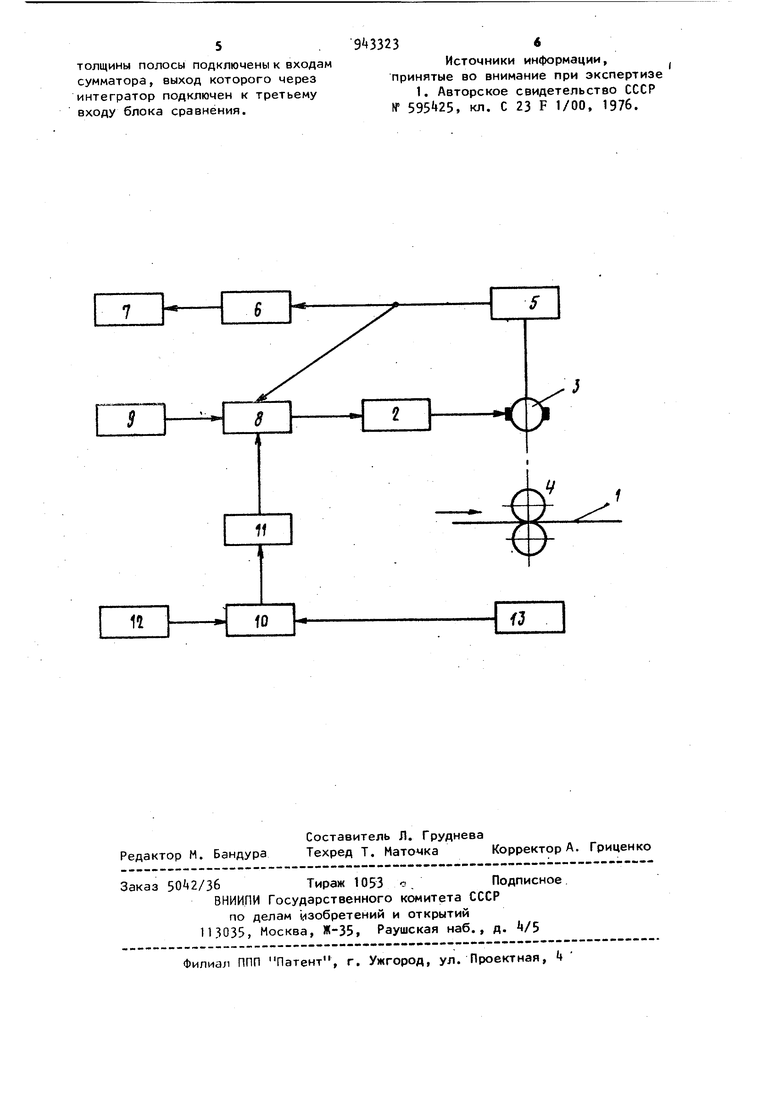
1 Изобретение относится к цветной и черной металлургии и химической промышленности и может быть использовано при автоматизации процессов травления в непрерывных травильных агрегатах. По основному авт.св. № известно устройство автоматического регулирования толщины стравливаемого металла, содержащее систему управления двигателем тянущих роликов, датчик скорости двигателя и последовательно к нему подключенные пороговый элемент и дозатор активности . раствора, блок сравнения, выход кото роге подключен к системе управления двигателем, а к входам - подключены датчик скорости вращения двигателя и электрохимический датчик активности раствора . Недостатком известного устройства является то, чтс регулирование скорости травления осуществляется только по величине сигнала электрохимического датчика и не учитываются возмущающие воздействия на работу устройства: неодинаковая активность раствора в зоне электрохимического датчика и стравливаемой полосы, изменение толщины полосы на входе в ванну, старение электрохимического датчика, изменение коэффициента передачи: система управления, двигатель, датчик скорости двигателя и другие возмущения. Цель изобретения - повышение точности регулирования. Поставленная цель достигается тем, что устройство автоматического регулирования стравливаемого металла, содержащее систему управления двигателем тянущих роликов, датчик скорости двигателя и последовательно к нему подключенные пороговый элемент и дозатор активности раствора, блок сравнения, выход которюго подключен к системе управления двигателем, а к входам - подключены датчик сжорос ти вращения двигателя и электрохими ческий датчик активности раствора, дополнительно содержит сумматор, к выходу которого подключен интегратор, а к входам - задатчик и датчик толщины травленой полосы, причем выход интегратора является входом блока сравнения, На чертеже представлена блоксхема устройства автоматического ре гулирования толщины стравливаемого металла. Устройство содержит полосу 1 стравливаемого металла, систему 2 управления двигателем 3 тянущих роликов k, датчик 5 скорости двигателя и последовательно к нему подключенные пороговь|й элемент 6 и дозатор 7, блок сравнения 8, выход которого подключен к системе 2 упра ления дв| гателем, а к входам - подключены датчик 5 и электрохимически датчик 9, сумматор 10, к выходу которого подключен интегратор 11, а к входам - задатчик 12 и датчик 13 толщины травленой полосы, причем вы ход интегратора 11 является входом блока сравнения 8. Устройство автоматического регулирования толщины стравливаемого металла работает следующим образом. Сигнал с электрохимического датчика 9 и датчика 5 скорости вращения двигателя 3 поступает на вход блока сравнения 8 и через систему 2 управления предварительно устанавливают скорость вращения двигателя 3 пропорциональной величине сигнала электрохимического датчика 9 соотве ственно 5 где Xj. - величина сигнала датчика 5 скорости вращения двигател Хр - величина сигнала электрохимического датчика 9; К - коэффициент передачи: сист ма 2 управления, двигатель 3, датчик 5 скорости. Сигнал датчика 13 пропорционален толщине травленой полосы. Сигнал датчика 13 в сумматоре 10 сравнивается с сигналом задатчика 12 толщины полосы и их разностный сигнал через интегратор 11 поступает на вход бло ка сравнения 8, корректируя скорост вращения двигателя 3 в сторону уменьшения разностного сигнала датчика 13 и Задатчика 12 толщины полосы. Скорость вращения двигателя окончательно устанавливается равной (V.)-dt}j|T-v, (где Xi2) , величины сигналов задатчика 12 и датчика 13 толщины травленой полосы соответственно) и обеспечивается получение заданной задатчиком 12 толщины травленой полосы при возмущениях, вызванных различной активностью раствора в зоне электрохимического датчика 9 и стравливаемой полосы, изменением толщины полосы 1 на входе в ванну, старением электрохимического датчика 9, изменением коэффициента передачи: система 2 управления, двигатель 3, датчик 5 скорости и др. Сигнал датчика 5 скорости вращения двигателя 3 поступает на вход порогового элемента 6. При достижении минимальной скорости вращения, устанавливаемой пороговым элементом 6, пос ледний включает дозатор 7. Дозатор 7 производит корректировку состава электролита. Таким образом, введение в устройство автоматического регулирования толщины стравливаемого металла сумматора, интегратора, задатчика и датчика толщины травленой полосы позволяет значительно повысить качество травления за счет повышения точности работы устройства. Предлагаемый экономический эффект 28662 руб. в год. Устройство может быть использовано для контроля качества поверхности металлической полосы при травлении ее в непрерывном травильном агрегате, если вместо задатчика 12 и датчика 13 толщины травленой по- лосы использовать задатчик и датчик качества поверхности травленой полосы соответственно. Формула изобретения Устройство автоматического регулирования толщины стравливаемого металла по авт.св. № , отличающееся тем, что, с целью повышения точности регулирования, оно снабжено сумматором, интегратором, задатчиком и датчиком толщины полосы, причем датчик и задатчик 5, толщины полосы подключены к входам сумматора, выход которого через интегратор подключен к третьему входу блока сравнения. 9 33234 Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № , кл. С 23 F 1/00, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического регулирования толщины стравливаемого металла | 1976 |
|
SU595425A1 |
| Устройство управления изгибно-растяжным агрегатом | 1981 |
|
SU984530A1 |
| Устройство для регулирования толщины полосы | 1974 |
|
SU524580A1 |
| СПОСОБ УПРАВЛЕНИЯ ГАЗОТУРБИННЫМ ДВИГАТЕЛЕМ С ФОРСАЖНОЙ КАМЕРОЙ СГОРАНИЯ И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2634997C2 |
| СПОСОБ УПРАВЛЕНИЯ ИСПОЛНИТЕЛЬНЫМ МЕХАНИЗМОМ ДОЗАТОРА ТОПЛИВА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2285140C2 |
| Устройство для регулирования шероховатости полосы | 1980 |
|
SU935148A1 |
| Устройство для отрезания полосы заданной длины в рулоне | 1980 |
|
SU894335A1 |
| Линия продольной резки | 1988 |
|
SU1613215A1 |
| Устройство управления электроприводом моталки на стане горячей прокатки | 1988 |
|
SU1607988A1 |
| Устройство импульсного регулирования положения нажимных винтов | 1980 |
|
SU942836A1 |
