Настоящее изобретение относится к способу изготовления пленочных лент из пленочного полотна согласно ограничительной части п.1 формулы изобретения, а также к устройству для осуществления этого способа согласно ограничительной части п.9 формулы изобретения.
Способ указанного в начале описания типа и устройство указанного в начале описания типа известны из ЕР 1095892 А2.
При изготовлении пленочных лент известным способом с помощью известного устройства из расплава полимера экструдируют пленочное полотно, охлаждают его и подают в режущее устройство. В режущем устройстве пленочное полотно разрезается на множество пленочных лент (узких полосок). Затем по несколько пленочных лент совместно подвергают вытяжке (ориентированию) и после этого по отдельности наматывают на бобины. Тем самым предложенные в указанной публикации способ и устройство наиболее пригодны для изготовления из пленочного полотна множества однотипных пленочных лент одинакового качества.
В DE 10241371 A1 описаны способ и устройство для изготовления пленочных лент, часть которых перед намоткой объединяют в отдельную группу и подвергают дополнительной обработке. Тем самым изготовление пленочных лент было усовершенствовано в том отношении, что по меньшей мере одну отдельную группу пленочных лент из всего их множества можно изготавливать с параметрами, отличными от параметров остальных пленочных лент и определяемыми типом дополнительной обработки и ее особенностями. Однако при этом все пленочные ленты совместно подвергают вытяжке, и поэтому дополнительную обработку можно проводить либо до, либо после их вытяжки.
В соответствии со сказанным выше известные из уровня техники способы и устройства для изготовления пленочных лент из пленочного полотна основаны на совместной вытяжке одновременно всех пленочных лент. Однако надежное проведение подобной одновременной вытяжки всех пленочных лент возможно лишь при относительно низкой рабочей скорости, поскольку обрывы пленочных лент, происходящие при их вытяжке на высокой рабочей скорости, создают проблемы в обращении с ними и прежде всего проблемы, связанные с одновременными обрывами соседних пленочных лент.
Исходя из вышеизложенного в основу настоящего изобретения была положена задача усовершенствовать способ и устройство для изготовления пленочных лент из пленочного полотна указанного в начале описания типа, обеспечив возможность изготовления пленочных лент из пленочного полотна с максимально высокой скоростью, соответственно производительностью.
Еще одна задача изобретения состояла в повышении гибкости процесса изготовления пленочных лент. Задача изобретения состояла при этом прежде всего в разработке способа и устройства, которые позволяли бы изготавливать пленочные ленты с разными качественными показателями или свойствами.
Указанная задача решается согласно изобретению с помощью способа, отличительные признаки которого представлены в п.1 формулы изобретения, а также с помощью устройства, отличительные признаки которого представлены в п.9 формулы изобретения.
Различные предпочтительные варианты осуществления изобретения приведены в соответствующих зависимых пунктах формулы изобретения.
Преимущество изобретения состоит в возможности сократить количество одновременно подвергаемых вытяжке в вытяжном приборе пленочных лент до величины, согласованной с рабочей скоростью их изготовления и обеспечивающей удобство обслуживания предлагаемого в изобретении устройства. Для этого множество пленочных лент перед их вытяжкой разделяют на несколько групп и каждую группу пленочных лент подвергают вытяжке по отдельности и независимо друг от друга. Предлагаемое в изобретении устройство имеет для этой цели образованный несколькими отдельными вытяжными приборами вытяжной механизм, обеспечивающий возможность вытяжки пленочных лент по отдельности после разделения множества пленочных лент на группы. Тем самым в зависимости от количества предусмотренных вытяжных приборов пленочные ленты можно подвергать вытяжке по несколько штук или по отдельности. В соответствии с этим изобретение предоставляет новые производственные возможности по переработке пленочного полотна в пленочные ленты. Предлагаемые в изобретении способ и устройство позволяют удвоить известную до настоящего времени рабочую скорость изготовления пленочных лент и повысить ее до значений, достигающих 1000 м/мин.
Преимущество варианта осуществления предлагаемого в изобретении способа, в котором каждую группу пленочных лент подвергают вытяжке с индивидуально задаваемыми регулируемыми параметрами, состоит прежде всего в возможности изготовления из пленки заданного качества пленочных лент с разными качественными показателями. Так, в частности, подвергая пленочные ленты вытяжке с разной кратностью, из одного пленочного полотна можно изготавливать пленочные ленты с разной прочностью. Таким путем в ходе одного технологического процесса и в одном и том же устройстве можно из одного и того же пленочного полотна изготавливать пленочные ленты разного назначения. В качестве регулируемых параметров можно при этом задавать и изменять, например, кратность вытяжки пленочных лент или режим их термостатирования.
Равным образом пленочные ленты отдельных их групп можно нарезать индивидуально задаваемой ширины. Тем самым обеспечивается возможность простого изготовления в ходе одного технологического процесса пленочных лент с разными титрами.
Дополнительно повысить гибкость процесса изготовления пленочных лент позволяет вариант осуществления предлагаемого в изобретении способа, в котором пленочные ленты по меньшей мере одной из их групп до, в процессе или после вытяжки подвергают по меньшей мере одной дополнительной обработке. Такая дополнительная обработка может заключаться в фибриллировании, термостатировании или препарации пленочных лент одной их группы по отдельности или совместно. Дополнительная обработка может также заключаться в дополнительной вытяжке, термофиксации или релаксации одной или нескольких групп пленочных лент.
В соответствии с этим преимущество предлагаемого в изобретении способа заключается в возможности изготовления с максимальной рабочей скоростью из одного и того же пленочного полотна различных групп пленочных лент разного назначения. При этом можно изготавливать пленочные ленты с разными титрами и с разными свойствами, к которым относятся, например, прочность, удлинение и усадка, с дополнительной их обработкой или без нее.
Для возможности индивидуальной настройки параметров вытяжки групп пленочных лент наиболее предпочтителен вариант выполнения предлагаемого в изобретении устройства, в котором вытяжные приборы выполнены с возможностью их независимого друг от друга приведения в действие отдельными приводами и управления ими. Этот вариант позволяет одновременно изготавливать из одной и той же пленки, например, высокопрочные пленочные ленты с высокой степенью вытяжки и пленочные ленты с высоким удлинением и относительно малой степенью вытяжки.
В зависимости от разделения множества пленочных лент на группы и их последующего распределения с каждым из вытяжных приборов можно функционально связать по несколько намоточных механизмов намоточного устройства или только по одному намоточному механизму намоточного устройства. Особенно в том случае, когда из расчета на одну пленочную ленту используется один вытяжной аппарат и один намоточный механизм, возможно применение малогабаритных агрегатов, которые просты в эксплуатации при высоких рабочих скоростях.
Для возможности обработки групп и отдельных пленочных лент без обратного воздействия на предыдущую обработку множества пленочных лент в наиболее предпочтительном варианте осуществления изобретения для каждого из вытяжных приборов предусматривают по натяжителю пленочной ленты, позволяющему регулировать подачу пленочных лент к отдельным вытяжным приборам. Помимо этого таким путем обеспечивается и возможность индивидуального регулирования вытяжных приборов.
При направлении в вытяжной прибор отдельных или нескольких пленочных лент предпочтительно, чтобы каждый вытяжной прибор был образован несколькими валиками или роликовыми узлами, состоящими из ведущего ролика и работающего в паре с ним холостого ролика, с выполнением при этом по меньшей мере одного из ведущих роликов обогреваемым. Таким путем обеспечивается простая возможность термостатирования пленочных лент. Благодаря этому удается избежать применения дополнительных нагревательных устройств, размещаемых между вытяжными приборами или роликами.
Для обеспечения компактности всей установки для изготовления пленочных лент ведущие ролики и роликовые узлы вытяжных приборов предпочтительно монтировать рядом друг с другом и/или друг над другом на общем каркасе.
При этом каркас предпочтительно выполнять модульной конструкции, в которой отдельные модули выполнены в виде опор для вытяжных приборов и в виде опор для намоточных механизмов. Благодаря этому обеспечивается простая возможность гибкого комплектования и возможного переоборудования устройства для изготовления пленочных лент, а также его дооснащения дополнительными агрегатами.
Пленочные ленты предпочтительно разделять на группы уже непосредственно после нарезания на них пленочного полотна. Для этого за режущим устройством можно установить направляющую планку со множеством нитеводителей.
Для повышения гибкости процесса изготовления пленочных лент с разными качественными показателями предпочтителен вариант выполнения предлагаемого в изобретении устройства, в котором с по меньшей мере частью вытяжных приборов функционально связаны дополнительные обрабатывающие устройства. В качестве таких обрабатывающих устройств можно использовать, например, игольчатые валики для фибриллирования пленочных лент, препарационные устройства для препарации пленочных лент, нагревательные устройства для термофиксации пленочных лент или диски для дополнительной вытяжки пленочных лент или для вызывающей их усадку обработки.
При изготовлении пленочного полотна для достижения повышенных рабочих скоростей охлаждающее устройство предпочтительно выполнять в виде охлаждающей ванны, которая обеспечивает быстрое охлаждение свежеэкструдированного пленочного полотна. При этом с охлаждающей ванной на выходе из нее функционально связано несколько вороночных дротов или направляющих роликов, при проводке пленочного полотна по которым с него за счет многократного резкого изменения им направления своего движения под действием центробежных сил удаляются остатки ”налипшей” на него охлаждающей жидкости.
При этом направляющие ролики наиболее целесообразно располагать непосредственно над охлаждающей ванной таким образом, чтобы пленочное полотно при огибании каждого направляющего ролика при угле его обхвата, превышающем 90°, резко изменяло направление своего движение. Тем самым и при высоких скоростях обеспечивается надежное удаление жидкости с пленочного полотна.
Ниже предлагаемый в изобретении способ и предлагаемое в изобретении устройство для его осуществления более подробно рассмотрены на примере некоторых вариантов осуществления изобретения со ссылкой на прилагаемые чертежи, на которых показано:
на фиг.1 - схематичный вид выполненного по первому варианту предлагаемого в изобретении устройства для осуществления предлагаемого в изобретении способа,
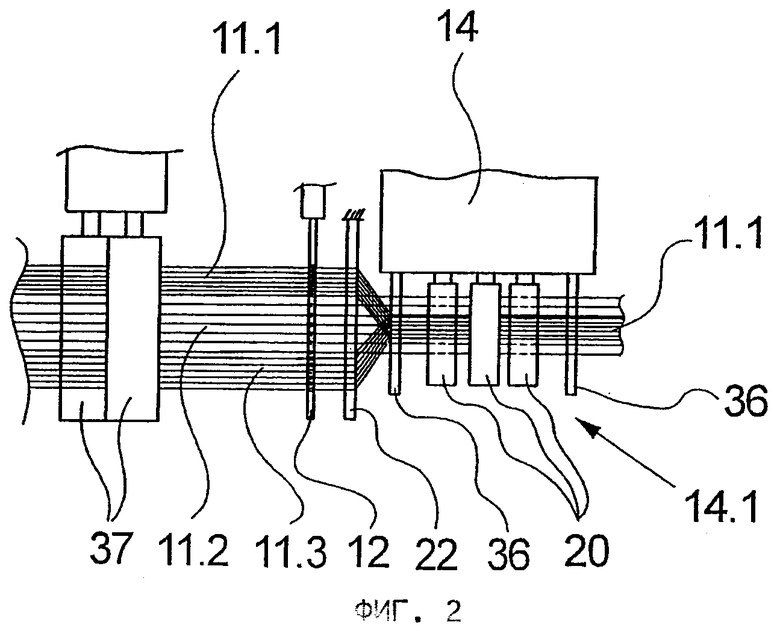
на фиг.2 - схематичный вид фрагмента показанного на фиг.1 устройства в зоне входа пленочных лент в вытяжные приборы,
на фиг.3 - схематичный вид выполненного по другому варианту предлагаемого в изобретении устройства и
на фиг.4 - схематичный вид выполненного по одному из вариантов вытяжного и приемно-намоточного устройства.
На фиг.1 и 2 схематично показано выполненное по первому варианту предлагаемое в изобретении устройство для осуществления предлагаемого в изобретении способа. При этом на фиг.1 предлагаемое в изобретении устройство показано целиком, а на фиг.2 показан его фрагмент в зоне вытяжного механизма. В этом отношении предполагается, что при отсутствии прямой ссылки на один из этих чертежей последующее описание относится к обоим чертежам.
Предлагаемое в изобретении устройство состоит из экструзионного устройства 1, охлаждающего устройства 4, приемного устройства 7, режущего устройства 8, вытяжного механизма 13 и намоточного устройства 15, образующих единую технологическую линию.
Экструзионное устройство 1 образовано экструдером 3 и соединенной с ним с его выходной стороны экструзионной головкой 2. При этом в экструдере 3 экструзионного устройства 1 расплавляют полимерный гранулят и на выходном конце экструдера расплав полимерного гранулята экструдируют через экструзионную головку 2 с получением пленочного полотна 9.
Для охлаждения свежеэкструдированного пленочного полотна 9 непосредственно за экструзионной головкой 2 расположено охлаждающее устройство 4. В рассматриваемом варианте охлаждающее устройство 4 образовано охлаждающей ванной 5 с находящейся в ней охлаждающей жидкостью. Свежеэкструдированное пленочное полотно 9 при этом непосредственно погружается в охлаждающую жидкость, находящуюся в охлаждающей ванне 5, и в результате затвердевает на своей поверхности. При приеме пленочное полотно 9 после его выхода из охлаждающей жидкости проводится по нескольким направляющим роликам 6, расположенным над охлаждающей ванной 5 в зоне выхода из нее пленочного полотна. В данном примере предусмотрено три таких направляющих ролика 6, по окружной поверхности которых с частичным ее обхватом проводится пленочное полотно.
Для приема пленочное полотно 9 проводится по нескольким приемным валикам 40 приемного устройства 7 и затем поступает в расположенное за ним режущее устройство 8. Режущее устройство 8 имеет ножедержатель 38 со множеством ножей, разрезающих пленочное полотно 9 на несколько пленочных лент 10. Подобное режущее устройство известно, например, из публикации DE 19843428 А1, которая в этом отношении включена в настоящее описание в качестве ссылки.
Для проводки пленочного полотна, соответственно нарезанных из него пленочных лент перед ножедержателем и после него предусмотрены соответственно питающие валики 39 и выпускные валики 37.
Для вытяжки множества пленочных лент за режущим устройством 8 расположен вытяжной механизм 13. В рассматриваемом примере такой вытяжной механизм 13 образован тремя расположенными ярусами друг над другом вытяжными приборами 14.1, 14.2 и 14.3. Между вытяжными приборами 14.1, 14.2 и 14.3 и режущим устройством 8 расположена направляющая планка 12 с несколькими нитеводителями, обеспечивающими разделение множества пленочных лент на несколько их групп 11.1, 11.2 и 11.3. В соответствии с этим после разделения множества пленочных лент на их группы 11.1, 11.2 и 11.3 каждая из них поступает в соответствующий ей вытяжной прибор 14.1, 14.2 и 14.3. В данном примере пленочные ленты их группы 11.1 проходят через вытяжной прибор 14.1, пленочные ленты их группы 11.2 проходят через вытяжной прибор 14.2, а пленочные ленты их группы 11.3 проходят через вытяжной прибор 14.3. Каждый из вытяжных приборов 14.1, 14.2 и 14.3 имеет по несколько вытяжных валиков 20, которыми вытягиваются соответствующие пленочные ленты. Для этого вытяжные валики 20 выполнены обогреваемыми. Вытяжные валики 10 приводятся во вращение по отдельности, что позволяет регулировать кратность вытяжки пленочных лент индивидуально в каждом вытяжном приборе 14.1, 14.2, 14.3.
На фиг.2 в виде в плане схематично показан вытяжной механизм 13 с подаваемыми в него группами 11.1, 11.2 и 11.3 пленочных лент. В каждую группу 11.1, 11.2 и 11.3 входят по шесть пленочных лент 10. При этом пленочные ленты 10 отдельных их групп 11.1, 11.2 и 11.3 имеют разную ширину, и поэтому в каждой группе 11.1, 11.2 и 11.3 изготавливают пленочные ленты с разными качественными показателями. Пленочные ленты 10 после их разделения направляющей планкой 12 на группы распределяются направляющим валиком 22 и ведущими планками 36 по отдельным ярусам вытяжного механизма 13. Каждый из вытяжных приборов 14.1, 14.2 и 14.3 снабжен собственным, приводящим его в действие и управляющим им приводом, что позволяет индивидуально для каждой группы пленочных лент регулировать параметры их вытяжки.
Для термостатирования пленочных лент перед их вытяжкой группы 11.1, 11.2 и 11.3 пленочных лент можно совместно либо по отдельности пропускать через нагревательные устройства.
Как показано на фиг.1, в конце предлагаемого в изобретении устройства расположено намоточное устройство 15 со множеством намоточных механизмов 16.1, 16.2, 16.3 и т.д. Все намоточные механизмы 16.1, 16.2, 16.3 и т.д. имеют идентичное исполнение, а в каждом намоточном механизме каждая пленочная лента наматывается на собственную бобину. Подобные намоточные механизмы известны, например, из публикации WO 99/41180, которая в этом отношении включена в настоящее описание в качестве ссылки. При этом каждый из намоточных механизмов приводится в действие и управляется независимо от других намоточных механизмов, что позволяет согласовывать намотку пленочных лент с кратностью их вытяжки.
Намоточные механизмы 16.1, 16.2, 16.3 и т.д. размещены тремя ярусами друг над другом, а на каждом ярусе расположены рядом друг с другом по несколько штук. В данном примере намоточные механизмы 16.1 верхнего яруса функционально связаны с вытяжным прибором 14.1. Намоточные механизмы 16.2 среднего яруса функционально связаны с вытяжным прибором 14.2, а намоточные механизмы 16.3 нижнего яруса функционально связаны с вытяжным прибором 14.3. В соответствии с этим пленочные ленты их группы 11.1 наматываются на бобины намоточными механизмами, расположенными на верхнем ярусе, пленочные ленты их группы 11.2 наматываются на бобины намоточными механизмами, расположенными на среднем ярусе, а пленочные ленты их группы 11.3 наматываются на бобины намоточными механизмами, расположенными на нижнем ярусе намоточного устройства 15.
Для инициирования процесса изготовления пленочных лент, а также для удаления оборвавшихся пленочных лент предусмотрено отсасывающее устройство 32, соединенное с приемным устройством 7 и режущим устройством 8. При этом прежде всего с выходной стороны режущего устройства 8 выполнен всасывающий рукав 33, через который удаляются отдельные пленочные ленты после их обрыва. Всасывающий рукав 33 оканчивается у выпускных валиков 37, которые в качестве зажимных валиков направляют множество пленочных лент в зажимной бобине. В данном случае на чертеже не показаны предусмотренные для контроля движения пленочных лент нитенаблюдатели и нитеводные крючки, которые могут быть функционально связаны с намоточными механизмами, а также с вытяжными приборами. Помимо этого отсасывающее устройство 32 можно снабдить несколькими всасывающими рукавами, по одному на каждый вытяжной прибор.
С помощью предлагаемого в изобретении устройства, выполненного по показанному на фиг.1 варианту, предлагаемым в изобретении способом можно параллельно изготавливать из экструдированного пленочного полотна несколько групп пленочных лент с разными качественными показателями. Разделение множества пленочных лент на группы перед их вытяжкой позволяет выполнить вытяжные приборы, предназначенные для вытяжки пленочных лент отдельных их групп, более компактными и удобными в обслуживании, что, в свою очередь, позволяет повысить скорость изготовления пленочных лент. При этом количество вытяжных приборов, а также количество пленочных лент и их групп указаны в настоящем описании лишь в качестве примера.
Для повышения скорости изготовления пленочных лент из пленочного полотна до максимально возможной вытяжные приборы предпочтительно использовать в количестве, равном количеству пленочных лент.
Предлагаемое в изобретении устройство с таким количеством вытяжных приборов, предназначенное для осуществления предлагаемого в изобретении способа, показано на фиг.3. Выполненное по этому варианту устройство в основном идентично устройству, показанному на фиг.1, и поэтому ниже рассматриваются только отличия между обоими этими вариантами, тогда как в остальном в отношении второго варианта справедливо все сказанное выше при описании первого варианта.
Пленочное полотно 9 для его охлаждения после экструзии через экструзионную головку 2 пропускают через охлаждающую ванну 5. Над охлаждающей ванной 5 расположено в общей сложности три направляющих ролика на таком расстоянии один от другого, чтобы при огибании каждого направляющего ролика 6 пленочное полотно 9 резко изменяло направление своего движения. В показанном на чертеже примере угол обхвата пленочным полотном каждого из направляющих роликов составляет около 150°. При этом захваченные пленочным полотном остатки охлаждающей жидкости при высокой рабочей скорости автоматически удаляются с него под действием центробежных сил. Благодаря расположению направляющих роликов 6 над охлаждающей ванной остатки охлаждающей жидкости падают непосредственно в охлаждающую ванну. В этом отношении устройство в показанном на фиг.3 варианте его выполнения наиболее пригодно для экструзии и охлаждения пленочного полотна с высокой рабочей скоростью.
Последующие прием и разрезание пленочного полотна происходят идентично варианту, показанному на фиг.1.
В показанном на фиг.3 устройстве вытяжной механизм 13 и намоточное устройство 15 совместно смонтированы на общем каркасе 21. При этом на каркасе 21 установлено несколько вытяжных модулей 24 и несколько намоточных модулей 23. Каждый из вытяжных модулей 24 имеет по вытяжному аппарату 14.1, которые по несколько штук расположены рядом друг с другом в одной вертикальной плоскости. Каждый из расположенных под вытяжными модулями намоточных модулей 23 имеет по намоточному механизму 16.1, которые по несколько штук смонтированы на каркасе 21 рядом друг с другом в одной вертикальной плоскости. Вытяжной механизм 13 и намоточное устройство 15 имеют в общей сложности шесть секций, в каждой из которых для каждого вытяжного аппарата 14.1 предусмотрено по намоточному механизму 16.1.
Каждый вытяжной прибор 14.1 имеет два роликовых узла 25, каждый из которых состоит из ведущего (приводного) ролика 26 и работающего в паре с ним холостого ролика 27. Со своей входной стороны вытяжные приборы 14.1 имеют натяжитель 28 пленочной ленты.
Работающие в паре с соответствующими вытяжными приборами 14.1, 14.2 и т.д. намоточные механизмы 16.1, 16.2 и т.д. выполнены идентично намоточным механизмам в предыдущем варианте. При этом в каждом намоточном механизме 16.1 пленочная лента наматывается на бобину 18 с в основном постоянным натяжением и равномерной окружной скоростью. Скорость вращения веретена 17 мотальной головки регулируется регулировочной системой 19 с компенсирующим рычагом.
В показанном на фиг.3 варианте пленочное полотно 9 экструдируют из расплава полимера в охлаждающую ванну 5. После охлаждения и приема пленочного полотна 9 его разрезают на несколько пленочных лент 10 и затем их распределяют по определенному количеству вытяжных приборов 14.1, 14.2 и т.д. С помощью натяжителя 28 пленочной ленты, установленного на входе в вытяжные приборы 14.1, 14.2 и т.д., обеспечивается определенное и равномерное во всех вытяжных аппаратах 14.1, 14.2 и т.д. предварительное натяжение пленочных лент. Отдельные пленочные ленты можно при этом подвергать вытяжке в вытяжных аппаратах 14.1, 14.2 и т.д. с одинаковыми регулируемыми параметрами или же с индивидуально задаваемыми параметрами. Для термофиксации ролики 26 вытяжных приборов выполнены обогреваемыми. При этом было установлено, что необходимая для вытяжки пленочных лент температура гораздо ниже температуры, при которой вытяжке подвергают одновременно множество пленочных лент. Каждая из пленочных лент огибает при этом по несколько обогреваемых роликов 26.
После вытяжки пленочные ленты в соответствующих намоточных механизмах 16.1, 16.2 наматывают на бобины 18. Благодаря вытяжке пленочных лент по отдельности и связанному с этим компактному исполнению вытяжных приборов при удобстве их обслуживания удалось добиться рабочей скорости, достигавшей 1000 м/мин. Тем самым производительность при изготовлении пленочных лент определяется не, как это было ранее, рабочей шириной пленочного полотна, а исключительно производительностью экструдера.
Для осуществления предлагаемого в изобретении способа в показанном на фиг.3 варианте можно также использовать по несколько вытяжных приборов и по несколько намоточных механизмов для изготовления одной группы пленочных лент, задав одинаковые рабочие параметры для этих вытяжных приборов, соответственно намоточных механизмов. Таким путем можно изготавливать группы пленочных лент с разными качественными показателями при определенной вытяжке пленочных лент по отдельности. Соответствующую группу вытяжных приборов можно при этом приводить в действие групповым приводом.
Для намотки пленочных лент предпочтительно также использовать намоточные механизмы, работу которых в непрерывном режиме можно обеспечить за счет использования двух веретен в одном узле намотки револьверного типа. Подобное намоточное устройство известно, например, из WO 03/033386. В таком намоточном устройстве в одном узле намотки револьверного типа предусмотрено две позиции намотки, которые попеременно переводят в рабочее положение и положение смены, что обеспечивает возможность непрерывной намотки пленочных лент.
На фиг.4 схематично показан фрагмент выполненного еще по одному варианту предлагаемого в изобретении устройства для осуществления предлагаемого в изобретении способа. На этом чертеже показан, в частности, фрагмент вытяжного и приемно-намоточного устройства. Подобное вытяжное и приемно-намоточное устройство состоит из нескольких последовательно расположенных рядом друг с другом в горизонтальном направлении секций, каждая из которых состоит из расположенных вертикально друг под другом и смонтированных на общем каркасе одного вытяжного модуля 24 и нескольких намоточных модулей 23. В первом вытяжном модуле расположен первый вытяжной прибор 14.1. Вытяжной прибор 14.1 наряду с несколькими роликовыми узлами 25 имеет также фибриллирующее устройство 34 и препарационное устройство 31. Фибриллирующее устройство 34 образовано расположенным между двумя роликовыми узлами 25 игольчатого валика 29 с расположенным перед ним направляющим роликом 30. Препарационное устройство 31 выполнено в виде препарационного валика 35. В паре с одним вытяжным прибором 14.1 работают два намоточных механизма 16.1, 16.2, и поэтому в одном вытяжном приборе 14.1 одновременно можно подвергать вытяжке, фибриллированию и препарации две пленочные ленты.
В соседнем вытяжном модуле расположен второй вытяжной прибор 14.2, который имеет несколько роликовых узлов 25 для вытяжки и термофиксации двух пленочных лент. В паре с вытяжным прибором 14.2 работают два намоточных механизма 16.3, 16.4.
На входе каждого из вытяжных приборов 14.1, 14.2 предусмотрено по натяжителю 28 пленочной ленты, который позволяет регулировать предварительное натяжение пленочных лент.
В горизонтальном направлении к двум описанным выше секциям, каждая из которых состоит из вытяжного прибора и нескольких намоточных механизмов, примыкают следующие, не показанные на чертеже секции, вытяжные приборы в которых по своей конструкции могут быть идентичны вытяжному прибору 14.2 либо вытяжному прибору 14.1. Однако вытяжные приборы в этих последующих секциях можно также выполнять и с другими дополнительными устройствами.
В показанном на фиг.4 варианте выполнения предлагаемого в изобретении устройства в вытяжном приборе 14.1 фибриллированию, вытяжке и препарации подвергается первая группа из двух пленочных лент перед их намоткой на бобины. Во второй группе также из двух пленочных лент каждая из них без дополнительной обработки после вытяжки наматывается на соответствующую бобину. Другие, не показанные на чертеже группы пленочных лент могут обрабатываться идентично пленочным лентам их первой группы или же идентично пленочным лентам их второй группы. Однако пленочные ленты их следующей группы можно также обрабатывать иным путем и наматывать на бобины.
Резюмируя все сказанное выше, можно сделать вывод о том, что предлагаемые в изобретении способ и устройство отличаются прежде всего возможностью изготовления пленочных лент с различными качественными показателями с максимально высокими рабочими скоростями. Тем самым из одной и той же экструдированной пленки можно изготавливать пленочные ленты разного назначения, например, для изготовления упаковочной ткани, основы ковров или же шнуров, канатов или тросов. При этом прежде всего обработка пленочных лент по отдельности обеспечивает высокую гибкость процесса их изготовления.



Из расплава полимера экструдируют пленочное полотно, которое затем охлаждают и принимают, и которое после этого разрезают на множество пленочных лент. Перед вытяжкой множество пленочных лент разделяют на несколько их групп и каждую группу пленочных лент подвергают вытяжке по отдельности. Для этого предусмотрен вытяжной механизм с несколькими отдельными вытяжными приборами, позволяющими по отдельности вытягивать пленочные ленты после разделения множества пленочных лент на группы. Изобретение обеспечивает изготовление пленочных лент из пленочного полотна с максимально высокой скоростью и производительностью. 2 н. и 23 з.п. ф-лы, 4 ил.
1. Способ изготовления пленочных лент из пленочного полотна, при осуществлении которого пленочное полотно экструдируют из расплава полимера, охлаждают и принимают, затем пленочное полотно разрезают на множество пленочных лент и каждую из множества пленочных лент после вытяжки наматывают на бобины, отличающийся тем, что множество пленочных лент перед их вытяжкой разделяют на несколько групп и каждую группу пленочных лент подвергают вытяжке по отдельности.
2. Способ по п.1, отличающийся тем, что каждую группу пленочных лент подвергают вытяжке с индивидуально задаваемыми регулируемыми параметрами, такими, например, как кратность вытяжки и/или режим термостатирования.
3. Способ по п.1, отличающийся тем, что пленочные ленты отдельных их групп нарезают индивидуально задаваемой ширины, одинаковой для пленочных лент одной их группы.
4. Способ по п.2, отличающийся тем, что пленочные ленты отдельных их групп нарезают индивидуально задаваемой ширины, одинаковой для пленочных лент одной их группы.
5. Способ по одному из пп.1-4, отличающийся тем, что пленочные ленты одной из их групп подвергают вытяжке совместно, по несколько штук либо по отдельности.
6. Способ по одному из пп.1-4, отличающийся тем, что пленочные ленты по меньшей мере одной из их групп до, в процессе или после вытяжки подвергают по меньшей мере одной дополнительной обработке.
7. Способ по п.6, отличающийся тем, что дополнительная обработка заключается в фибриллировании, в процессе которого пленочные ленты одной их группы совместно или по отдельности пропускают по одному или нескольким игольчатым валикам.
8. Способ по п.6, отличающийся тем, что дополнительная обработка заключается в термостатировании, в процессе которого пленочные ленты одной их группы нагревают совместно или по отдельности.
9. Способ по п.6, отличающийся тем, что дополнительная обработка заключается в препарации, в процессе которой пленочные ленты одной их группы смачивают совместно или по отдельности.
10. Устройство для осуществления способа по одному из пп.1-9, имеющее экструдирующее устройство (1) для экструзии пленки, охлаждающее устройство (4), приемное устройство (7), режущее устройство (8), вытяжной механизм (13) и намоточное устройство (15) с несколькими намоточными механизмами (16.1, 16.2), отличающееся тем, что вытяжной механизм (13) образован несколькими отдельными вытяжными приборами (14.1, 14.2), обеспечивающими возможность вытяжки пленочных лент (10) по отдельности после разделения множества пленочных лент на группы.
11. Устройство по п.10, отличающееся тем, что вытяжные приборы (14.1, 14.2) выполнены с возможностью из независимого друг от друга приведения в действие отдельными приводами и управления ими.
12. Устройство по п.10, отличающееся тем, что с каждым из вытяжных приборов (14.1, 14.2) функционально связано по несколько намоточных механизмов (16.1, 16.2) намоточного устройства (15).
13. Устройство по п.11, отличающееся тем, что вытяжные приборы (14.1, 14.2) выполнены с возможностью из независимого друг от друга приведения в действие отдельными приводами и управления ими.
14. Устройство по п.10, отличающееся тем, что с каждым из вытяжных приборов (14.1, 14.2) функционально связано по одному намоточному механизму (16.1, 16.2) намоточного устройства (15).
15. Устройство по п.11, отличающееся тем, что с каждым из вытяжных приборов (14.1, 14.2) функционально связано по одному намоточному механизму (16.1, 16.2) намоточного устройства (15).
16. Устройство по одному из пп.10-15, отличающееся тем, что для каждого из вытяжных приборов (14.1, 14.2) предусмотрено по натяжителю (28) пленочной ленты, позволяющему регулировать подачу пленочных лент.
17. Устройство по одному из пп.10-15, отличающееся тем, что каждый вытяжной прибор (14.1, 14.2) образован несколькими валиками (40) или роликовыми узлами (25), состоящими из ведущего ролика (26) и работающего в паре с ним холостого ролика (27), с выполнением при этом по меньшей мере одного из ведущих роликов обогреваемым.
18. Устройство по п.17, отличающееся тем, что ведущие ролики (26) и роликовые узлы (25) вытяжных приборов (14.1, 14.2) смонтированы рядом друг с другом и/или друг над другом на общем каркасе (21).
19. Устройство по п.18, отличающееся тем, что на каркасе (21) смонтировано множество модулей (23, 24), выполненных в виде опор для вытяжных приборов (14.1) и в виде опор для намоточных механизмов (16.1).
20. Устройство по одному из пп.10-15, отличающееся тем, что за режущим устройством (8) установлена направляющая планка (12) со множеством нитеводителей, обеспечивающая разделение пленочных лент (10).
21. Устройство по одному из пп.10-15, отличающееся тем, что с по меньшей мере частью вытяжных приборов (14.1) функционально связано дополнительное обрабатывающее устройство (31, 34).
22. Устройство по п.21, отличающееся тем, что обрабатывающее устройство (34) имеет игольчатый валик (29) для фибриллирования пленочных лент, проводимых для этого по окружности игольчатого валика (29).
23. Устройство по п.21, отличающееся тем, что обрабатывающее устройство (31) имеет препарапионное устройство (35) для препарации пленочных лент.
24. Устройство по одному из пп.10-15, отличающееся тем, что охлаждающее устройство (4) выполнено в виде охлаждающей ванны (5), с которой функционально связано несколько вороночных дротов или направляющих роликов (6), по которым, несколько раз частично огибая их, проводится пленочное полотно (9) после приема из охлаждающей ванны (5).
25. Устройство по п.24, отличающееся тем, что направляющие ролики (6) расположены над охлаждающей ванной (5) таким образом, что угол обхвата пленочным полотном (9) каждого направляющего ролика (6) превышает 90°.
| DE 10241371 A1, 27.03.2003 | |||
| Комбинированное почвообрабатывающее орудие | 1982 |
|
SU1095892A1 |
| DE 3414636 A1, 22.11.1984 | |||
| DE 2952400 A1, 02.07.1981 | |||
| Способ получения синтетической фибриллированной нити | 1986 |
|
SU1509429A1 |
| СПОСОБ РАСЩЕПЛЕНИЯ ПОЛИМЕРНОЙ ПЛЕНКИ | 0 |
|
SU369016A1 |
| Устройство для получения фибриллированной нити | 1986 |
|
SU1402624A1 |
| ВСГСОЮЗНАЯ / ' •'' '"'H^.'-"V"Vfn ,:• !• . i^'j- , , A«u! :>&,: :.;,')'' - . •о;гнА i | 0 |
|
SU295241A1 |

