Изобретение относится к литейному производству, а конкретнее к соединительным элементам литниковых систем, применяемых при центробежной заливке преимущественно тугоплавкими высокоактивными сплавами литейных форм, полученных методом уплотнения и по горячей модельной оснастке, на установках с вертикальной осью вращения , Известно устройство, применяемое в сантехнике для компенсации неточностей при монтаже сантехнических устройств (смесители горячей и холод ной воды), представляющее собой изог нутый в одной плоскости отрезок трубы, у которого входное отверстие смещено относительно выходного С1 Но данное устройство не может быт применено в литейном производстве из-за наличия резких переходов от одного сечения к другому, что приводит к повышению гидравлического сопротивления движению потока расплавЛенного металла и потерям перегрева. Наиболее близкой к изобретению по технической сущности и достигаемому результату является втулка для соединения металлоприемника с литейными формами на центробежно-литейных установках с вертикальной осью вращения, выполненная в виде двух усеченных конусов, соединенных большими основаниями с центральным каналом t2 . . Однако в случае несовпадения выходных отверстий центрального метал лоприемника и входного отверстия лит никовой системы втулка не позволяет собрать формы под заливку. Для осуществления возможности сборки форм в этом случае необходимо устранить несовпадение с помощью прокладок. Такие несовпадения происходят изза того, что выходные отверстия цент рального металлоприемника расположены на одной определенной высхзте и жестко заданы оснасткой, по которой изготавливается центральный металлоприемник. Высота эта выбирается исходя из усредненных габаритов применяемых форм. Кроме того, литейные формы, применяемые для получения отливок из тугоплавких сплавов, подвер гаются в процессе изготовления сушке и высокотемпературной термообработке в результате чего происходит усадка форм. Усадкз при изготовлении оснаст ки принята равной 1%, но из-за разброса технологических параметров формовочной смеси, степени уплотнения и условий усадки колебания усадки формы достигают 20%. При перемешивании форм в процессе сборки их под заливку происходит истирание поверхности, относительно которой задавалась высота приемного отверстия литниковой системы. Для того, чтобы устранить несовмещения, используют различные прокладки, но прокладки не могут обеспечить надежности фиксирования форм относительно центрального металлоприемника. Установка форм на прокладки и регулирование их высоты увеличивают трудоемкость сборки форм под заливку. Целью изобретения является снижение трудоемкости сборки форм под заливку путем регулирования расположения центрального отверстия по высоте. Поставленная цель достигается тем, что во втулке для соединения металлоприемника с литейными формами на центробежно-литейных установках с вертикальной осью вращения, состоящая из двух усеченных конусЬв, соединенных большими основаниями, с центральным каналом, центры больших оснований усеченных конусов смещены относительно один другого в плоскости их сопряжения, а центральный канал выполнен наклонным относительно осей усеченных конусов. На фиг,1 изображена схема сборки форм под заливку при максимальных отклонениях одних и тех же форм в разные стороны в результате разной усадки форм; на фиг,2 - втулка,общийвид. Устройство для сборки форм под заливку включает металлоприемник 1, втулку 2, форму 3 и опору 4. Устройство работает следующим образом. Втулка одной конической частью вставляется в выходное отверстие центрального металлоприемника, к другому ее концу придвигается-.форма. При несовмещении осей отверстий втулка поворачивается до совпадения выступающей части с приемным отверстием литейной формы. Размер смещения (Х. одной части втулки относительно другой зависит от максимально возможного смещения выходного отверстия литниковой системы и выходного отверстия центрального металлоприемника, которое составляет 10 мм.
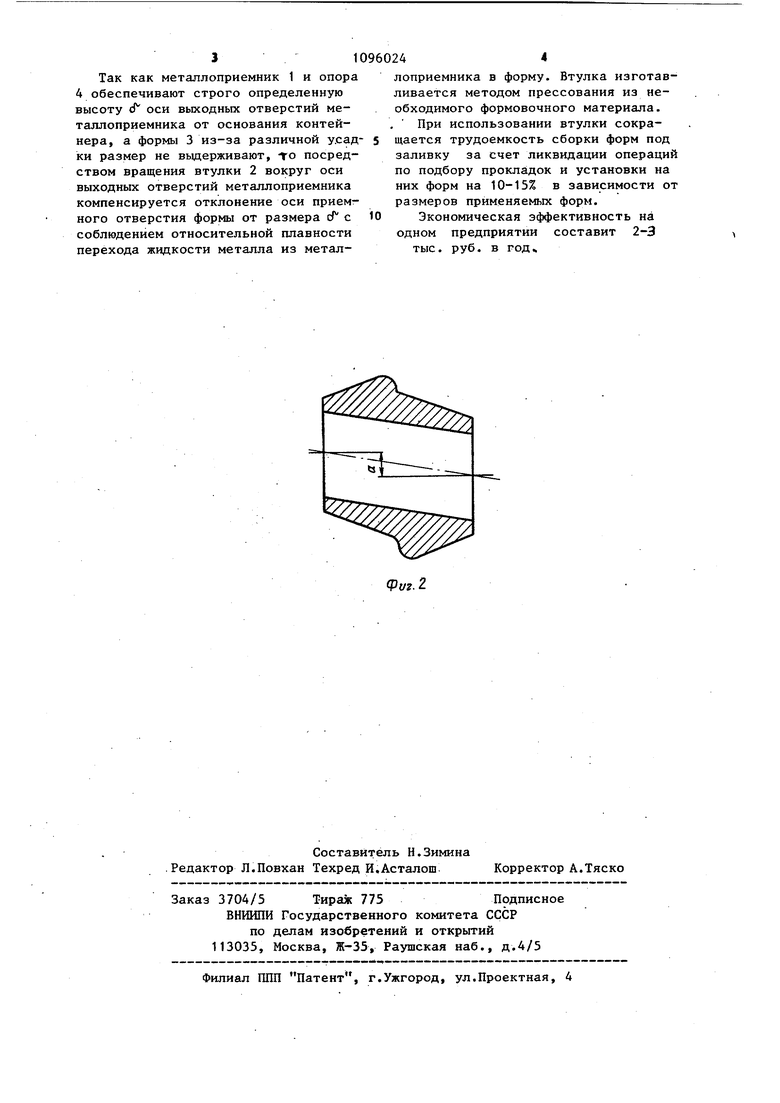
Так как металлоприемник 1 и опора 4 обеспечивают строго определенную высоту d оси выходных отверстий металлоприемника от основания контейнера, а формы 3 из-за различной усад ки размер не выдерживают, to посредством вращения втулки 2 вокруг оси выходньпс отверстий металлоприемника компенсируется отклонение оси приемного отверстия формы от размера сГ с соблюдением относительной плавности перехода жидкости металла из металлоприемника в форму. Втулка изготавливается методом прессования из необходимого формовочного материала. . При использовании втулки сокращается трудоемкость сборки форм под заливку за счет ликвидации операций по подбору прокладок и установки на них форм на 10-15% в зависимости от размеров применяемьпс форм.
Экономическая эффективность на одном предприятии составит 2-3 тыс. руб. в год
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ЦЕНТРОБЕЖНОЙ ЗАЛИВКИ КРУПНОГАБАРИТНЫХ ФАСОННЫХ ОТЛИВОК СЛОЖНОЙ ФОРМЫ ИЗ ЖАРОПРОЧНЫХ И ХИМИЧЕСКИ АКТИВНЫХ СПЛАВОВ | 2014 |
|
RU2585604C1 |
| Устройство для заливки металла в формы при фасонном центробежном литье на машинах с вертикальной осью вращения | 1980 |
|
SU942872A1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2009007C1 |
| Металлоприемник для центробежного литья | 1981 |
|
SU969445A1 |
| Машина для центробежного литья с вертикальной осью вращения | 1976 |
|
SU582892A1 |
| Устройство для центробежного литья | 2020 |
|
RU2748447C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 1991 |
|
RU2014946C1 |
| Литниковая система для центробежного литья фасонных заготовок | 1981 |
|
SU996082A1 |
| Устройство для центробежного литья | 1978 |
|
SU697249A1 |
| Устройство для центробежного литья | 1979 |
|
SU854570A1 |
ВТУЛКА ДЛЯ СОЕдаНЕНИЯ МЕТАЛЛОПРИЕМНИКА С ЛИТЕЙНЫМИ ФОРМАМИ на центробежно-литейных установках с вертикальной осью вращения, состоящая из двух усеченных конусов, соединенных большими основаниями с центральным каналом, о т л. и ч а ю щ а яс я тем, что, с целью снижения трудоемкости сборки форм под заливку путем регулирования расположения центрального отверстия по высоте, центры больших оснований усеченных конусов смещены относительно один другого в плоскости их сопряжения, а центральный канал вьшолнен наклонным относительно осей усеченных конусов.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Журавлев Б.А | |||
| Справочник ма тера-сантехника | |||
| М., Стройиздат, 1974, с | |||
| Крутильная машина для веревок и проч. | 1922 |
|
SU143A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Рабинович Б.В | |||
| Введение в литейную гидравлику | |||
| М., Машинострое ние, 196U с | |||
| Способ амидирования жидких сульфохлоридов ароматического ряда | 1921 |
|
SU316A1 |
