Изобретение относится к области литейного производства, а именно к литниковым системам для заливки металла под действием центробежных сил, и может найти применение при изготовлении крупногабаритных фасонных отливок из любых сплавов.
Цель изобретения - повышение качества отливок и снижение расхода металла.
На чертеже показана схема литниковой системы.
Система состоит из металлоприемника 1, соединенного с помощью втулок 2, ответвлений 3 и литникового канала 4 с литейными формами 5.
Литниковая система работает следующим образом.
Перед заливкой металла в контейнер с литейными формами его приводят во вращение с заданной технологией скоростью. Во время зал ивки жидкий металл, попадая в металлоприемник 1, закручивается и под воздействием центробежных сил поступает через втулки 2 и разветвленные литниковые каналы в полость литейных форм.
За счет применения литниковых каналов с ответвлениями небольших диаметров
(25-40 мм) обеспечивается их стабильность в работе при скоростях вращения до 400 об/мин, что позволяет увеличить удельный расход металла без увеличения их геометрических размеров.
Например, при изготовлении отливок центробежным способом, расположенных на центробежном столе диаметром 2,2 м, для обеспечения качественной заливки литейных форм необходимо иметь диаметр литникового канала как минимум 60 мм, при этом расход металла на литниковую систему составит 28 кг. Учитывая, что с уменьшением диаметра литникового канала достигается стабильность его работы при центробежной заливки, можно достичь той же эффективности по весовому расходу из металлоприемника, используя несколько литниковых каналов с отверстиями,#35 мм. При этом расход металла на литниковую систему составит 19 кг. Тем самым достигается значительная экономия металла на литниковой системе при том же весовом расходе металла. В случае сохранения расхода металла на литниковую систему возможно увеличить расход металла из металлоприемника.
(Л
С
о ел о
Сл) Сл 00
Формула изобретения
Литниковая система для центробежного литья содержащая металлоприемник и
тем, что, с целью повышения качества отливок и снижения расхода металла, каждый литниковый канал выполнен разветвленным со стороны подсоединения его к метал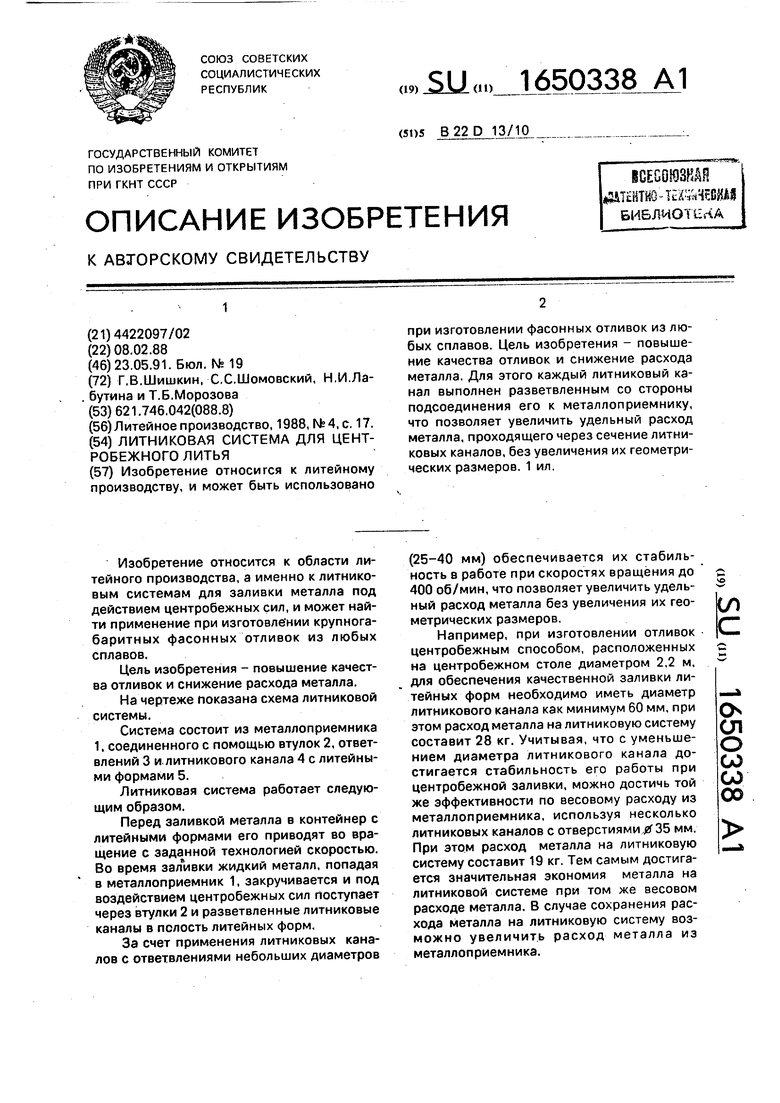
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для центробежного литья | 1978 |
|
SU697249A1 |
| Устройство для центробежного литья | 1979 |
|
SU854570A1 |
| Литниковая система для центробежного литья фасонных заготовок | 1981 |
|
SU996082A1 |
| Металлоприемник для центробежного литья | 1981 |
|
SU969445A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ЦЕНТРОБЕЖНОЙ ЗАЛИВКИ КРУПНОГАБАРИТНЫХ ФАСОННЫХ ОТЛИВОК СЛОЖНОЙ ФОРМЫ ИЗ ЖАРОПРОЧНЫХ И ХИМИЧЕСКИ АКТИВНЫХ СПЛАВОВ | 2014 |
|
RU2585604C1 |
| Устройство для центробежного литья | 1975 |
|
SU538814A1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2009007C1 |
| Установка для центробежного литья | 1981 |
|
SU980942A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК | 2001 |
|
RU2192332C1 |
| Литниковая система для заливки крупногабаритных тонкостенных отливок, представляющих собой тела вращения из магниевых сплавов в атмосфере защитного газа, в формы из ХТС | 2019 |
|
RU2738170C1 |

Изобретение относится к литейному производству, и может быть использовано при изготовлении фасонных отливок из любых сплавов. Цель изобретения - повышение качества отливок и снижение расхода металла. Для этого каждый литниковый канал выполнен разветвленным со стороны подсоединения его к металлоприемнику, что позволяет увеличить удельный расход металла, проходящего через сечение литниковых каналов, без увеличения их геометрических размеров. 1 ил.
литниковые каналы, отличающаяся 5 лоприемнику.
| Литейное производство, 1988, №4, с | |||
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
