающий операции покрытия, отпуска, охлаждения, вытягивания, правки и намотки на катушку, отличающийся тем, что, с целью получения равновесной проволоки, ее правят растяжением в ванне с расплавленной солевой системой для осаждения покрытий и термообработки, при температуре не более, чем на 50°С превышающей температуру раскристаллизации материала приволоки, затем охлаждают до 70 90°С, вытягивают без изгиба и наматывают на катушку так,чтобы момент сил, действующих на проволоку при изгибе, на катушке не превышал О,,95 критической величины, при которой начинается пластическая деформация изгиба. Источники информации, принятые во внимание при экспертизе 1. Способ изготовления проволоки по технологии фирмы OZ-CAMS S.P.A. Jtaly.
| название | год | авторы | номер документа |
|---|---|---|---|
| Намоточный аппарат | 1978 |
|
SU904829A1 |
| Способ изготовления проволоки | 1974 |
|
SU514655A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ ИЗ ЛАТУНИ | 1993 |
|
RU2037554C1 |
| Способ изготовления сталеалюминиевой проволоки | 1988 |
|
SU1685567A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОКРЫТИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И ИЗДЕЛИЯ ИЗ ПОЛОСЫ | 1995 |
|
RU2149102C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕПРЕРЫВНОЙ НИТИ | 1993 |
|
RU2108986C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ НАТЯЖЕНИЯ И УКЛАДКИ ОПТОВОЛОКНА | 2018 |
|
RU2788869C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИАМИДНОЙ МОНОНИТИ | 1987 |
|
SU1478692A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОУГЛЕРОДИСТОЙ ПРОВОЛОКИ | 2001 |
|
RU2183523C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЛЕНОЧНЫХ ЛЕНТ | 2005 |
|
RU2382123C2 |
