Изобретение касается расточки отверстий с криволинейной образующей.
Известны шпиндельные головки станков с механизмом радиальной подачи резца, выполненным в виде пары винт-гайка, кинематически связанной с приводом, и резцовой оправкой, новоротпой относительно оси, эксцентричной оси вращения шпинделя.
Предлагаемая головка отличается от известных тем, что гайка нарезана в корпусе, закрепленном па шпинделе и направляющем резцовую оправку, вынолпенную заодно с винтом, связанным с приводом.
Такая конструкция головки позволяет сообщить резцу осевую нодачу, синхронизированную с радиальной, для бескопирной расточки отверстий с криволинейной образующей.
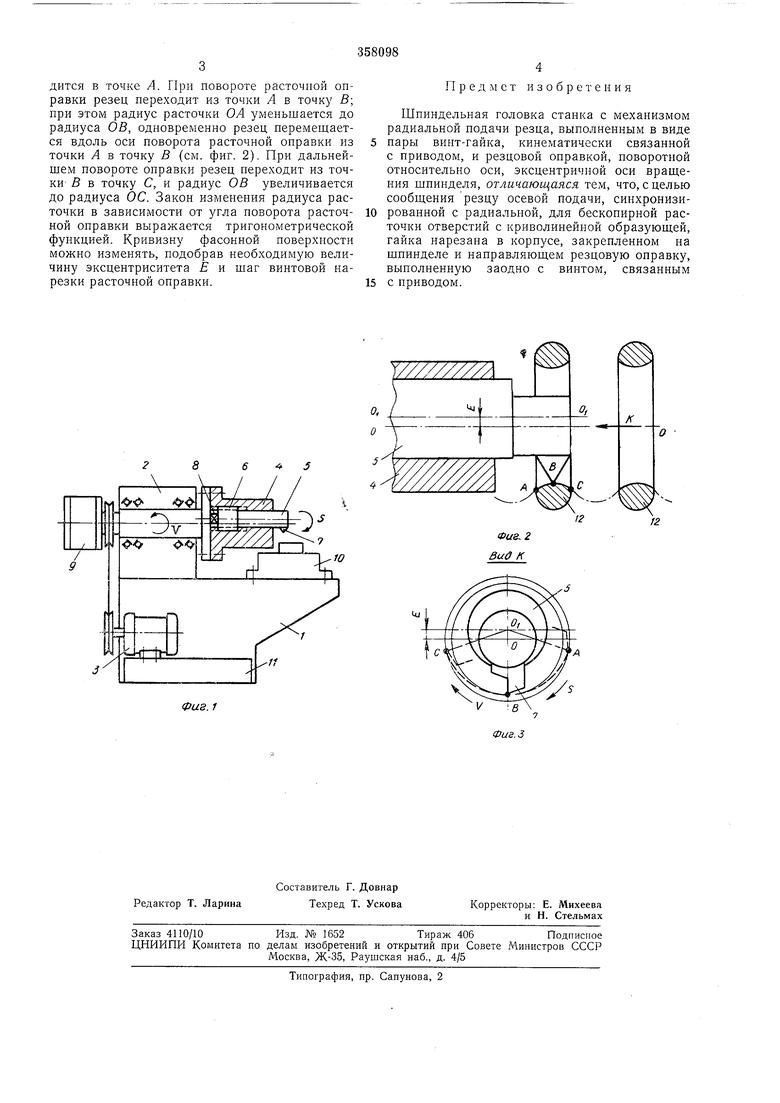
На фиг. 1 представлена компоновка предлагаемой шпиндельпой головки; па фиг. 2 и 3- схема образования криволинейного профиля.
На сварной тумбе ) закреплены шпиндельные агрегаты 2, шпиндели которых получают вращение через клиноременные передачи от электродвигателей 3. К фланцам шпинделей крепятся резцовые головки. Корпус 4 резцовой головки имеет эксцентрично расположенные относительно оси шпинделя, но соосные между собой гладкие и резьбовые отверстия, в которые вставлена расточная оправка 5 соответственно с цилиндрической и винтовой 6 частями. Выступающая из корпуса цилиндрическая часть расточной оправки несет резец 7, со стороны винтовой части предусмотрен поводок 8 для поворота расточной оправки.
Поворот расточной оправки, составляющей со шпинделем винтовую пару, сопровождается перемещением ее вдоль оси поворота. Силовой орган 9 привода поворота расточной оправки (например, гидроцилиндр) смонтирован на хвостовике шпинделя. Корпус 4 резцовой головки можно смещать по фланцу шпинделя, изменяя тем самым эксцентриситет - расстояние между осью поворота расточной оправки и осью вращения шпинделя.
Обрабатываемые заготовки закрепляются в приспособлении 10, жестко смонтированном на тумбе /. Для питания силовых органов -
привода поворота расточной оправки и зажима заготовок служит гидронасосная установка Л. Таким образом, все рабочие движения станка - вращение шпинделя со скоростью V и винтовая подача 5 расточной оправки с резцом вокруг эксцентричной оси осуществляются шпиндельными агрегатами.
дится в точке А. При повороте расточной оправки резец переходит из точки Л в точку В; при этом радиус расточки ОА уменьшается до радиуса ОБ, одновременно резец перемещается вдоль оси поворота расточной оправки из точки А в точку В (см. фиг. 2). При дальнейшем повороте оправки резец переходит из точки В в точку С, и радиус ОВ увеличивается до радиуса ОС. Закон изменения радиуса расточки в зависимости от угла поворота расточной оправки выражается тригонометрической функцией. Кривизну фасонной поверхности можно изменять, подобрав необходимую величину эксцентриситета Е и шаг винтовой нарезки расточной оправки.
Предмет изобретения
Шпиндельная головка станка с механизмом радиальной подачи резца, выполненным в виде
пары винт-гайка, кинематически связанной с приводом, и резцовой оправкой, поворотной относительно оси, эксцентричной оси враш;ения шпинделя, отличающаяся тем, что, с целью сообщения резцу осевой подачи, синхронизированной с радиальной, для бескопириой расточки отверстий с криволинейной образующей, гайка нарезана в корпусе, закрепленном на щпинделе и направляющем резцовую оправку, выполненную заодно с винтом, связанным
с приводом.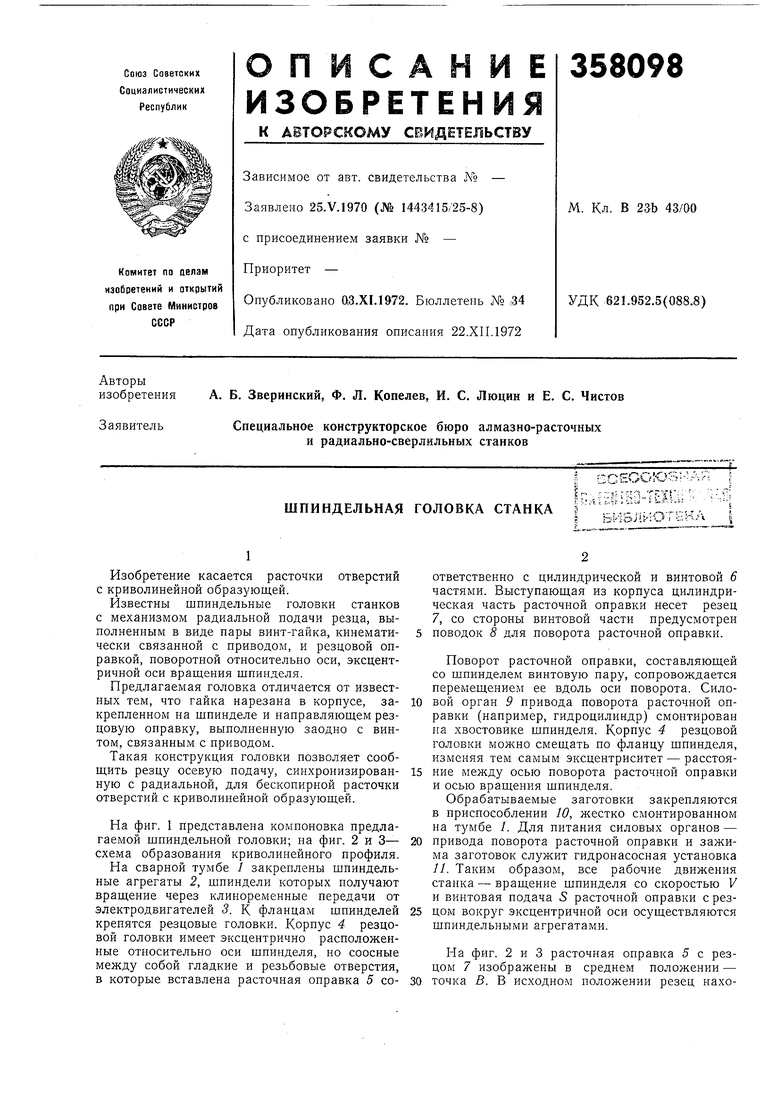
| название | год | авторы | номер документа |
|---|---|---|---|
| Шпиндельная головка станка | 1978 |
|
SU745600A1 |
| Резцовая головка для расточных и подрезных работ | 1981 |
|
SU952452A1 |
| Расточная головка | 1990 |
|
SU1787695A1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| Расточная головка | 1989 |
|
SU1729702A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| Расточная головка для обработки конических отверстий | 1978 |
|
SU732086A1 |
| Борштанга | 1990 |
|
SU1743710A1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| Устройство для растачивания сферических отверстий | 1989 |
|
SU1710194A1 |
