Изобретение относится к области черной металлургии и может быть использовано при непрерывной и полуне прерывной разливке металлов в крупные слитка для кузнечного и прокатного производства, а также в расходуемые электроды для электрошлаково го переплава. Известен способ непрерывной и по лунепрерывной разливки металлов, .уменьшающий глубину жидкой фазы и, следовательно, глубину усадочной ра ковины. Этот способ включает введение затравки в кристаллизатор, заливку в него жидкого металла, много кратное введение в процессе разливки охлаждаемой пробки в контакт с верхней частью слитка и вытягивание слитка. Однако при таком способе разливки при отводе охлазадаемой про-бки от охлажденного ею и затвердевшего поперечного слоя последний окисляется кислородом воздуха прежде, чем он будет залит жидким металлом. Это. приводит к образованию в слитке пор и поперечной слоистости.; Таким образом, указанный способ разливки, уменьшая недостатки, связанные с усадочной раковиной, ухудшает качество слитков за счет образования в них пор и поперечной слои тости. Известен способ непрерьшной и полунепрерывной разливки металлов, В котором слиток формируется пзтем периодического намораживания слоев, полностью перекрывающих поперечное сечение слитка и непосредственно контактирующих с охлаждающей поверх ностью. Однако этот способ не позво ляет получить качественный слиток. Известен также способ непрерывно разливки металлов, включающий введение затравки в наружный кристалли затор, заливку в него жидкого метал ла, охлаждение наружным кристаллиза тором вертикальных наружных слоев ,,слитка и внутренним кристаллизаторо поперечных слоев его и вытягивание слитка. При этом способе разливки улучше ние качества слитков и увеличение выхода годного получают за счет охлаждения внутренним кристаллизаторо поперечных слоев слитка. Однако корка слитка, дно его и поперечные слои слитка, охлажденные 22 внутренним кристаллизатором, не образуют сплошной зоны затвердевания. Это вызвано тем, что металл, охлажденный внутренним кристаллизатором, прилипает к его охлаждающей поверхности, образуя трудно удаляющуюся самопроизвольно корку, которая значительно уменьшает тепловой поток от жидкого металла к внутреннему кристаллизатору, что затрудняет охлаждение внутренних слоев жидкого металла в слитке и на дает сзтцественного уменьшения глубины жидкой фазы и, следовательно, глубины усадочной раковины. Другой причиной этбго является также установка затравки перед разливкой на произвольной расстоянии от охлаждающей поверхности внутреннего кристаллизатора и неопределенная скорость вытягивания слитка, не учитывающая параметры жидкого металла и процесса его охлаждения . Цель изобретения - улучшение качества слитков и увеличение выхода годного. Достигается поставленная цель за счет того, что вытягивание слитка осуществляют со скоростью V, определяемой по соотношению v (0,8-1,0).:), .где q - тепловой поток от жидкого металла к охлаждающей поверхности внутреннего кристаллизатора, ккал/м мин{ с - удельная теплоемкость жидкого металла,ккал/кг-град-{ J - плотность жидкого металла, м Тр - температура разливаемого металла, град} Тр - температура затвердевания, при этом внутреннему кристаллизатору сообщают движение в плоскости, перпендикулярной продольной оси слитка. На чертеже представлена схема реализации предложенного способа. Способ осуществляют следующим образом. В наружный кристаллизатор 1 вводят затравку 2 и устанавливают ее относительно внутреннего кристаллизатора 3 с зазором, обеспечивающим затвердевание подводимого в него металла. Заливают жидкий металл в наружный кристаллизатор до заданного уровня. Слиток вытягивают со скоростью, обеспечивающей образование сплошной зоны затвердевания металла под охлаждающей поверхностью внутреннего кристаллизатора. Нижний предел скорости вытягивания ограничивается требуемой производительность процесса и необходимостью разливки из сталеразливочного ковша определенной емкости за определенное время.
В процессе разливки внутреннему кристаллизатору сообщают движение в плоскости, перпендикулярной продольной оси слитка. Это движение может быть плоско-параллельным, возвратнопоступательным или вращательньм. Благодаря этому движению устраняется прилипание затвердевшего металла к охлаждающей поверхности внутреннего кристаллизатора, что улучшает проникновение жидкого металла под охлаждающую поверхность внутреннего кристаллизатора и способствует боле интенсивному его охлаждению за счет перемешивания.
Ниже приведен пример конкретного осуществления способа разливки.
Отливаем способом полунепрерывной разливки слиток длиной Н 10 м квадратного поперечного сечения со стороной dfl 80 см.
Материал слитка - сталь 10.
Температура разливаемого металла Тр .
Температура затвердевания металла TO .
Плотность жидкой стали у - 7000 кг/м.
Удельная теплоемкость с 0,2 ккал/кг-град.
Тепловой поток q 2-10 ккал/м ч 3,33-10 ккал/м-мин.
Коэффициент затвердевания К 3 см/мин 0,5.
Время между началом заливки жидкого металла в кристаллизатор и началом вытягивания слитка 3 мин.
В соответствии с этими данньыи затравку перед разливкой устанавливают с зазором относительно охлаждающей поверхности внутреннего кристаллизатора, не превышающим:
hi К 5,2 см. Слиток вытягивают со скоростью, не превьппающей значения
V (0,8-1,0)
с-у-(Тр-Т„) 3,33-10
0,2.7000-(1620-1510) 0,173-0,216 м/мин. .
Применение предлагаемого способа разливки позволит существенно улучшить качество слитков, значительно увеличить выход годного и обеспечит большую однородность структуры металла по поперечному сечению.
Кроме того, применение предлагаемого способа разливки позволит уменьшить высоту установок непрерывной разливки за счет упрощения конструкции и сокращения зоны вторичного охлаждения, а также исключить прорывы корки слитка, т.е. обеспечит безаварийную работу уста-, новок разливки металлов.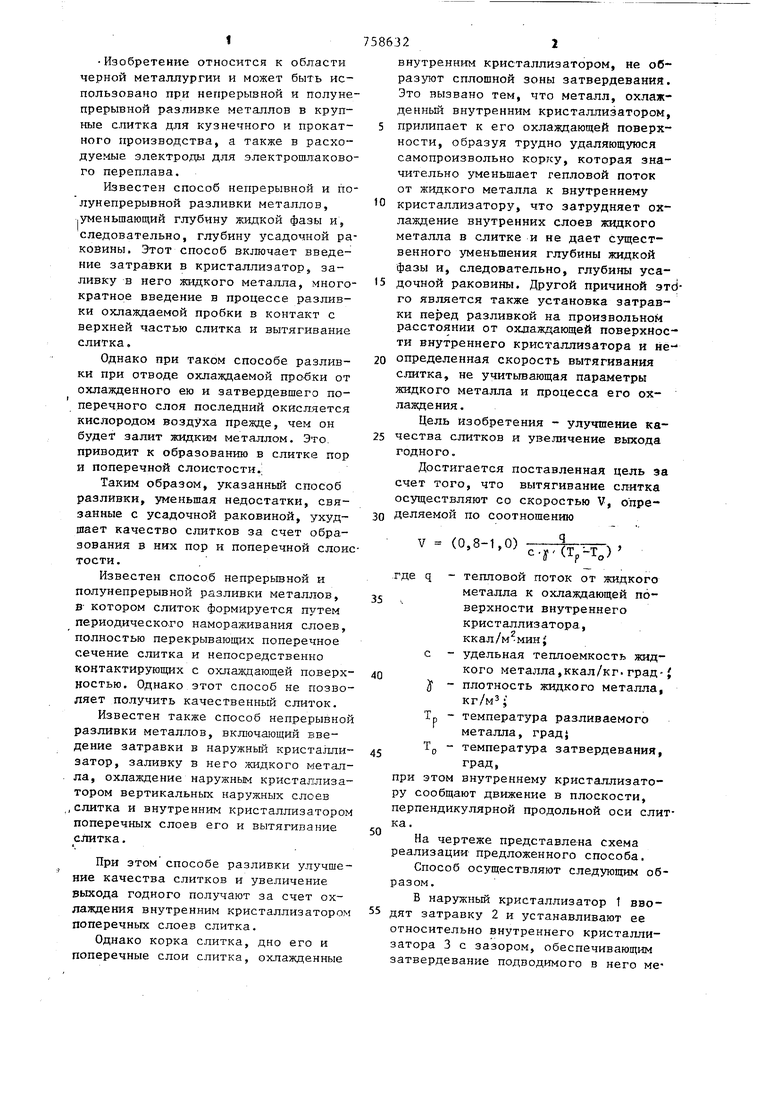
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ охлаждения непрерывно-литых и полунепрерывнолитых слитков | 1981 |
|
SU1018782A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ СОСТАВНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2097164C1 |
| Способ вертикального непрерывного литья мерных заготовок | 1986 |
|
SU1424948A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛА | 2004 |
|
RU2245754C1 |
| СПОСОБ ЛИТЬЯ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2005 |
|
RU2309814C2 |
| МАШИНА ДЛЯ МНОГОРУЧЬЕВОЙ ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1980 |
|
SU1042235A1 |
| Способ отливки слитков на вертикальных установках полунепрерывной разливки | 1980 |
|
SU952418A1 |
| Способ полунепрерывного литья никеля | 1989 |
|
SU1678509A1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1995 |
|
RU2103105C1 |
| Способ горизонтальной непрерывной разливки металлов | 1983 |
|
SU1138233A1 |
СПОСОБ НЕПРЕРЫВНОЙ И ПОЛУНЕПРЕРЬШНОЙ РАЗЛИВКИ МЕТАЛЛОВ, включающий введение затравки в наружный кристаллизатор с зазором относительно донной поверхности внутреннего кристаллизатора, заливку металла и непрерьгоное вытягивание слитка, отличающийся тем, что. с целью улучшения качества слитков и повьш1ения выхода годного, вытягивания слитка осуществляют со скоростью V, определяемой по соотношению ) V 
| Патент США № 3658116, кл | |||
| Способ получения суррогата олифы | 1922 |
|
SU164A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 0 |
|
SU231070A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1972 |
|
SU435052A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
