Изобретение относится к гальванотехиике и может быть использовано при последовательном проведении нескольких электрохимических процессов в мнргопозиционных ваннах.
Наиболее близким к предложенному по технической сущности и достигаемому результату является устройство для автоматического задания тока в процессе нанесения электролитических покрытий, содержащее вспомогательную ванну, измеритель площади обрабатываемых изделий, многопозиционные рабочие ванны с датчиками наличия изделий, блоки питания, систему запоминающих устройств и цифроаналоговые преобразователи. В известном устройстве площадь изделия измеряют во вспомогательной ванне и запоминают в одном из запоминающих устройств. При попадании изделия в многопозиционную рабочую ванну его площадь за счет наличия сумматора прибавляется к площади изделий, уже находящихся в ванне, и на блоке питания устанавливается ток, необходимый ,для поддержания требуемой средней плотности тока .
Однако данное устройство не обеспечивает автоматического задания тока в нескольких ваннах и при последо ват ель ноМ- проведении нескольких . электрохимических процессов. Кроме того, в нем отсутствуют средства для автоматического згщания , ца каж-i дую сторону изделия в отдельности при нанесении покрытий на плоские изделия .
Цель изобретения - расширение функциональных возможностей устройства путем задания тока в многопозициейных ваннах при последовательном проведении нескольких электрохимических процессов и повышение качества напет сения покрытий на плоские изделия . например на двусторонние печатные платы, путем определения и автоматического задания тока раздельно .на каждой стороне обрабатываемого изделия.
Поставленная цель достигается тем, что устройство, содержащее вспомога-. тельную ванну, измеритель площади .. обрабатываемых изделий, многопозиционные рабочие ванны .с датчиком наличия изделий, блоки питания, систет му запоминающих .устройств .и цифро- . аналоговые преобразователи, выполнено многоступенчатым.с.числом ступе- . ней, равным числу осуществляемых.
электрохимических процессов, при это каждая . ступень содержит буферное заг поминающее .устройство, выход которо-г го соединен с входами .всех: рабочих запоминающих устройств этой ступени, выходы рабочих запоминающих устройст Ксикдой ступени соединены через цифро-аналоговые преобразователи с бло;Кс1Ми питания, а также через коммутатор - с входом буферного запоминающего устройства следуюи|ей ступени, а вход буферного запоминающего устройства первой ступени соединен с выходом запоминающего устройства измерителя площади, причем измеритель площади с запоминающим устройством соег динены с датчиком наличия изделия во вспомогательной ванне, а рабочие запоминающие усфроВстваи коммутатор каждой ступени соединены с датчиками наличия изделия в рабочих ваннах.
При нанесений покрытий на плоские детали каждая ступень содержит два буферных запоминающих устройства, хранящих информацию о площадях противоположных сторон обрабатываемого изделия, два коммутатора для связи с последующими ступенжда, при этом кажда1й датчик нгхличия изделия в рабочей ванне соединен с двумя рабочими запоминающими устройствами, связанными через ци(йэо-аналоговые преобразователи с блоками питания, вход каждого из двух рабочих запоминающих; устройств, связанных с одним датчи-. ком наличия изделия, соединен с вы-г ходом одного из двух различных буфер ных запоминающих устройств этой .ступени, а выходы через два различных . коммутатора - с входами.двух различных буферных.запоминающих устройств следующей ступени, причем каждое буферное запоминающее устройство .пер- . вой .ступени соединено с одним.из двух различных .запоминающих устройств из-, мерителя .площади, .связанных.с датчи-г ком наличия .изделия во .вспомогатель-г ной ванне, .
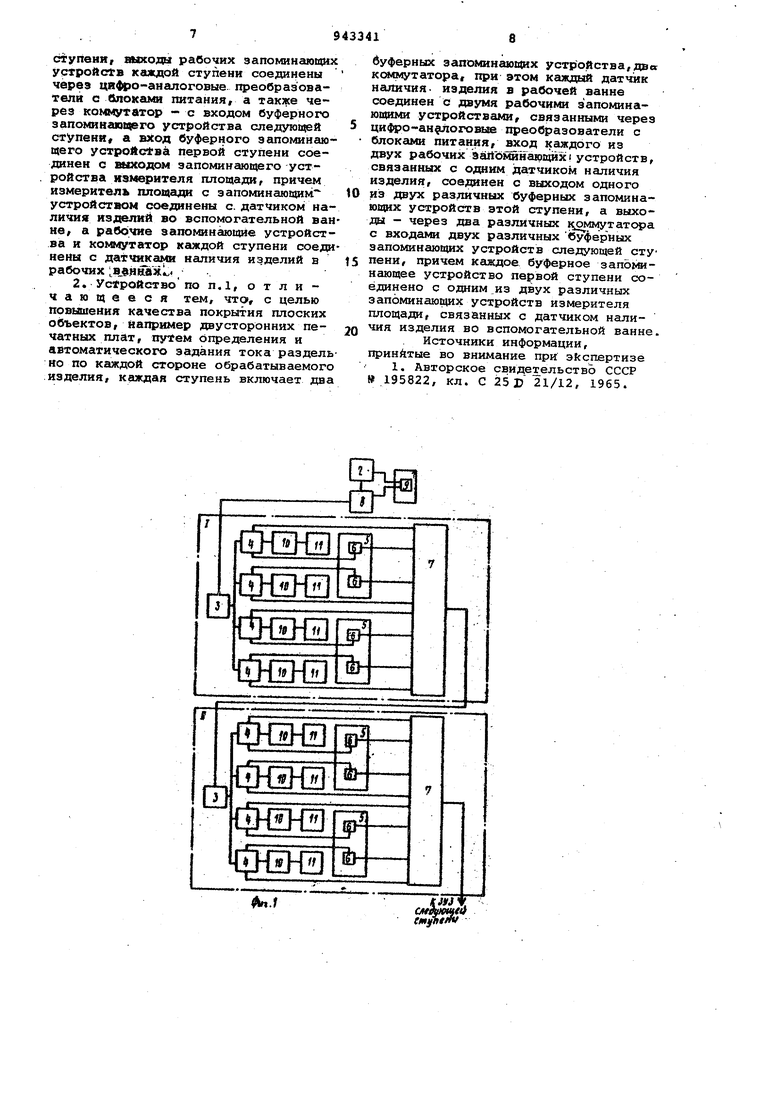
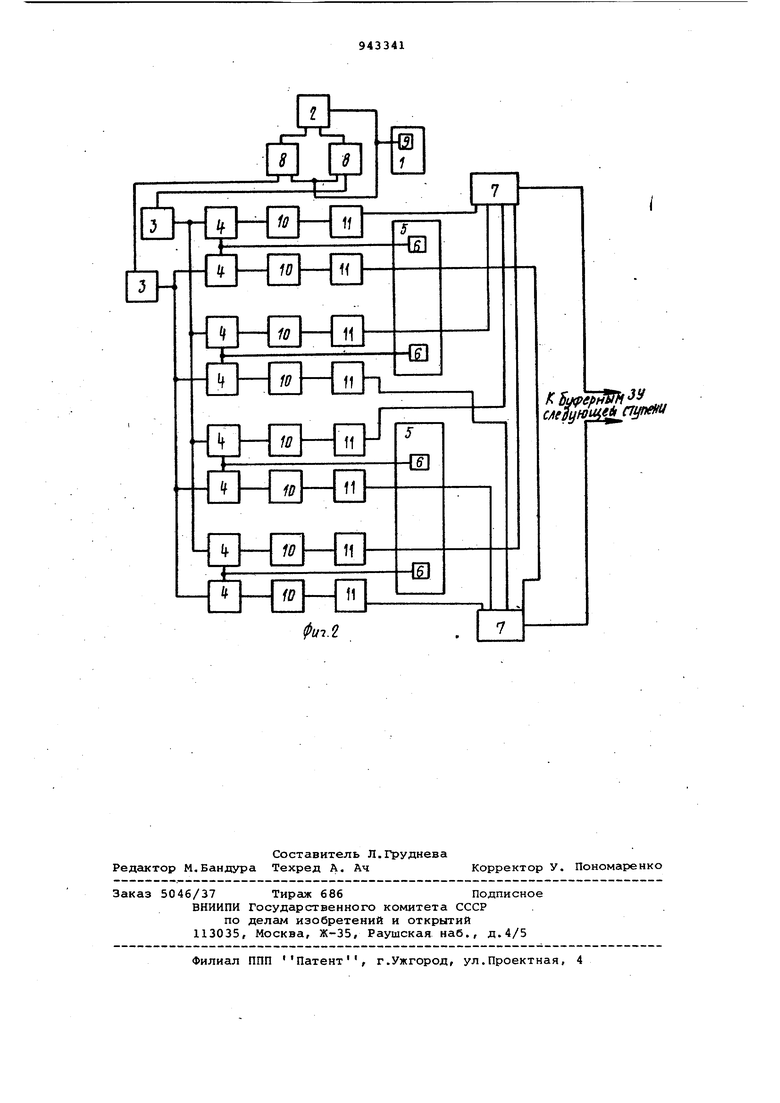
.На фиг,1 представлена блок-схема устройства; на фиг,2 - .то.же, .при нанесении покрытий на плоские детали.
Устройство содержит .вспомогательную ванну 1 и измеритель 2 .площади, . конструкция которого определяется выбранным способом измерения площади изделия. Устройство .выполнено многоступенчатым (в..данном случае..две .ступени V и Н ). Каждая ступень, предназначенйай/для обслуживания.одного электрохимического процесса, содержит буферное запоминающее .устройство 3,выход которого.соединен с входами рабочих запоминающих устройств.4.этой. ступени,.Все запоминающие устройства представляют собой восьмизарядные регистры, выполненные, .например, .на R-S триггерах. Многопозиционные .рабочие ванны 5 снабжены.датчиками б нат
Личия.изделия.на .рабочих позициях соединенными с.рабочими.запоминающк ми устройствами 4 .ступени, .обслужи.взаощ а данный процесс, а также -.с коммутатором.7, Последний соединен с буферн лМ .запоминающим устройством ,3 следующей ступени. Буферное запоминающее устройство 3 первой ступени соединено с запоминающим устройством 8 измерителя 2 .площади, при этом измеритель 2 пло{4ади и запоминающее устройство 8 соединены с датчиком 9 наличия изделий вспомогательной ванны 1, Рабочие запоминающие устройства 4 соединены с входами цифро-аналоговых преобразователей 10, выходы которых соединены с блоками питания 11 1забочих ванн. Блоки питания 11 выполнены, например, в виде управляемых тиристорных источников стабилизированного тока (гальваностатов),
Устройство работает следующим образом.
При загрузке изделия во вспомогательную ванну 1 по сигналу датчика 9 наличия изделий включается измеритель 2 площади и результат измерения записывается в запоминающее устройство 8 измерителя 2 .площади. При выгрузке изделия из вспомогательной ванны 1 по сигналу датчика, Ъ наличия изделий информация о .площади изделия переписывается из запОминсцощего устройства 8 измерителя .2 .площади в буферное запоминающее устройство 3 .первой ступени, после чего устройство готово к. измерению площади следующего изделия, При загрузке изделия на рабочую TIQзицию одной из .многопозиционных рабочих ванн.5 по сигналу датчика 6 наличия изделия в рабочей ванне 5 зна-. чение площади изделия переписывается в рабочее запоминающее.устройство 4, связанное с этим.датчиком наличия изделия, а буферное запоминающее устройство .3 освобождается для записи следующего.результата измерения. Цифро-аналоговый .преобразователь 10 прет образует информацию о .площади в управляющий аналоговый сигнал, который.подается на блок Низанияг11, и через. . изделие пропускается.ток,.По окончании процесса по .сигналу датчика.б . . наличия изделия коммутатор 7 осуществ ляет связь рабочего запоминающего устройства 4 .с .буферным.запоминающим устройством 3 следующей ступени, и информация о площади передается.в это.буферное запоминающее устройство, Работа второй ,и .последующих ступеней устройства осуществляется аналбгично,
При нанесении покрытий на плоские изделия.(фиг,2) каждая ступень содержит два буферных запоминающих устроит ства 3 .и .рабочие запоминающие устройства 4, Многопозиционные.рабочие ванны 5 снабжены .датчиками 6 наличия изт делий,.каждый из которых соединен с.
парой .рабочих запоминающих.устройств 4, св язанных .через цифро-аналоговые цреобразователи Ю с блоками питания 11, отрицательнйе полюса которых соединены с покрываемым изделием. Вход каждого из двух рабочих запоминающих устройств 4, связанных с одним да.тчиком б Нсшичия, соединены с выходом одного из двух различных буферных запоминающих устройств 3. Коммутаторы 7 обеспечивают связь между ступенями, при этом выходы каждой пары ра(бочих запоминающих устройств 4 соединены через два различных коммутатора 7 с входами двух различных буферных запоминающих устройств 3 следующей ступени. Каждое буферное запоминацощее устройство 3 первой ступени соединено с одним из двух запоминающих устройств 8 измерителя
2площади. В этом случае устройство работает следующим образом.
При загрузке изделия во вспомогательную ванну 1 .по сигналу датчика 9 наличия измеритель 2 площади осуществляет измерение площади изделия. Если конструкция измерительной площади не позволяет проводить раздельное измерение площади по сторонам, соотношение площадей сторон вводится оператором. Информация о площадях .сторон запоминается в двух запоминающих устройствах 8. При выгрузке изделия, из ванны по сигналу датчика 9 наличия изделия информация из обоих запоминающих устройств 8 переписываеся в два буферных запоминающих устройства 3 первой ступени, после чего устройство готово к измерению площади следующего изделия. При загрузке изделия в рабочую ванну 5 по сигналу датчика б наличия изделия икформация из каждого буферного запоминающего устройства 3 переписывается в одно из двух различных рабочих запоминающих устройств 4, связанных с этим датчиком наличия. Цифро-аналоговые преобразователи 10 преобразуют информацию о площадях сторон в управляющий аналоговый сигнал, и на блока питания 11 устанавливаются токи, обепечивающие необходимую плотность ток по каждой стороне изделия в отдельно ти. По окончании процесса по сигналу датчика б наличия изделия коммутаторы 7 осуществляют связь рабочих запоминающих устройств 4 с одним из двух буферных запоминающих устройств
3следующей ступени, в которые переписывается информация о площадях сторон, используемая для проведения последующих электрохимических процессов. Работа второй и последующих сту пеней осуществляется аналогично.
Выполнение устройства многоступен|Чатым и предложенная связь между (ступенями позволяет передавать информацию о площади изделия одновременно с переходом изделия из вспомогательной ванны в рабочую и, далее, из одной рабочей ванны в другую при последовательном проведении нескольких электрохимических процессов, что расширяет функциональные возможности устройства. Соединение рабочих ЗУ с датчиками наличия изделий на рабочих позициях обеспечивает переход информации на рабочее ЗУ, обслуживающее именно данную позицию, а связь кгикдого рабочего .ЗУ с блоком питания позволяет задать нужный ток на изделие, находящееся на этой позиции. Таким образом обеспечивается обслуживание большого количества многопозиционных рабочих ванн, что также расширяет функциональные возможности устройства.
Наличие в каждой ступени устройства двух буферных запоминающих усройств (ЗУ) и связь каждого датчика наличия изделия с двумя рабочими ЗУ обеспечивает хранение и передачу информации о площади противоположных сторон изделия, что позволяет выставить на блоках питания требуемый ток по каждой стороне в отдельности.
Применение данного устройства в промышленности обеспечит автоматическое задание тока на большом количестве блоков питания, что существенно облегчит обслуживание линий нанесени электролитических покрытий и повысит производительность труда. Измерение площади изделий во вспомогательной ванне обеспечит высокую точность измерения площади, так как в этой ванн могут быть созданы оптимальные условия для измерения. Это снизит процен брака, что позволит получить годовой экономический-эффект 1023 тыс.руб.
Формула изобретения
1, Устройство для автоматического задания тока в процессе нанесения электролитических покрытий, содержащее вспомогательную ванну, измеритель площади обрабатываемых изделий, многопозиционные рабочие ванны с дгСтчи-. ками наличия изделий, блоки питания, систему запоминающих устройств и цифро-аналоговые преобразователи., о т-личающееся тем, что, с целью расширения функциональны х возможностей устройства путем задания тока в многопозиционных ваннах при последовательном проведении нескольких электрохимических процессов, оно выполнено многоступенчатые с числом. ступеней,, равньм числу осуществляемых электрохимических процессов, при этом каждая ступень содержит буферное запоминающее устройство, выход которого соединен с входами всех рабочих запоминающих устройств этой
ступени, мяходы рабочих запоминающих устройс в каждой ступени соединены через ця о-аналоговые. преобразователи с влокгши питания, а также через коммутатор - с входом буферного запоминашцего устройства следующей ступени, а вход буферного эапомингиощего устройс ва первой ступени соединен с выходом запоминающего устройства измерителя площади, причем измеритель площади с запоминающим устройством соединены с. датчиком наличия изделий во вспомогательной ванне, а рабочие запоминающие устройства и коммутатор каждой ступени соеданены с датчиками наличия изделий в рабочих ,Bjt.HHaxL,
2. Устройствопо пЛ, отличающееся тем, что, с целью повышения качества покрытия плоских объектов, например двусторонних печатных плат, путем определения и автоматического задания тока раздельно по каждой стороне обрабатываемого изделия, каждая ступень включает два
буферных запоминаюшх устройства, два каммутаторАг при этом каждый датчик наличия- изделия в рабочей ванне соединен с двумя рабочими запоминающими устройствами, связанными через ци(1фо-ан оговые преобразователи с блоками питания, вход каждого из двух рабочих эайоШнающихI устройств, связанных с одним датчиком наличия изделия, соединен с выходом одного из двух различных буферных запоминающих устройств этой ступени, а выходы - через два различных 1 оммутатора с входами двух различных Ьуферных запоминающих устройств следующей сту 5 пени, причем каждое буферное зaпo в нающее устройство первой ступени соединено с одним из двух различных запоминающих устройств измерителя площада, связанных с датчиком наличия изделия во вспомогательной ванне.
Источники информации, принятые во внимание при skcnepiHse
1. Авторское свидет ельство СССР 195822, кл. С 25Р 21/12, 1965.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения содержания органических примесей в воде | 1990 |
|
SU1804624A3 |
| Хронопотенциометр | 1981 |
|
SU1000881A1 |
| Устройство для задания толщины гальванических покрытий | 1985 |
|
SU1298266A1 |
| Устройство для автоматического измерения и регулирования плотности тока в гальванической ванне | 1980 |
|
SU953015A2 |
| СПОСОБ И ПРИБОР ИДЕНТИФИКАЦИИ МЕТАЛЛА ИЛИ СПЛАВА | 2012 |
|
RU2499253C1 |
| Система управления многопроцессной линией гальванопокрытий | 1988 |
|
SU1534105A1 |
| Низкочастотный измеритель комплексных проводимостей | 1977 |
|
SU676945A1 |
| Способ регулирования средней плотности тока при гальванообработке | 1989 |
|
SU1650794A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО ЗАДАНИЯ ТОКА В МНОГОПОЗИЦИОННОЙ ГАЛЬВАНИЧЕСКОЙ ВАННЕ | 1967 |
|
SU195822A1 |
| Электрогидравлическая следящая система стенда | 1985 |
|
SU1272820A1 |
г-
Б
