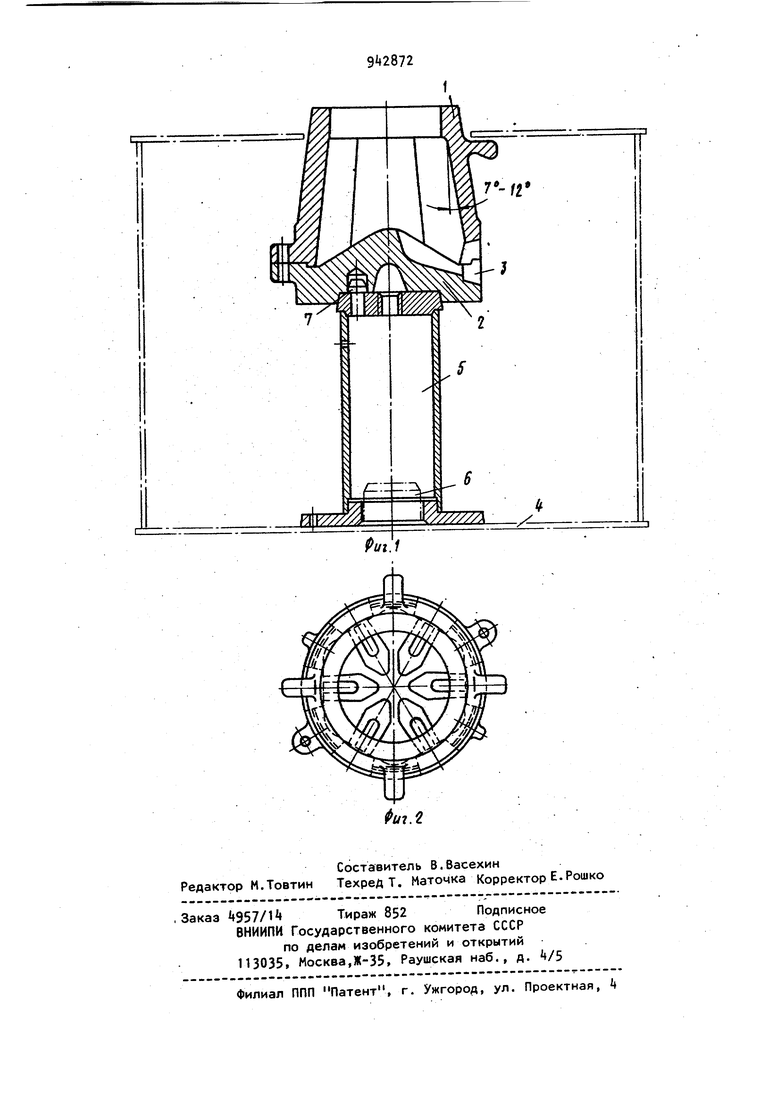
Изобретение относится к литейному производству, а именно к устройствам для заливки литейных форм центробежным способом на машинах с вертикальной осью вращения. Известны устройства, которые содержат контейнер для сборки в нем форм и центральный металлоприемник, высота которого в основном равна высоте контейнера ООднако в таком устройстве удлинен путь металла до заполнения собственно форм, в результате чего значитель но снижается его перегрев. При использовании постоянных металлических металлоприемников удаление из них остатков металла затруднено, так как поверхность соприкосновения остатка закристаллизовавшегося металла и внутренней поверхности велика, а конусность внутренней поверхности не превышает 7 из-за резкого сокращения полезного объема контейнера Значительная высота, а следовательно и площадь поверхности, соприкасаемой с металлом центрального металлоприемника, приводит к нерациональному использованию металла, вследствие неизбежной кристаллизации его по всей внутренней поверхности металлоприемника. Наиболее близким к изобретению по технической сущности и по достигаемому результату является устройство для заливки металла в формы при фасонном центробежном литье на машинах с вертикальной осью вращения, содержащее контейнер и центральный металлоприемник с выходными отверстиями 2. Недостатком такого устройства является то, что верхнюю часть постоянного металлического металлоприемника приходится изготавливать из двух составных частей, что увеличивает трудоемкость изготовления метал39/ оприемника,. который имеет небольшой срок службы из-за коробления его-мас Тей, Кроме того, наполнитель контей1 ера оплавляется и приходит в негодность. Цель изобретения - экономия металла и улучшение эксплуатационных характеристик металлоприемника. Поставленная цель достигается тем что устройство, содержащее контейнер и центральный металлоприемник с выходными отверстиями, снабжено стойкой, на которой установлен металлоприемник, выполненный в виде усеченной пирамиды, с количеством граней, равным количеству выходных отверстий и с углом наклона граней к вертикаль с углом наклона граней к ной оси 7-12. На фиг.1 представлено устройство общий вид; на фиг.2 - то же, вид сверху. Металлоприемник выполнен из двух частей: верхней 1 и нижней 2. Верхняя часть 1 по внутрхенней поверхности представляет собой усеченную пирамиду с количеством,граней, соответствующим количеству выходных отверстий 3 металлоприемника.Угол наклона граней пирамиды 7-12от вертикальной оси металлоприемника.При угл наклона больше 12 полезный объем контейнера резко уменьшается. При угле наклона менее 1° затруднено удаление остатка металла после заливки, что ведет к сокращению срока службы металлоприемника. На дно контейнера Ц устанавливается стойка 5. представляющая собой металлическую трубу, имеющую на нижнем конце фланец, фиксирующий на центральный штырь 6. На верхней части стойки выполнен фиксатор 7, определяющий пож кение «еталлоприемника при вращении контейнера. Устройство позволяет экономить за счет снижения веса остатка сплава в металлоприемнике за одну плавку в среднем 10-12 кг жидкого сплава. Производительность плавильной установки повышается на 10-15%. Экономический эффект на одном предприятии 120-130 тыс.руб. Формула изобретения Устройство для заливки металла в формы при фасонном центробежном литье на машинах с вертикальной осью вращения, содержащее контейнер и центральный металлоприемник с выходными отверстиями, отличающееся тем, что, с целью обеспечения экономии металла и улучшения эксплуатационных характеристик металлоприемника ,оно снабжено стойкой, на которой установлен металлоприемник, выполненный в виде усеченной пирамиды с количеством граней, равным количестВУ выходных отверстий, и с углом наклона граней к вертикальной оси Источники информации, принятые во внимание при экспертизе 1.филин Ю.А. и Исаев А.С. Литейное производство новых судостроитель-, ных сплавов. Л., Судостроение, 1971, с.200. 2. Авторское свидетельство СССР № 203842, ко. В 22 D 13/10, 19б5.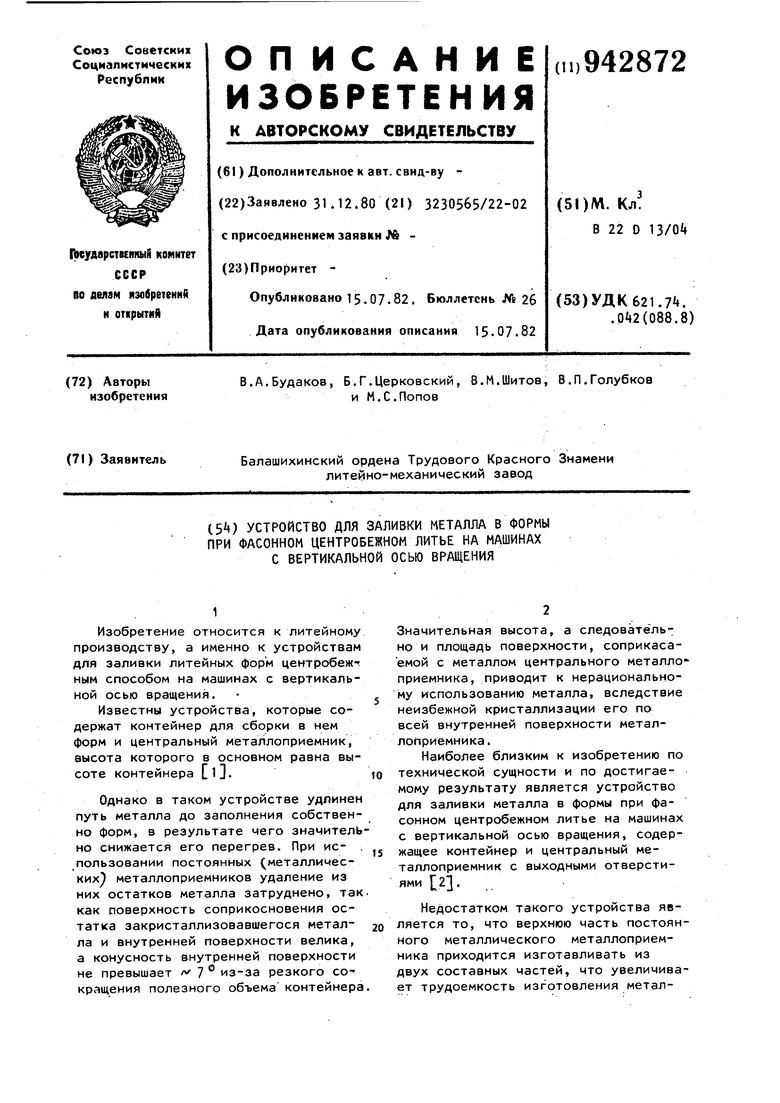
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ЦЕНТРОБЕЖНОЙ ЗАЛИВКИ КРУПНОГАБАРИТНЫХ ФАСОННЫХ ОТЛИВОК СЛОЖНОЙ ФОРМЫ ИЗ ЖАРОПРОЧНЫХ И ХИМИЧЕСКИ АКТИВНЫХ СПЛАВОВ | 2014 |
|
RU2585604C1 |
| Втулка для соединения металлоприемника с литейными формами | 1983 |
|
SU1096024A1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ФАСОННОГО ЛИТЬЯ С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ | 2014 |
|
RU2570138C1 |
| Литниковая система для центробежного литья | 1988 |
|
SU1650338A1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ФАСОННОГО ЛИТЬЯ С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ | 2013 |
|
RU2558698C2 |
| ШЛАКОУЛАВЛИВАЮЩЕЕ УСТРОЙСТВО В ЛИТЕЙНОЙ ФОРМЕ | 2001 |
|
RU2213641C2 |
| Устройство для заполнения форм расплавом | 1976 |
|
SU597501A1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2009007C1 |
| Способ изготовления рабочего колеса малоразмерного центробежного насоса | 2018 |
|
RU2699888C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФАСОННЫХ ОТЛИВОК ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2284244C2 |