1
121) 4402590/27-02
(22) 01.04.88
(46) 23.11.90. Бюл. № 43
(71)Череповецкий металлургический комбинат им. 50 Летия СССР
(72)С. Г. Романенков, Л. Я. Никифоров, Ю. В. Тарасов, Л. А. Репин и В. И. Конарев (53) 621.77.08(088.8)
(56) Гарнов В. К- Унифицированные системы автоуправления электроприводом в металлургии. М.: Металлургия, 1977, с. 54.
(54) УСТРОЙСТВО УПРАВЛЕНИЯ ЭЛЕКТРОПРИВОДОМ МОТАЛКИ НА СТАНЕ ГОРЯЧЕЙ ПРОКАТКИ
(57) Изобретение относится к прокатному производству, конкретнее к приводам моталок листовых станов холодной прокатки. . Цель изобретения - увеличение срока службы механического и э.лектрического оборудования приводов. Она достигается путем обеспечения постоянства скорости прокатки .полосы по всей её длине с момента ее захвата валками клети. 3 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления приводом секции отводящего рольганга | 1982 |
|
SU1045970A1 |
| Система управления реверсивным правильно-растяжным станом | 1982 |
|
SU1085654A1 |
| Линия продольной резки | 1988 |
|
SU1613215A1 |
| Система управления реверсивным станом холодной прокатки | 1981 |
|
SU1014609A1 |
| Система выбора моталок и управления уборочным конвейером | 1987 |
|
SU1532108A1 |
| Устройство управления приводом секции отводящего рольганга | 1980 |
|
SU908451A1 |
| Устройство для регулирования натяжения полосы | 1981 |
|
SU1009551A1 |
| Устройство управления скоростными режимами непрерывного стана горячей прокатки | 1976 |
|
SU595024A1 |
| Устройство для регулирования натяжения полосы на моталке листопрокатного стана | 1982 |
|
SU1041188A1 |
| Устройство для управления скоростью механизмов стана холодной прокатки | 1977 |
|
SU692645A1 |
Изобретение относится к прокатному производству, конкретнее к приводам моталок листовых станов холодной прокатки. Цель изобретения - увеличение срока службы механического и электрического оборудования приводов. Она достигается путем обеспечения постоянства скорости прокатки полосы по всей ее длине с момента ее захвата валками клети. 3 ил.
Изобретение относится к прокатному производству, конкретнее к приводам моталок листовых станов горячей прокатки.
Цель изобретения - увеличение срока службы механического и электрического оборудования привода тянущих роликов.
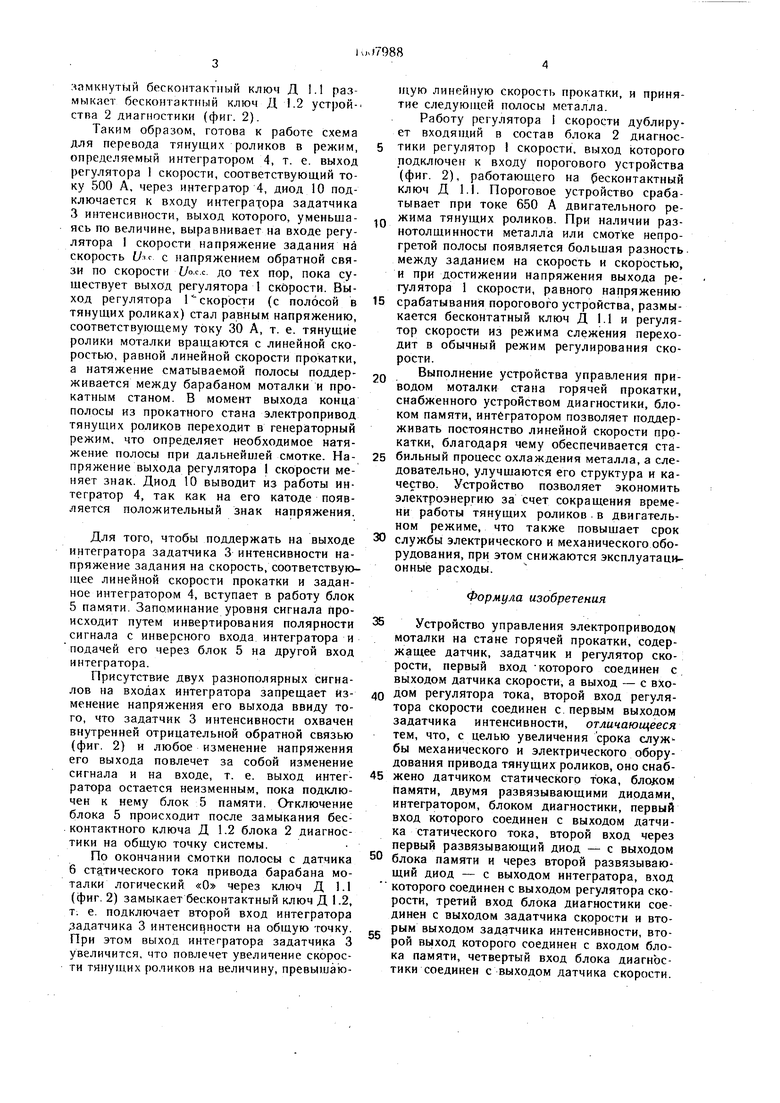
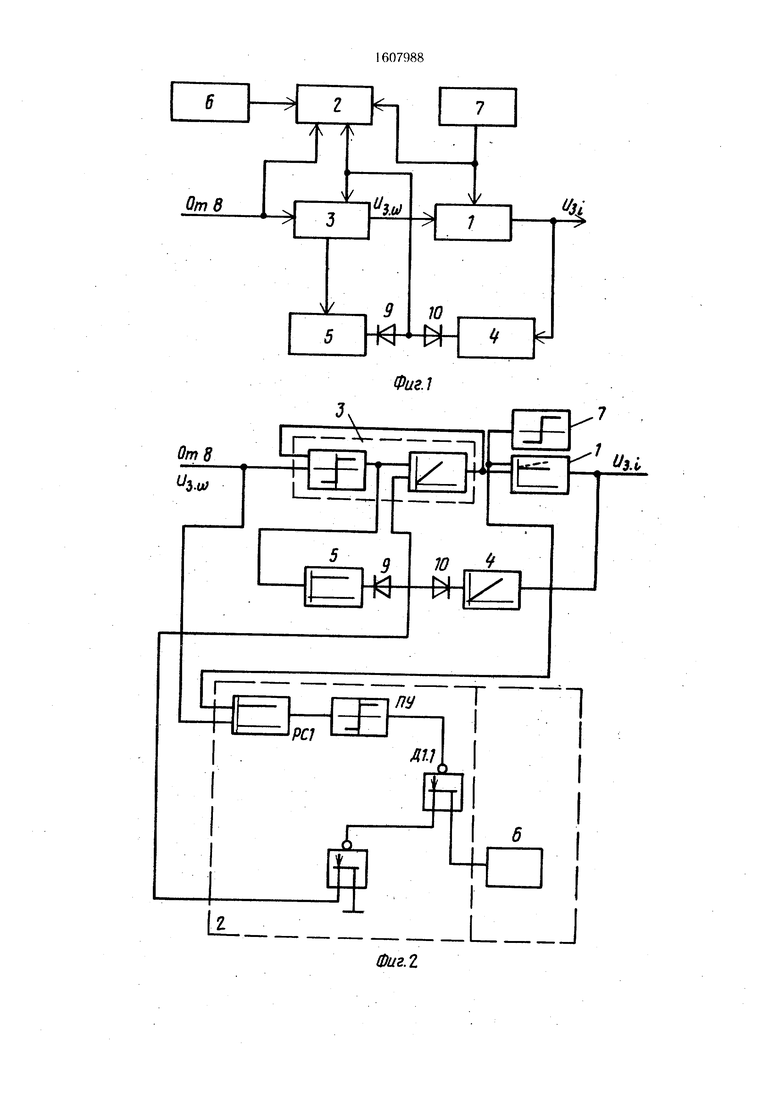
На фиг. 1 показана структуриая схема устройства управления электроприводом, например, мОталки стана горячей прокатки; на фиг. 2 - принципиальная схема устройства управления электроприводом моталки стана горячей прокатки; на фиг. 3 - задатчик интенсивности.
Устройство управления приводом моталки стана горячей прокатки (фиг.. I) содержит регулятор 1 скорости, блок 2 диагностики, задатчик 3 интенсивности, интегратор 4, блок 5 памяти, датчик 6 статического тока привода барабана моталки, датчик 7 скорости, задатчик 8 скорости (не показан), причем вход регулятора 1 скорости соединен с выходом датчика 7 скорости, а вы- .ход - с входом регулятора тока (не по- казан) и с вхп.яом интегратора 4, второй вход регулятора 1 скорости соединен с первым выходом задатчика 3 интенсивности , первый вход блока 2 диагностики соединен с первым входом задатчика 3 И)1тенсив11ости, с выходом датчика 6 статического тока,второй вход через первый развязывающий диод 9 -- с выходом блока 5 памяти и через второй развязываюнаий диод 10 - с выходом интегратора 4, третий вход блока 2 диагностики соединен с выходом задатчика 8 (не ноказан) скорости и вторым входом задатчика 3 интенсивности, второй выход которого соединен с в.ходом блока 5 памяти, четвертый вход блока 2 диагностики соединен с. выходом датчика 7 скорости. Устройство работает следующим образом. Электропривод механизма тянущих роликов работает в трех режимах: первый режим - двигательный с током до 500 А, так как по технологии необходимо превышение линейной скорости тянущих роликов
над линейной скоростью прокатки; второй
до выхода конца полосы и; прокатного стана - режим слежения за линейной скоростью прокатки; трети11 после выхода конца полосы из нрокатиого стана режим поддержания липеппом скорости нро- катки.
После привязки перпмх нитксш сматываемой полосы на барабан мотп.мки сигнал логической единицы с да пика il статического тока привода м)та.-1ки через
О
о
со
СХ)
ас
.замкнутый бесконтактный ключ Д 1.1 размыкает бесконтактный ключ Д 1.2 устройства 2 диагностики (фиг. 2).
Таким образом, готова к работе схема для перевода тянущих роликов в режим, определяемый интегратором 4, т. е. выход регулятора 1 скорости, соответствующий току 500 А, через интегратор 4, диод 10 подключается к входу интегратора задатчика 3 интенсивности, выход которого, уменьшаясь по величине, выравнивает на входе регулятора 1 скорости напряжение задания на скорость t/зс с напряжением обратной связи по скорости t/o.c.c. до тех пор, пока существует выход регулятора 1 скорости. Выход регулятора вскорости (с полосой в тянущих роликах) стал равным напряжению, соответствующему току 30 А, т. е. тянущие ролики моталки вращаются с линейной скоростью, равной линейной скорости прокатки, а натяжение сматываемой полосы поддерживается между барабаном моталки и прокатным станом. В момент выхода конца полосы из прокатного стана электропривод тянущих роликов переходит в генераторный режим, что определяет необходимое натяжение полосы при дальнейшей смотке. Напряжение выхода регулятора 1 скорости меняет знак. Диод Ш выводит из работы интегратор 4, так как на его катоде появляется положительный знак напряжения.
Для того, чтобы поддержать на выходе интегратора задатчика 3 интенсивности напряжение задания на скорость, соответствующее линейной скорости прокатки и заданное интегратором 4, вступает в работу блок
5памяти. Запоминание уровня сигнала происходит путем инвертирования полярности сигнала с инверсного входа интегратора и подачей его через блок 5 на другой вход интегратора.
Присутствие двух разнополярных сигналов на вхо.цах интегратора запрещает изменение напряжения его выхода ввиду того, что задатчик 3 интенсивности охвачен внутренней отрицательной обратной связью (фиг. 2) и любое изменение напряжения его выхода повлечет за собой изменение сигнала и на входе, т. е. выход интегратора остается неизменным, пока подключен к нему блок 5 памяти. Отключение блока 5 происходит после замыкания бесконтактного ключа Д 1.2 блока 2 диагностики на общую точку системы.
По окончании смотки полосы с датчика
6статического тока привода барабана моталки логический «О через ключ Д 1.1 (фиг. 2) замыкает бесконтактный ключ Д 1.2, Т; е. подключает второй вход интегратора задатчика 3 интенси ности на общую точку. При этом выход интегратора задатчика 3 увеличится, что повлечет увеличение скорости тянущих роликов на величину, превышаюН1ую линейную скорость прокатки, и принятие следующей полосы металла.
Работу регулятора I скорости дублирует входяпхий в состав блока 2 диагнос5 тики регулятор I скорости, выход которого подключен к входу порогового устройства (фиг. 2), работающего на бесконтактный ключ Д 1.1. Пороговое устройство срабатывает при токе 650 А двигательного реQ жима тянущих роликов. При наличии раз- нотолщинности металла или смотке непрогретой полосы появляется большая разность между заданием на скорость и скоростью, и при достижении напряжения выхода регулятора 1 скорости, равного напряжению
5 срабатывания порогового устройства, размыкается бесконтатный ключ Д 1.1 и регулятор скорости из режима слежения переходит в обычный режим регулирования скорости.
0 Выполнение устройства управления приводом моталки стана горячей прокатки, снабженного устройством диагностики, блоком памяти, интегратором позволяет поддерживать постоянство линейной скорости прокатки, благодаря чему обеспечивается ста5 бильный процесс охлаждения металла, а следовательно, улучшаются его структура и качество, Устройство позволяет экономить электроэнергию за счет сокращения времени работы тянущих роликов . в двигатель- ном режиме, что также повышает срок
0 службы электрического и механического оборудования, при этом снижаются эксплуатационные расходы.
Формула изобретения
5 Устройство управления элeктpoпpивoдo моталки на стане горячей прокатки, содержащее датчик, задатчик и регулятор скорости, первый вход -которого соединен с выходом датчика скорости, а выход - с вХо0 дом регулятора тока, второй вход регулятора скорости соединен с первым выходом задатчика интенсивности, отличающееся тем, что, с целью увеличения срока служ- бы механического и электрического оборудования привода тянущих роликов, оно снаб5 жено датчиком статического тока, блоком памяти, двумя развязывающими диодами, интегратором, блоком диагностики, первый вход которого соединен с выходом датчика статического тока, второй вход через первый развязывающий диод - с выходом
и блока памяти и через второй развязываю щий диод - с выходом интегратора, вход которого соединен с выходом регулятора скорости, третий вход блока диагностики соединен с выходом задатчика скорости и вто5 задатчика интенсивности, второй выход которого соединен с входом блока памяти, четвертый вход блока диагностики соединен с выходом датчика скорости.
Фиг.1
О т 8
Фиг.З
