внутренних дефектов макроструктуры в нвпрерыБНолитых ааготойках.
Цель изобретения - улуч1 еиие качества непрерьшнолитых заготовок за счет снижения количества внутренних трет1ин, , связанных с раздутием заготовки между направляющими и тянущими роликами и повышение надежности направляющих и тянущих роликов.
Поставленная цель достигается тем, что устройство автоматического управления системой вторичного охлаждения заготовки в машине непрерывного литья с многороликовым направляющим и тянуще-правильным устройствами, и двигателями вршдения тянущих роликов, содер-i/.жащее датчики скорости вытягивания, расхода ВОДЬ в зоне вторичного охлаждения соединенные с вычислительным блоком, и систему .регулирования вторичным охлаждением заготовки, дополнительно содержит датч1Ж суммарного, тока двигателей тянущих роликов, причем выход датчика суммарного тока соединен с входом вычислительного устройства, а вычислительный блок содержит два блока дифференцирования, два парафазных усилителя, четыре сумматора, реле времени и задатчик значения 5суммарного тока, элемент И, блок интегрирования, регулятор расхода, причем выход первого блока дифференцирования соединен со входом первого парафаз ного усюштачя, выход парафазного усилителя соединен с первым сумматором, выход этого сумматора соединен с реле времеьш вь1ход второго блока дифференцирования соед1шен со входом второго пара фазного усилителя, выход которого соединен со вторым сумматором, выход сумматора соединен с реле времени, выход которого соединен с первым входом элемента И, второй вход элемента И соедине с выходом третьего сумматора, а выход элемента И соединен с блоком интегрирования, выход которого соединен с четвертьм сумматором, выход которого соеди- нен со входом, регулятора расхода, другой вход регулятора соединен с датчиком расхода воды, а выход - с системой вторичного о слаждения, «ход эада чнка соединен с датчиком скорости, а выХод - с третьим сумматором, вход второго блока дифференцирования соединен с датчиком скорости, а вход первого блока дифференцирования с датчиком суммарного тока и входами третьего и четвертого сумматоров.
Такое устройство автоматического управления системой вторичного охлаждения заготовки в мащине кепрерывного литья обеспечивает улучшение качества непрерывнолитых заготовок благодаря улучшению их макроструктуры за счет снижения количества внутреюшх трещин, связанных с раздутием заготовки между направляющими и тянущими роликами, так как одним из контролируо ых параметров является суммарный ток . двигателей тянущих роликов, характеризующий состояние затвердевшей корочки и протяженность жидкой фазы заготовки.
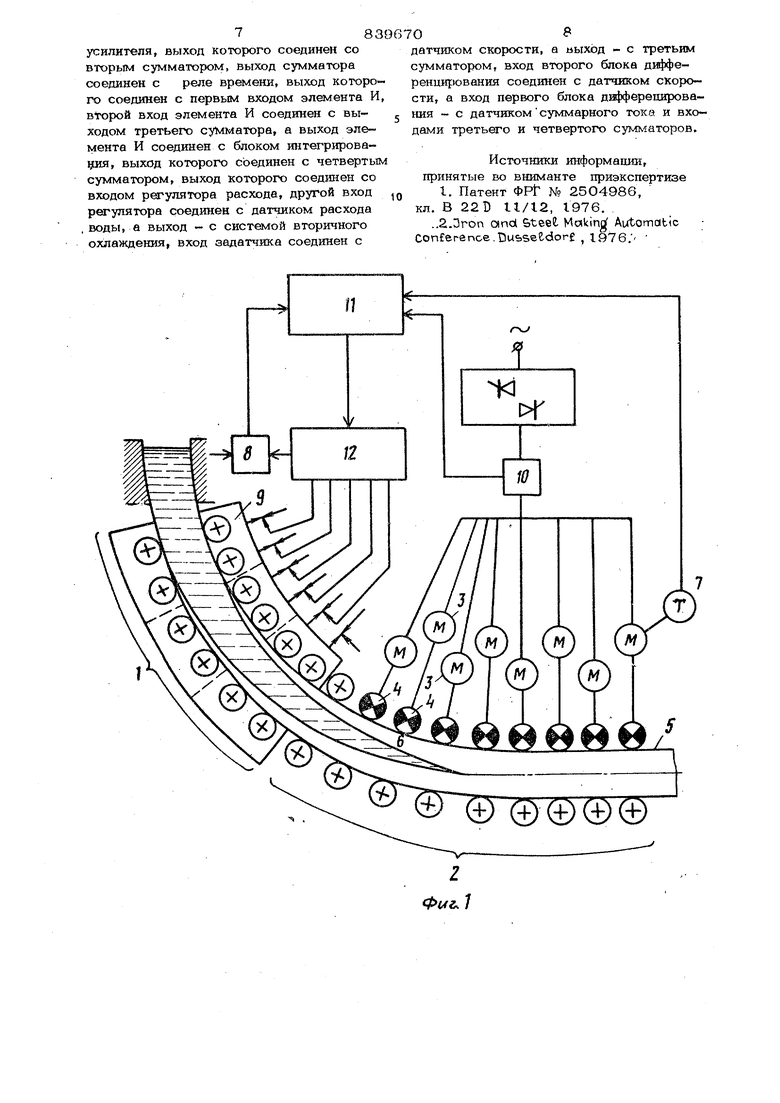
На фиг. I изображена структурная схема автоматического управления системой вторичногохлаждения заготовки; на
фиг. 2 - внутренняя структура вычислителтельного блока.
Устройство автоматического управления системой вторичного охлаждения заготовки в машине непрерывного литья с многороликовым направляющим устройством i и тянуще-направленным устройс гвом 2, включающим двигатели 3 вращения тянущих роликов 4, предназначенных для вытягивания непрерывнолитой заготовки 5, внутри которой на определенном участке имеется незатвердевшая жидкая фаза 6, содержит датчик 7 скорости вытягивания, датчик 8 расхода воды в зоне 9 вторичного охлаждения и датчик Ю суммарного тока двигателей тянущих роликов . Выходы датчиков 7,8 и 10 соединены со входами вычислительного блока 11.
Вычислительный блок имеет три входных канала: скорости вытвягивания, суммар ного тока и расхода охлаждающей воды, входы которых соединены с соответствующими датчиками. Выход вычислительного блока 11 соединен с известной систе - . мой 12 регулирования вторичного охлаждения.
Канал суммарного тока включает блок 13 дифференшфоваюш сигнала суммарного тока, парафазный усилитель 14 и сумматор 15, на второй вход -которого подан сигнал, характеризующий зону нечувствительности канала, а выход соединен с реле 16. Канал скорости включает блок 17 дифференцирования скорости, парафазный усилитель 18 и сумматор 19, на второй вход которого подан сигнал, характериг зукиций зону нечувствительности кацала скорости.
Выходы сумматора 19 соединены с другим выходом поляризованного реле 16, которое включается в момент начала изменения скорости, а отключается при достижении суммарным током нового значения.
Канал регулирования расхода воды содержит сумматор 2О, ключ 21 на элементе И, блок интегрирования рассогласования 22J сумматор 23 основного сигнала задания расхода по скорости и сигнала коррекции по суммарному току, регулятор расхода 24, а также задатчик 25 значения суммарного тока,
Устройство работает следующим образом.
Через многороликовое направляющее устройство I и тянуще правильное устройство 2 с помощью двигателей 3 тянущих роликов 4 вытягиваетсязаготовка 5. В зависимости от скорости вытягивания изменяется протяженность жидкой фазы 6, а также выпучивание затвердевшей корочки между роликами,
Скорость вытягивания измеряется датчиком 7, Расход воды измеряется датчиком 8 в зоне 9 вторичного охлаждения. Суммарный ток двигателей тянущих роликов измеряется датчиком Ю, Выходы дат чиков 7 , 8 и 10 соединены с вычислительным блоком II,
Блок работает следующим образом.
Основным параметром, определяющим задание на расход воды в зоне вторичного охлаждения, является скорость вытягивани Каждому значению скорости вытягивания при оптимальных технологических параметрах соответствует определенная протяженность жидкой фазы, а значит и вели чина суммарного тока, которая при данной скорости должна поддерживаться неизменной при колебаниях различных технологических факторов, в первую очередь температуры металла в ковше,
Если действительное значение суммарного тока отличается от вычисленного заданного значения, напряжение на блока интегрирования начинает изменяться, производя коррекцию заданного значения расхода охлаждающей воды до тех пор, пока вновь не будет достигуто их равенство.
При изменении скорости вытягивания в процессе литья установление новогю значеш я суммарного тока происходит не одЧовременно со скоростью, а через время, необходимое для прохождения слитков пути, равного новому значению длины жидкой фазы.
Вычислительный блок II, производит коррекцию в системе 12 регулирования вторичным охла.кдением на увеличение
яли уменьщение расхода охлаждающей воды и длины участка активного охлаждения заготовки таким образом, чтобы поддерживалась оптимальная величина суммарного тока двигателей тянущих роликов, при которой обеспечивается хорошее качество заготовки, так как при этом поддерживается определенное выпучивание затвердевшей корочки заготовки..
Технико-экономический эффект предлагаемого устройства, заключается в улучшении качества непрерывнолитых заготовок благодаря улучшению их макрострук-. туры за счет снижения количества внутренних трещин, связанньгх с раздутием заготовки между роликами.
Формула изобретения
I, Устройство автоматического управления системой вторичного охланодения машины непрерывного литья с многороликовым направляющим, тянуще правильным устройством и двигателями вращения тянущих роликов, содержащее датчик скорости вытягивания и датчики расхода воды в зоне вторичного .охлаждения,
вычислительный блок и систему регулирования вторичным охлаждением заготовки, отличающееся тем, что, с целью улучшения качества непрерывнолитых заготовок за счет снижения количества внутренних трещин, связанных с раздутием заготовки между направляющим и тянущими роликами и повышения надежности направляющих и тянущих роликов, устройство дополнительно содержит датчик суммарного тока двигателей тянущих роликов, причем выход датчика суммарно тока соединен с входом вычислительного устройства,
2, Устройство поп, I,отличающее с я тем, что вычислительный блок содержит два блока дифференцирования, два парафазных усилителя, четьфе сумматора, реле времени и задатчик значения суммарного тока, элемент И, блок интегрирования, регулятор, расхода npjnieM, выход первого блока дифференцирования соединен со входом первого парафазного усилителя, выход парафазного усилителя соединен с первым сумматором, Выход этого сумматора соед1шен с реле време1и, выход второго блока дифференцироэания соединен со входом второго парафазного усилителя, выход которого соединен со входом второго парафазного
усилителя, выход которого соединен со вторым сумматором, выход сумматора соединен с реле времени, выход которого соединен с первым входом элемента И, второй вход элемента И соединен с выходом третьего сумматора, а выход элемента И соединен с блоком интегркроваijfflffl, выход которого соединен с четвертым сумматором, выход которого соединен со входом регулятора расхода, другой вход регулятора соединен с датчиком расхода . воды, а выход - с системой вторичного охлаждения, вход аадатчика соединен с
датчиком скорости, а ьыход - с третьим сумматором, вход второго блока ди})ференцигювання соединен с датчиком скорости, а вход первого блока ди ерешфования - с датчиком суммарного тока и входами третьего и четвертого сумматоров.
Источники информашш, принятые во вниманте приэкспертизе
I. Патент ФP № 2504986, кл, В 221) 11/12, 1976.
..2.3ГОП СЯП01 Steet Making Automatic Conference.Dubsee.dorf , 1976. 

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭЛЕКТРОПРИВОДОМ ЗОНЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ | 1998 |
|
RU2133651C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭЛЕКТРОПРИВОДОМ ЗОНЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ | 2000 |
|
RU2164836C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220812C2 |
| Устройство для автоматического управления процессом вытягивания заготовки в горизонтальной установке непрерывной разливки металлов | 1980 |
|
SU954165A1 |
| Устройство для управления процессом непрерывного горизонтального литья заготовок | 1982 |
|
SU1100042A1 |
| Устройство для регулирования режима охлаждения непрерывнолитого слитка | 1980 |
|
SU933218A1 |
| Устройство для автоматического управления машиной непрерывного литья заготовок | 1983 |
|
SU1110541A1 |
| Система автоматизации совмещенного литейно-прокатного агрегата непрерывного действия | 1979 |
|
SU884843A1 |
| Способ автоматического управления машиной непрерывного литья заготовок и устройство для его осуществления | 1984 |
|
SU1243891A1 |
| Устройство для непрерывного горизонтального литья | 1981 |
|
SU996075A1 |

