(54) РЕЗЦОВАЯ ВСТАВКА ДЛЯ РАСТОЧНЫХ РАБОТ
| название | год | авторы | номер документа |
|---|---|---|---|
| Резцовая головка | 1989 |
|
SU1785836A1 |
| РАСТОЧНАЯ ГОЛОВКА | 2001 |
|
RU2196027C2 |
| БЫСТРОСМЕННЫЙ РЕЗЦЕДЕРЖАТЕЛЬ С РЕГУЛИРОВОЧНЫМ МЕХАНИЗМОМ | 1995 |
|
RU2097169C1 |
| Станок для обработки отверстий | 1988 |
|
SU1722700A1 |
| Резцовая головка | 1989 |
|
SU1808482A1 |
| РЕЗЦОВЫЙ БЛОК | 1998 |
|
RU2132949C1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ОДНОВРЕМЕННОЙ РАСТОЧКИ И РАСКАТКИ ОТВЕРСТИЙ | 1993 |
|
RU2074085C1 |
| ДИСКОВАЯ ФРЕЗА | 1990 |
|
RU1769459C |
| Расточной инструмент | 1989 |
|
SU1660855A1 |
| Расточная оправка | 1973 |
|
SU471185A1 |
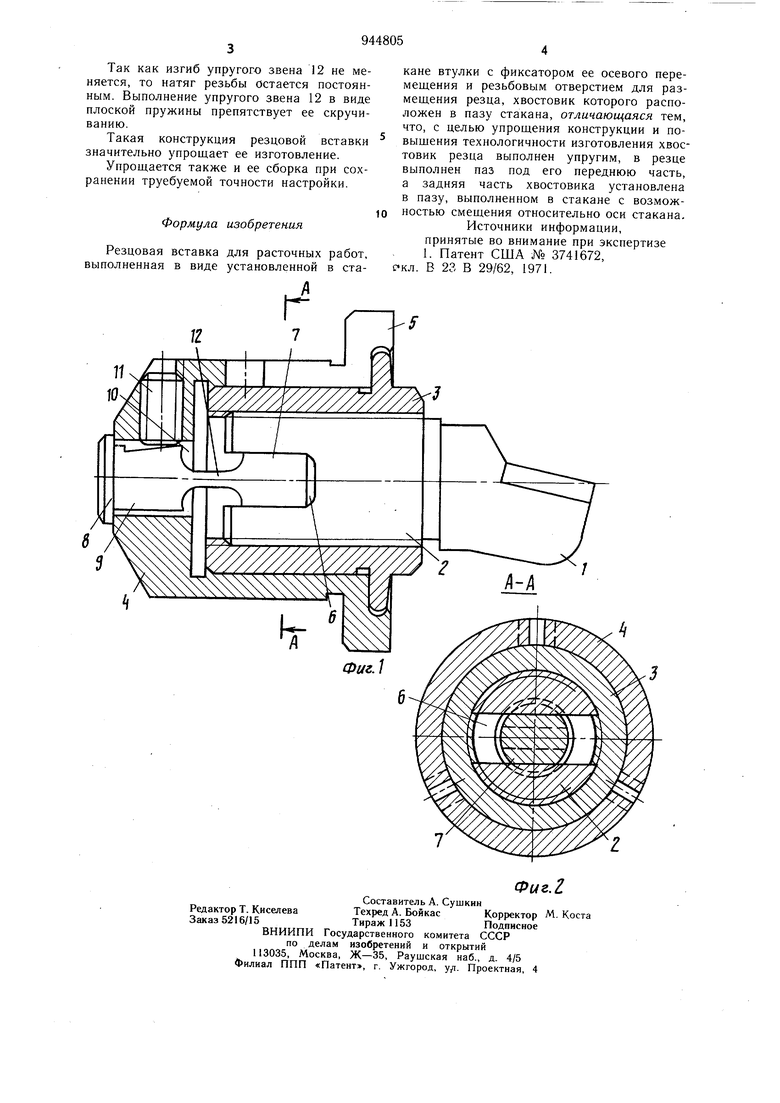
Изобретение относится к металлообработке, а именно к обработке отверстий. Известна резцовая вставка для расточных работ, в стакане которой размещена резьбовая втулка, в которую ввернут резец с гнездом под пластину. В стакане установлена пружина, компенсирующая зазор в резьбе, а также осуществляющая фиксацию резьбовой втулки в осевом направлении 1. Однако такая конструкция сложна в изготовлении и сборке. Цель изобретения - упрощение конструкции и повышение технологичности изготовления. Поставленная цель достигается тем, что хвостовик резца выполнен упругим, в резце выполнен паз под его переднююю часть, а задняя часть хвостовика установлена в пазу, выполненном в стакане с возможностью смещения относительно оси стакана. На фиг. 1 показана резцовая вставка; на фиг. 2 - сечение А-А на фиг. 1. Вставка содержит резец 1 с гнездом под режущую пластину. Резец ввинчен во втулку 3, которая размещена в стакане 4 и фиксируется от осевого перемещения защелкой 5, образованной продольными прорезями на передней части стакана 4. В задней части резца выполнен сквозной паз 6, в котором размещена передняя часть 7 хвостовика 8. Задняя часть 9 хвостовика установлена с зазором в отверстии 10 стакана 4 и взаимодействует с винтом П. Передняя и задняя части хвостовика соединены упругим звеном 12, выполненным в виде плоской пружины. При сборке резцовой вставки втулка 3 с ввернутым в нее резцом вставляется в стакан 4 и фиксируется защелкой 5. Хвостовик 8 вставляется в отверстие 10, а его передняя часть вводится в паз 6 резца. После этого, воздействуя винтом 11 на заднюю часть хвостовика, изгибают упругое звено 12, создавая натяг в резьбе и исключая возможность самопроизвольного изменения настройки вставки. Для регулировки на размер, вращают втулку 3, при этом передняя часть 7 хвостовика удерживает резец от поворота, а резец премец1йется в осевом направлении.
