1
Изобретение относится к области непрерывного литья металлов, наиболее эффективно оно может быть использовано на роторных литейных машинах непрерывного литья цветных металлов и сплавов.
Известен роторный кристаллизатор для непрерывного литья металлов, в котором на боковых дисках литейного колеса установлены подпружиненные рычаги, упирающиеся в выступы, выполненные на ленте fllОднако устройство требует применения ленты со специальными выступами, и, кроме того, не исключается вероятность осевого смещения ленты из-за периодического ее нагрева, производящего в ней местные поводки и прогибы в поперечном и продольном направлениях.
Известна также литейная машина роторного типа, которая содержит литейное колесо, холостое и натяжное колеса с бесконечной лентой, которая
в промежутках между колесами помещена в две обоймы, укрепленные на общей траверсе, каждая из которых может шарнирно поворачиваться 2j.
Эта конструкция литейной машины с устройством для центрирования ленты не обладает достаточной чувствительностью. Кроме того, в обоймах края ленты изнашиваются,что уменьшает ее срок службы.
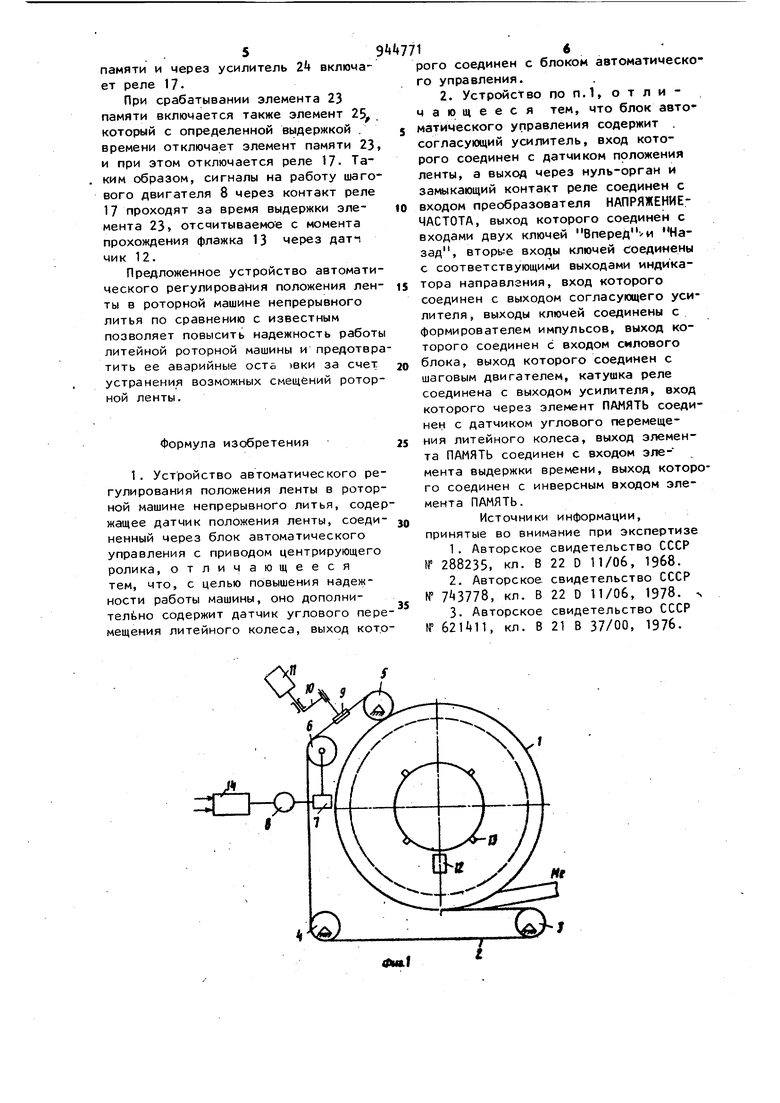
Наиболее близким к изобретению является устройство для автоматического центрирования полосы, содержа,5 щее датчик положения ленты, соединенный через блок автоматического управления с приводом центрирующего ролика t3J20 Недостатком известного устройства является отсутствие учета време ни транспортного запаздывания при . регулировании, связанного с перемещением полосы. 39 Целью изобретения является повышение надежности работы литейной машины, , Эта цель достигается введением привода центрирующего ролика от шаг вого двигателя, датчика положения ленты и датчика углового перемещения литейного колеса, которые соединены с блоком автоматического управления, в состав которого входит сог1:1асующий усилитель, вход которого соединен с датчиком положения ленты, а выход через нуль-орган и замыкающий контакт реле - с входом, перобразователя НАПРЯЖЕНИЕЧАСТОТА, выход которого соединен с входами двух ключей Вперед и Назад, вторые входы ключей соединены с соответствующими выходами индикат ра направления, вход которого соединен с выходом согласующего усилит ля , выходы ключей соединены с форми рователем импульсов, выход которого .соединен с входом силового блока, в выход которого соединен с шаговым двигателем; катушка реле соединена с выходом усилителя, вход которого через элемент ПАМЯТЬ соединен с дат чиком углового перемещения литейного колеса, с выходом элемента память соединен вход элемента выдержк времени, выход которого соединен с инверсным входом элемента ПАМЯТЬ. Такое конструктивное выполнение устройства системы автоматического регулирования положения ленты в роторной литейной машине непрерывного .литья позволит удерживать бесконечную ленту в среднем положении, преп ствуя ее сползанию в ту или другую сторону.. В результате повышается на дежность работы литейной машины бла годаря тому, что лента в процессе р боты стабильно перекрывает литейное колесо и исключает возможность прор ва металла между лентой и бандажом, таким образом предотвращаются непредвиденные аварийные остановки лит ной машины. На фиг.1 изображена кинематическая схема литейной роторной машины непрерывного литья; на фиг. 2 - бло схема системы автоматического регулирования положения ленты в роторно машине непрерывного литья. Устройство состоит из литейного колеса 1 с бесконечной лентой 2, натяжного ролика 3, поддерживающих роликов 4 и 5, центрирующего ролика 4 6, червячного редуктора 7, шагового двигателя 8, следящего ролика 9 с кинематической связью 10 и датчика 11 положения ленты, датчика 12 углового перемещения литейного колеса с расположенными на колесе флажками 13 и блока 14 автоматического управления, который содержит согласующий усилитель 15, нуль-орган 16, реле с замыкающим контактом 17, преобразователь 18 напряжение - частота, ключи 19 и 20, индикатор 21 направления, формирователь 22 импульсов, элемент 23 памяти, усилитель 2, элемент 25 выдержки времени и силовой блок 26. Устройство работает следующим образом. При смещении ленты 2 с продольной оси литейного колеса 1 следящий ролик 9 перемещается и через кинемати,ческую связь 10 воздействует на датчик 11 фюложения ленты, аналоговый сигнал которого поступает на согласующий усилитель 15- Сигнал с выхода усилителя 15 поступает на вход нуль-органа 16. При превышении порога срабатывания нуль-органа 16 напряжение с его выхода через замыкающий контакт реле 17 поступает на вход преобразователя 18 напряжение - частота, который преобразует аналоговый сигнал в соответствующую частоту следования импульсов, которые поступают на входы ключей 19 Вперед и 20 Назад. На вторые входы этих ключей сигнал, открывающий соответствующий ключ, поступает с выхода индикатора 21 направления, который в зависимости от знака напряжения на выходе согласующего усилителя 15 подает сигнал на ключ 19 Вперед или на ключ 20 Назад, а с выхода ключей 19 и 20 импульсы поступают на формирователь 22 импульсов, который в определенной последовательности выдает импульсы на силовой блок 2б, который в определенной последовательности включает обмотки шагового двигателя 8. Шаговый двигатель 8 через редуктор 7 перемещает центрирующий ролик 6 таким образом, что лента 2 возвращается в среднее положение. При этом сигнал с датчика 11 положения ленты уменьшается до нуля, и шаговый двигатель 8 останавливается. Датчик 12 углового перемещения литейного колеса при прохождении флажка 13 своим сигналом включает элемент 23 памяти и через усилитель 2k включает реле 17. При срабатывании элемента 23 памяти включается также элемент 25. который с определенной выдержкой . времени отключает элемент памяти 23, и при этом отключается реле 17- Таким образом, сигналы на работу шагового двигателя В через контакт реле 17 проходят за время выдержки элемента 23 отсчитываемое с момента прохождения флажка 13 через датч чик 12. Предложенное устройство автоматического регулирования положения ленты в роторной машине непрерывного литья по сравнению с известным позволяет повысить надежность работы литейной роторной машины и предотвра тить ее аварийные оста )вки за счет устранения возможных смещений роторной ленты. Формула изобретения 1. Устройство автоматического регулирования положения ленты в роторной машине непрерывного литья, содер жащее датчик положения ленты, соединенный через блок автоматического управления с приводом центрирующего ролика, отличающееся тем, что, с целью повышения надежности работы машины, оно дополнител но содержит датчик углового пере мещения литейного колеса, выход котр Э рого соединен с блоком автоматическо го управления. 2. Устройство по п.1, отличающееся тем, что блок автоматического управления содержит . согласующий усилитель, вход которого соединен с датчиком положения ленты, а выход через нуль-орган и замыкающий контакт реле соединен с входом преобразователя НАПРЯЖЕНИЕЧАСТОТА, выход которого соединен с входами двух ключей Вперед /и Назад, вторые входы ключей соединены с соответствующими выходами индикатора направления, вход которого соединен с выходом согласующего усилителя, выходы ключей соединены с формирователем импульсов, выход которого соединен с входом силового блока, выход которого соединен с шаговым двигателем, катушка реле соединена с выходом усилителя, вход которого через элемент ПАМЯТЬ соединен с датчиком углового перемещения литейного колеса, выход элемента ПАМЯТЬ соединен с входом элемента выдержки времени, выход которого соединен с инверсным входом элемента ПАМЯТЬ. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР N 288235, кл. В 22 О 11/06, 1968. 2.Авторское свидетельство СССР № , кл. В 22 D 11/06, 1978. 3.Авторское свидетельство СССР № , кл. В 21 В 37/00, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| Способ определения нагрузочной способности сухих трансформаторов и устройство для его осуществления | 1985 |
|
SU1278732A1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| Устройство автоматического управ-лЕНия СиСТЕМОй ВТОРичНОгО ОХлАждЕНияМАшиНы НЕпРЕРыВНОгО лиТья | 1979 |
|
SU839670A1 |
| Литейно-прокатный агрегат для производства медной литой заготовки | 2016 |
|
RU2643286C1 |
| Устройство для регистрации динамических характеристик колесных транспортных средств | 1973 |
|
SU495579A1 |
| Система автоматизации совмещенного литейно-прокатного агрегата непрерывного действия | 1979 |
|
SU884843A1 |
| Устройство для управления гидравлическим экскаватором | 1989 |
|
SU1778249A1 |
| Устройство для дистанционного управления сварочным током по сварочному кабелю | 1981 |
|
SU1036484A1 |
| РОТОРНЫЙ ДВИГАТЕЛЬ ВНЕШНЕГО И ВНУТРЕННЕГО СГОРАНИЯ | 2000 |
|
RU2202701C2 |

