Станки для ремонта внутренней бортовой части автопокрышек методом горячей вулканизации с нрнмеменнем обогреваемых паром внутренних упоров и рычажного зажима известны.
Однако существующие станки и устройства для тех же целей не создают достаточного давления на ремонтируемы участок, не обесиечиваЕОт строго локализованного нагрева и обладают низкой производительностью.
Отличительная особенность предлагаемого станка состоит в том. что он снабжен самоустанавливаюищмся рычажио-ииевмати.ческим зажимом, выполненным в виде пневмоцилипдра, устаповлеииого в нижней части стаиипы, к щтоку которого монтированы тяги с серьгами, несущими прижимные качалки.
Предлагаемый станок новыщает производительность, позволяет вулканизировать только поврежденный участок, получая высокое давление ирижпма, заводимого до любого заданного значения.
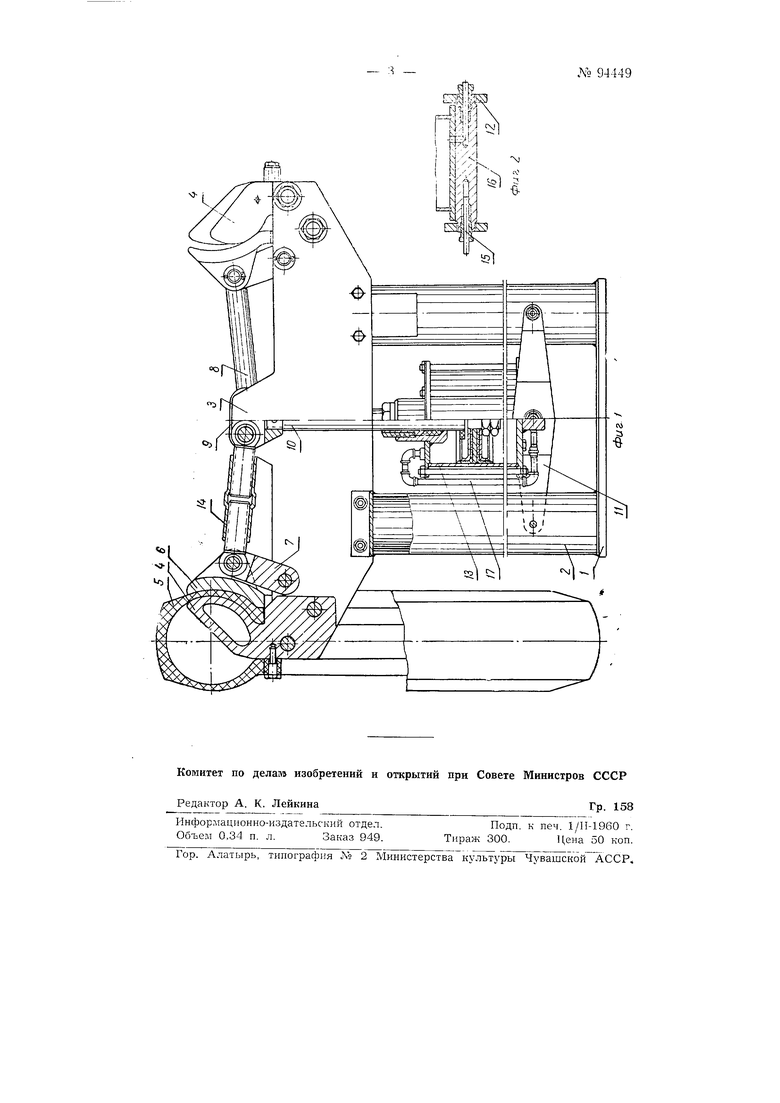
На фиг. 1 изображен станок, вид спереди с частичным разрезом; на фиг. 2-днище и цапфы пневмоцилиндра в разрезе.
Станок состоит из станины 1 с приваренными к пей колоннамитрубами 2, к которым на болтах крепятся две параллельпые щеки 3. На концах щек укреплены па болтах два полых упора 4, обогреваемых изнутри паром. Эти упоры имеют внещнюю форму, соответствующую очертанию внутренней полости покрыщки и могут сменяться в зависимости от размера надеваемых на них ремонтируемых покрьппек. К этим упорам покрышка 5 прижимается самоустанавливающимися качалками 6.
Качалки 6 щарнирио прикреплены к щекам 3 с помощью серег 7 и в то же время щарнирно, через тягу 8, соединены с головкой 9 щтока 10 цилиндра.
J 91449- 2 -
К колоннам 2 станины, в ее части, нрикренлены болтами две траверсы И, между которыми на цанфах 12 укренлен свободно качающнйся пневмоцилиндр 13 со штоком 10.
Такая установка цилиндра нозволяет ему самоустанавливаться при зажиме покрышек, в зависимости от их размеров и длины тяг 8, которую можно регулировать с помош,ью стяжной муфты 14 с нравой и левой резьбой. Через 15, цанфы 12, дно 16 в верхнюю и нижнюю часть цилиндра подводится сжатый воздух давлением 6-8 атм. В верхнюю часть цилиндра воздух иодводится через трубку 17, а в нижнюю-через отверстие в днииае. К унорам 4 нодводится нар, нагревающий их до необходимой для вулканизации температуры.
Работа станка происходит следуюшим образом. При включении сжатого воздуха в верхнюю часть цилиндра 13, шток 10 начнет опускаться вниз и иотянет за собой тяги 8, которые, в свою очередь, повернут качалки и оттянут их от уноров, образовав щелн, необходимые для надевания на уиоры нокрышек.
После того, как покрышки надеты на уноры 4, в нижнюю часть цилиндра подается воздух. Шток при этом поднимается кверху и зажимает с помощью тяг 8 покрышки между уиорами и качалками. Станок приводится в действие через пусковой клапан обычной конструкции или, например, через регулятор цикла КЭП-10.
Предмет и з о б р е .т е н и я
1.Станок для ремонта внутренней бортовой части автопокрышек методом горячей вулканизации с применением обогреваемых паром внутренних упоров и рычажного зажима, отличаюшийся тем, что для создания давления на одну или две одновременно вулканизующиеся покрышки он снабжен самоустанавлнвающимся рычажно-пневматическим зажимом, выполненным в виде нневмоцилиндра, установленного в нижней части станины, к штоку которого прикреплены тяги, шарнирно соединенные с серьгами, несушими на себе шарнирно укрепленные прижимиые качалки.
2.Форма выполнения станка по п. 1, о т л и ч а ю ш, а я с я тем, что для регулировки нажимного усилия, тяги выполнены из двхх частей, соединенных стяжной муфтой с правой и левой резьбой.
3.Форма выполнения станка по п. 1, отличающаяся тем, что для целей самоустанавливаемости системы пневмоцилиндр выполнен качающимся на цапфах, служащих одновременно каналами для подвода к цилиндру сжатого воздуха.
f
-4-.i-il:R/
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для ремонта автопокрышек методом горячей вулканизации | 1953 |
|
SU102272A2 |
| Устройство для питания обрезиненными тканями конфекционных станков при изготовлении автопокрышек | 1961 |
|
SU150227A1 |
| Агрегатный станок для обработки отверстий | 1980 |
|
SU1040700A1 |
| Станок для изготовления гнутых коленчатых валов | 1928 |
|
SU25841A1 |
| Станок для разрезания деревянных гнутоклееных блоков | 1983 |
|
SU1122507A1 |
| Станок для формования обувных заготовок на колодке | 1959 |
|
SU121679A1 |
| Станок для обрезки выпрессовок с автопокрышек | 1986 |
|
SU1353652A1 |
| ТЕРМОРАДИАЦИОННАЯ СУШИЛКАВСЕСОЮЗНАЯ | 1970 |
|
SU271375A1 |
| Станок для обрезки выпрессовок автопокрышек | 1980 |
|
SU903199A1 |
| СТАНОК ДЛЯ СБОРКИ АВТОПОКРЫШЕК | 1966 |
|
SU182321A1 |