1
Изобретение относится к машиностроению и может быть, использовано в цехах машиностроительных предприятий при изготовлении криволинейных патрубков, каналов, газоходов и т.д.
По основному авт. св. № 233398 известно устройство для расточки криволинейных отверстий, представляющее собой круглый стол, на котором закреплена заготовка, и расточную голов-щ ку в виде трубы. На одном конце со-, держится резцовая головка, второй конец подсоединяется к шпинделю станка. Резцовая головка и шпиндель станка канематически связаны между собой
Однако это устройство характеризуется невозможностью переналадки одного и того же корпуса на различную кривизну отверстий.
Цель изобретения - создание такой 20 головки, которая могла бы быть перенастроена в зависимости от кривизны растачиваемого отверстия, т.е. расширение технологических возможностей.
Поставленная цель достигается тем, ТО корпус выполнен составным из нескольких частей со скошенными торцами в виде фланцев, при этом на одном из фланцев выполнен кольцевойпаз, а на другом - соответствующий про- ; фйлю паза уступ.
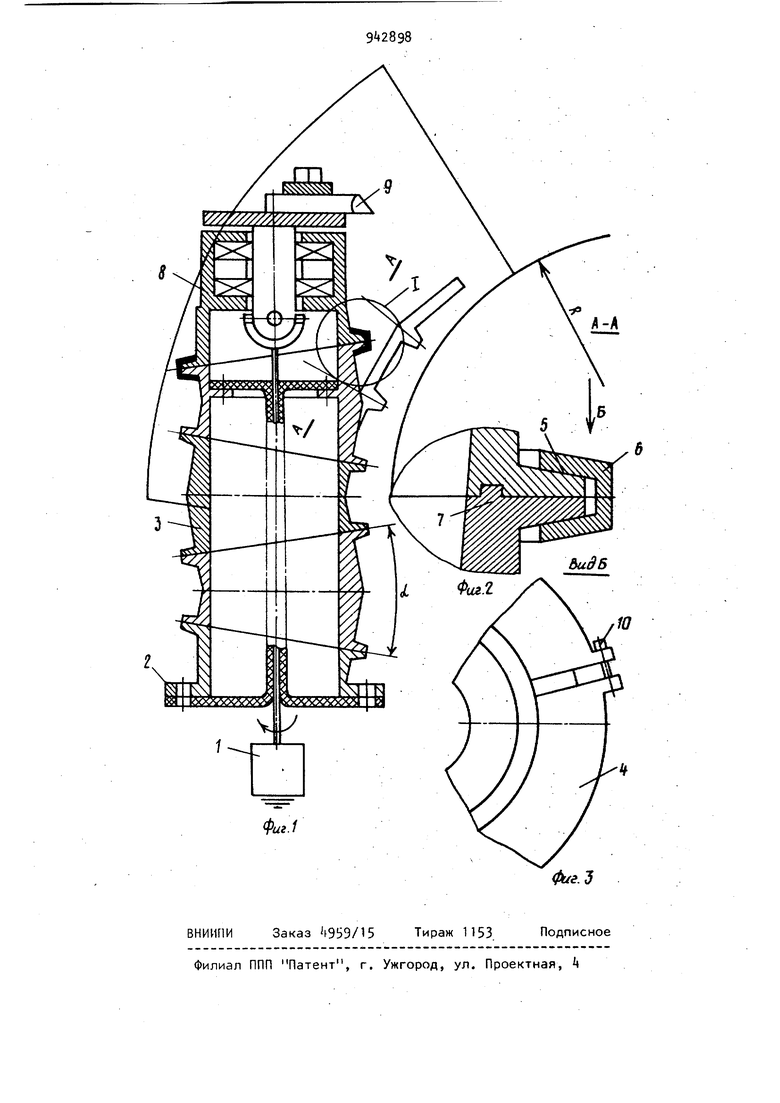
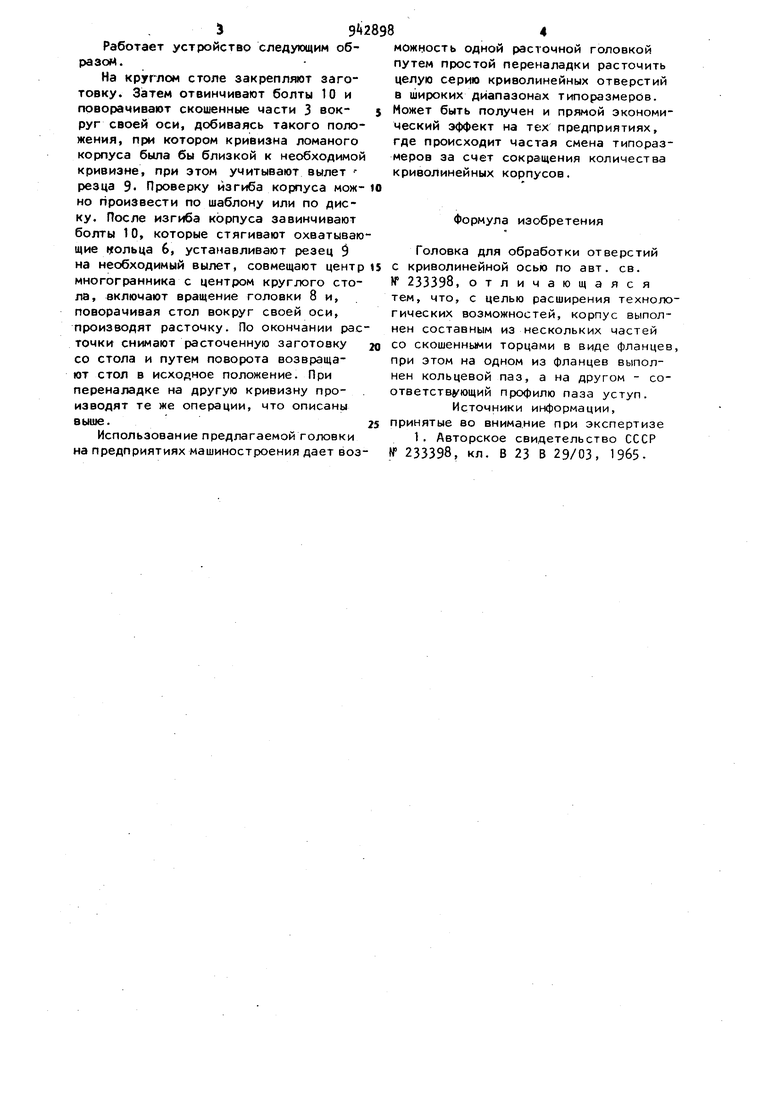
На фиг°. 1 изображена расточная головка , на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 вид Б на фиг. 2.
К неподвижной части привода 1 (фиг. 1) через фланец 2 прикреплен корпус расточной головки, который состоит из скошенных под углом оС частей 3. Части 3 выполнены со скошенными торцами в виде круглых фланцев k с конической наружной поверхностью 5, на которую надевается разрезное охватывающее кольцо 6. Торцевая поверхность скошенных частей 3 содержит концентрический фланцам зуб 7. Оканчивается корпус собственной расточной головкой 8, несущей резец 9. Работает устройство следующим образоМ. На круглом столе закрепляют заготовку. Затем отвинчивают болты 10 и поворачивают скошенные части 3 вокруг своей оси, добиваясь такого поло жения, при котором кривизна ломаного корпуса была бы близкой к необходимой кривизне, при этом учитывают вылет резца 9. Проверку изгиба корпуса можно произвести по шаблону или по диску. После изгиба корпуса завинчивают болты 10, которые стягивают охватываю щие ((ГОльца 6, устанавливают резец на необходимый вылет, совмещают центр многогранника с центром круглого стола, включают вращение головки 8 и, поворачивая стол вокруг своей оси, производят расточку. По окончании рас точки снимают расточенную заготовку со стола и путем поворота возвращают стол в исходное положение. При переналадке на другую кривизну производят те же операции, что описаны выше. Использование предлагаемой головки на предприятиях машиностроения дает воз можность одной расточной головкой путем простой переналадки расточить целую серию криволинейных отверстий в широких диапазонах типоразмеров. Может быть получен и прямой экономический эффект на тех предприятиях, где происходит частая смена типоразмеров за счет сокращения количества криволинейных корпусов. Формула изобретения Головка для обработки отверстий криволинейной осью по авт. св. с № 233398, отличающаяся тем, что, с целью расширения технологических возможностей, корпус выполнен составным из нескольких частей со скошенными торцами в виде фланцев, при этом на одном из фланцев выполнен кольцевой паз, а на другом - соответствующий профилю паза уступ. Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР № 233398, кл. В 23 В 29/03, 19б5.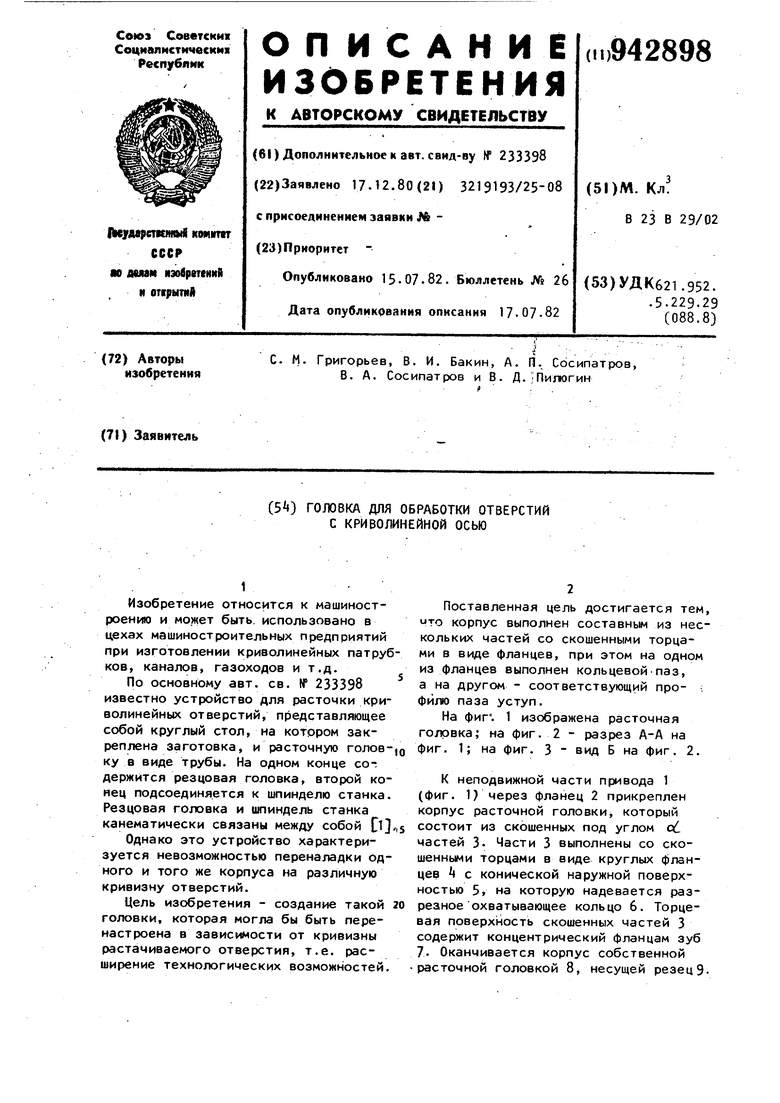
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка для обработки отверстий с криволинейной осью | 1980 |
|
SU952451A1 |
| Головка для обработки отверстий с криволинейной осью | 1980 |
|
SU944801A1 |
| ШПИНДЕЛЬНАЯ ГОЛОВКА СТАНКАI еСЕСОЮоЬ-ЛЯk,,i-Mi^-it^^-- •i-1.••'- i'l; •.i"\"^'•'•'.-? A L^i'i'iOJil"-'.,' I •—-. ••'• I | 1972 |
|
SU358098A1 |
| Резцовая головка | 1981 |
|
SU1014669A1 |
| Резцовая головка | 1982 |
|
SU1047606A1 |
| Расточная головка | 1985 |
|
SU1328076A1 |
| Шпиндельная головка станка | 1978 |
|
SU745600A1 |
| ГОЛОВКА ДЛЯ РАСТОЧКИ КОРПУСНЫХ ОТВЕРСТИЙ, ПРЕДНАЗНАЧЕННАЯ ДЛЯ КРЕПЛЕНИЯ В ШПИНДЕЛЕ ВЕРТИКАЛЬНО-СВЕРЛИЛЬНОГО СТАНКА | 2013 |
|
RU2553758C1 |
| Расточный станок | 1990 |
|
SU1763102A1 |
| Резцовая головка для расточки и подрезки | 1979 |
|
SU880636A1 |