1
Изобретение относится к трубопрокатному оборудованию, а именно к подвижным станинам рабочих клетей стана холодной прокатки труб.
Известна станина рабочей клети стана холодной прокатки труб, выполненная в виде корпуса и опорных цилиндрических катков, оси которых расположены в расточках корпуса клети 1.
Однако при движении катки не имеют возможности смещаться относительно корпуса клети, в связи с чем всегда имеющие место неточности расположения катков и погрешности геометрической формы направляющих станины приводят к неравномерной нагрузке на катки. Это вызывает неравномерный износ катков и направляющих по длине. Максимальный износ направляющих имеет место в крайних положениях клети, где клети в результате изменения направления движения перемещаются с некоторым проскальзыванием. Появление неровностей на направляющих является источником возникновения в дальнейщем значительных динамических нагрузок, действие которых снижает надежность, и долговечность клети.
плавность ее хода, качество производимых труб.
Известна также станина рабочей клети стана холодной прокатки труб, снижающая износ опор станины и содержащая подвижный от привода корпус, опоры которого выполнены в виде лямбообразных рычажных механизмов, двуплечие рычаги которых соединены с корпусом клети 2.
Недостаток этой станины состоит в том,
Q что при увеличении прямолинейного хода клети с использованием винтовых и подковообразных калибров потребуется значительное увеличение линейных размеров двуплечих рычагов, а следовательно веса и размеров опорных узлов и станины в целом.
15 Наиболее близким техническим решением к изобретению я.вляется станина рабочей клети стана холодной прокатки труб, содержащая соединенные перемычкой две боковые рамы и попарно связанные с каждой
20 из них опорные ползуны в виде разъемных корпусов с промежуточными элементами в виде осей, связывающих обе пары ползунов с рамами 3.
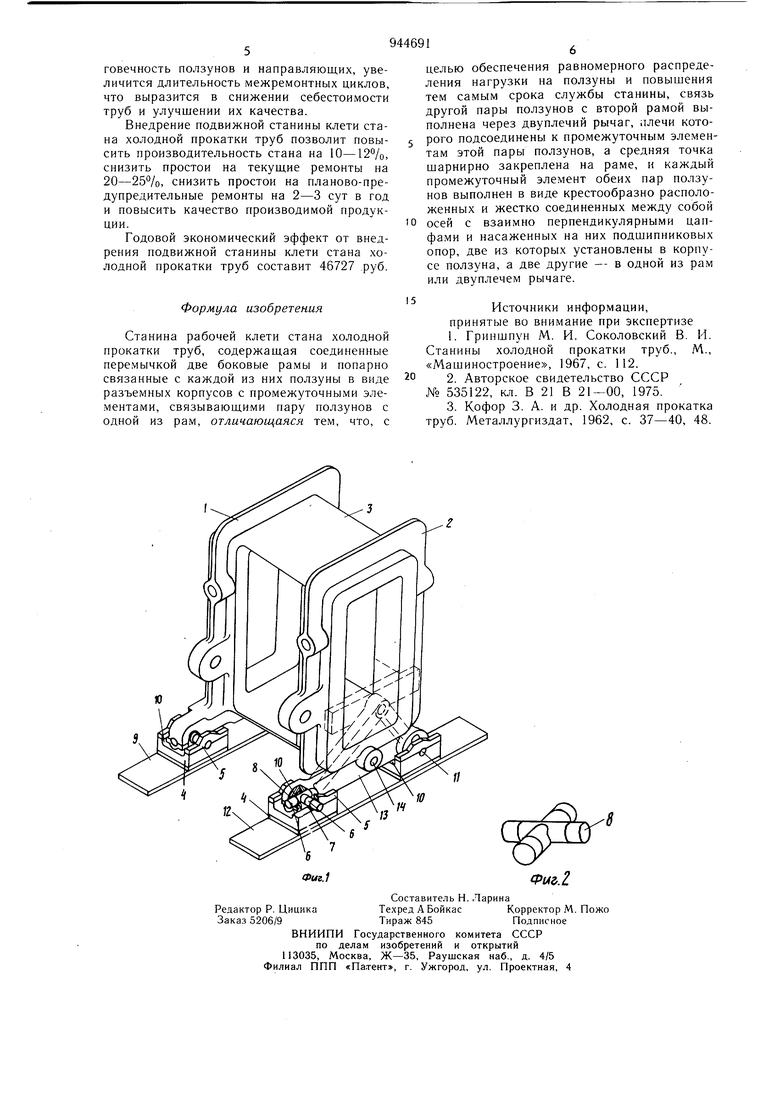
Недостаток известной станины COCTOIST в том, что из-за неточности изготовления элементов опор и их установок усилия реакций распределяются неравномерно на все ползуны, а также на отдельные части их контактирующих поверхностей. При этом резко ухудшаются условия работы и увеличивается износ. Повышенный и неравномерный износ контактирующих поверхностей обуславливает частый ремонт и необходимость замены деталей опор и станины в целом. Кроме того, опоры в виде ползунов уменьщают удельные давления между ползунами и направляющими станины, но из-за значительной длины их предъявляются высокие требования к точности и чистоте их изготовления. Целью изобретения является обеспечение равномерного распределения нагрузки на ползуны и повышения тем самым срока службы станины. Поставленная цель достигается тем, что в станине рабочей клети стана холодной прокатки труб, содержащей соединенные перемычкой две боковые рамы и попарно связанные с каждой из них ползуны в виде разъемных корпусов с промежуточными, элементами, связывающими пару ползунов с одной из рам, связь другой пары ползунов с второй рамой выполнена через двуплечий рычаг, плечи которого подсоединены к промежуточным элементам этой пары ползунов, а средняя точка шарнирно закреплена на раме, и каждый промежуточный элемент обеих пар ползунов выполнен в виде крестообразно расположенных и жестко соединенных между собой осей с взаимно перпендикулярными цапфами и насаженных на них подшипниковых опор, две из которых установлены в корпусе ползуна, а две другие - в одной из рам или двуплечем рычаге. Ввведение в соединение ползунов с рамой двуплечего рычага позволяет в результате шарнирного закрепления его на раме обеспечить одновременное участие обеих пар ползунов в передаче усилий и постоянство статической нагрузки на ползуны независимо от возможных неточностей их изготовления, а выполнение промежуточных элементов ползунов в виде крестообразно расположенных осей с подшипниковыми опорами на них позволяет ползунам самоустанавливаться относительно направляющих станины, чем обеспечивается плотный контакт ползунов станины с ее направляющими без заклинивания в любой момент движения или покоя станины клети, что приводит к долговечности опор и всей станины. На фиг. 1 представлена станина рабочей клети, общий вид; нд фиг. 2 - промежуточный элемент ползуна. Станина рабочей клети стана холодной прокатки труб содержит две боковые рамы 1 и 2, соединеннь1е перемычкой 3 и опорные ползуны по две пары на каждую раму. Ползуны выполнень разъемными каждый в виде корпуса 4 с крышкой 5 и расположенного в нем промежуточного элемента в виде крестообразно расположенных и жестко соединенных между собой осей 6 с взаимно перпендикулярными цапфами и насаженных на них подшипниковых опор 7 и 8. Рама 1 с парой ползунов, установленных на направляющей 9, соединена промежуточными элементами путем выполнения в корпусе 4 каждого ползуна углубления 10 и соосйых гнезд 11 под цапфы для размещения в них крестообразно расположенных осей с насаженными на их взаимно перпендикулярные цапфы подшипниковых опор 7 и 8, при этом опоры 7 установлены в гнездах 11 корпуса ползуна, а две другие соосные опоры 8 Б раме 1. Связь рамы 2 с другой парой ползунов, установленных на направляющей 12, выполнена через уравнительный двуплечий рычаг 13, каждое плечо которого подсоединено посредством подшипниковых опор 8, размещенных в его соосных гнездах к соосным цапфам осей промежуточного элемента, а средняя точка рычага шарниро.м 14 закреплена на раме 2. Положение шарнира рычага на раме выбирается конструктивно в зависимости от конструкции клети привода валков и выполнения других узлов стана. Пунктиром показано другое возможное размещение шарнира 7 и рычага 15. В процессе работы станина клети приводится в возвратно-поступательное движение кривошипно-ползунным механизмом (не показан). При движении двух пар ползунов 4 по направляющим 9 и 12 в результате имеющих место отклонений в размерах ползунов и неточностей их установки изменяется относительное расположение ползунов. Наличие уравнительного двуплечего рычага 13, который может поворачиваться относительно рамы 2 в результате его шарнирного крепления к ней, обеспечивает одновременнное участие всех четырех ползунов в передаче усилий и постоянство статической нагрузки на ползуны независимо от возможных неточностей изготовления и сборки. Нагрузка рам станины и двуплечего рычага 13 передается на ползуны через крестообразно расположенные оси 6, что позволяет ползунам самоустанавливаться относительно направляющих. В результате опорная поверхность ползунов плотно прилегает к поверхности направляющих без появления защемлений, заклинивания или кромочного контакта в любой момент движения или покоя клети. Предлагаемая подвижная станина клети стана холодной прокатки труб позволяет равномерно распределять нагрузки между всеми ползунами, исключать возможность перегрузки какого-либо из опорных звеньев. В результате повысится надежность и дол
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2385779C1 |
| Подшипниковая опора | 1979 |
|
SU831238A1 |
| Привод клети стана холодной про-КАТКи ТРуб | 1979 |
|
SU816594A1 |
| Рабочая клеть многониточного стана холодной прокатки труб | 1974 |
|
SU486822A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2397033C1 |
| Стан холодной прокатки труб | 1989 |
|
SU1715464A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ. | 2013 |
|
RU2532214C1 |
| Прокатный стан | 1989 |
|
SU1724400A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ КОРЖОВА Н.Н. | 1992 |
|
RU2061565C1 |
| Уравновешивающее устройство инер-циОННыХ Сил CTAHA ХОлОдНОй пРОКАТКиТРуб | 1979 |
|
SU831237A1 |
