(54) СПОСОБ УПРАВЛЕНИЯ ПОДАЧЕЙ ПРИ ЗУБОФРЕЗЕРОВАНИИ ПО МЕТОДУ ОБКАТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления подачей при зубофрезеровании и система для его осуществления | 1977 |
|
SU726746A1 |
| Способ управления режимами зубо-фРЕзЕРОВАНия пО МЕТОду ОбКАТКи | 1976 |
|
SU638020A1 |
| Система управления приводом подач зубофрезерного станка | 1977 |
|
SU729928A1 |
| Устройство для моделирования силовыхпАРАМЕТРОВ пРОцЕССА зубОфРЕзЕРОВАНияпО МЕТОду ОбКАТКи | 1979 |
|
SU805353A1 |
| Система управления приводом подач зубофрезерного станка | 1984 |
|
SU1171284A1 |
| Устройство для моделирования процесса зубофрезерования | 1979 |
|
SU855679A1 |
| Система управления приводом подач зубофрезерного станка | 1977 |
|
SU729929A1 |
| СПОСОБ ДВУХПРОХОДНОГО ЗУБОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2011 |
|
RU2464132C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИЗНОСА ЗУБЬЕВ ЧЕРВЯЧНОЙ ФРЕЗЫ | 2013 |
|
RU2590735C2 |
| Способ определения усилий резания при зубофрезеровании | 1982 |
|
SU1068264A1 |
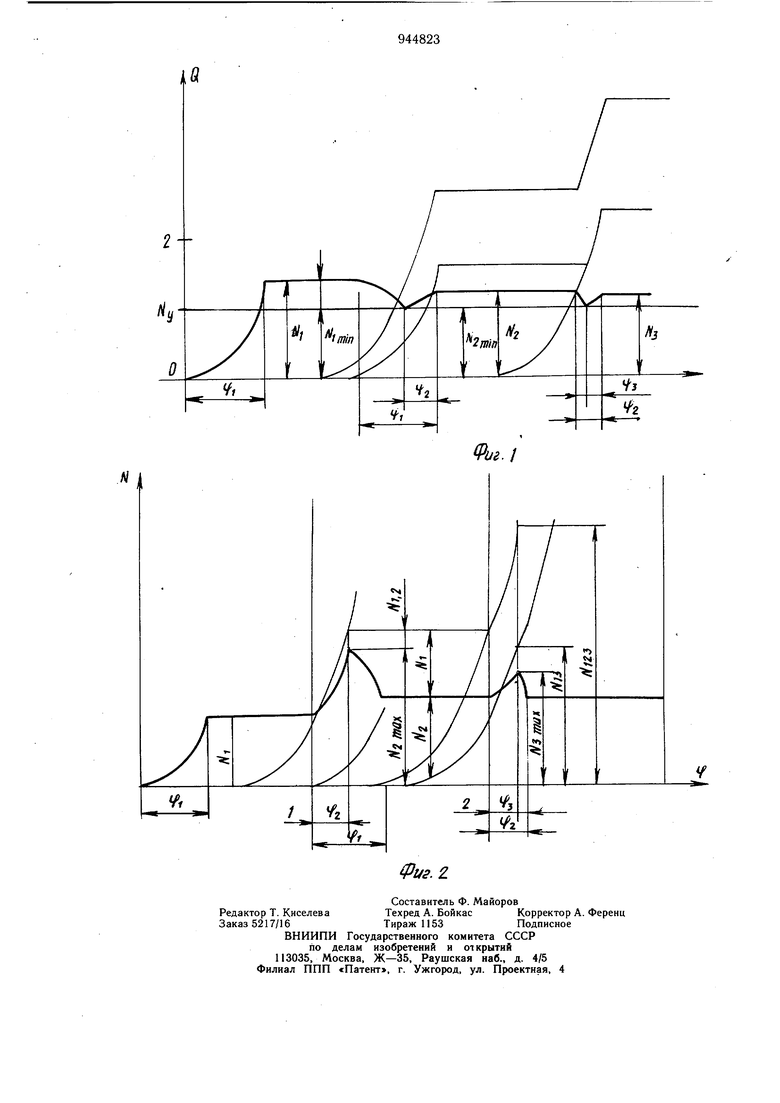
Изобретение относится к машиностроению и может быть использовано при обработке цилиндрических зубчатых колес на зубофрезерных станках, работающих по методу обкатки. Известен способ управления режимами зубофрезерования, заключающийся в том, что в процессе управления изменяют щирину прямоугольных импульсов скорости подачи 1. Однако этот способ не содержит в себе рещения, позволяющего изменять действую щую оборотную подачу на участке врезания таким образом, чтобы, затрачивая на врезание по возможности меньще времени, не перегружать выще допустимого уровня станок и фрезу, не снижать стойкость фрезы и получать при этом изделие заданного качества. Цель изобретения - повышение производительности за счет уменьшения времени врезания. Поставленная цель достигается тем, что один из фронтов проямоугольных импульсов совмещают с тактовой точкой, а другой фронт импульсов совмещают с моментами, когда нагрузка достигает заданных значении, при это.м угловое положение тактовой точки, совмещенной с задним фронтом импульсов ,- определяется моментом достижения заданной для первого импульса величины нагрузки резания, а угловое положение тактовой точки совмещенной с передним фронтом импульсов, определяется моментом касания фрезы и заготовки. На фиг. 1 изображен график изменения нагрузки резания в процессе врезания в зависимости от углового пути заготовки, когда угловое положение тактовой точки совмещено с задним фронтом импульсов ; на фиг. 2 - то же, когда угловое положение тактовой точки совмещено с передним фронтом импульсов. На фиг. 1 и 2 принять следующие обозначения cfp Ч ; Mj- ширина соответственно 1-го, 2-го и 3-го импульсов, NI; Nzr N3 - значения нагрузки резания, устанавливающиеся в пределах скважин соответственно 1-го, 2-го и 3-го оборотов, N2tTWX . - максимумы нагрузок в пределах 2-го и 3-го импульсов, Namin. Nimin - минимумы нагрузки в пределах 2-го и 3-го импульсов. Для пояснения способа, аналогом нагрузки зубофрезерования принят оборотный съем, т. е. объем впадины между зубьями, срезаемый за один оборот фрезы. При этом срезанный объем для импульсного управления подачей Qi i ; . l.. + (,() 2«-, где Кц to Vl5 - ширина едик-1 ничного импульса; Ф - суммарная ширина всех импульсов, предшествуюших текушему; -, - текуш,ее значение аргумента относительно начала текущего импульса; So установившееся значение действуюш,ей оборотной подачи; cfo - обобщенное установившееся значение ширины импульса (может отсчитываться в единицах линейного пути стола или суппорта в направлении подачи, углового пути шпинделя изделия в оборотах фрезы или во времени); Z6 -длина участка врезания. В первом случае (фиг. 1) на участке врезания нагрузка изменяется следующим образом. Начиная с точки касания нагрузка возрастает по закону квадратной параболы. Если в точке Pj подачу выключить, то в этот момент установится и сохранится до конца первого оборота достигнутое значение нагрузки NI. Если после завершения первого, отсчитанного начиная с момента касания, оборота заготовки подачу выключить, то нагрузка, в силу действия запаздывания с начала второго оборота, начинает падать Если далее, в момент, когда нагрузка упадет до уровня N2in подачу включить, то нагрузка опять начнет возрастать. Остановить рост нагрузки может выключение подачи. Причем, если подачу выключить в момент, когда заготовка будет находиться в том же угловом положении, в котором она находилась в момент выключения подачи на предыдущем первом обороте, то нагрузка сразу же после выключения прекращает изменяться, принимая установившееся значение NJ второго оборота. Более раннее выключение подачи на втором обороте вызовет некоторое падение нагрузки, которое будет продолжаться до тех пор, пока заготовка не повернется в указанное угловое положение. Более позднее выключение подачи вызовет резкое возрастание нагрузки. Падение или возрастание нагрузки после выключения подачи на втором обороте может в дальнейшем привести к возникновению очень медленно затухающих низкочастот- «. ных колебаний нагрузки. Поэтому для того, чтобы получить благоприятный переходный процесс, задние фронты всех импульсов скорости подачи (моменты выключения) по их угловому положению на заготовке необходимо совместить. Во втором случае (фиг. 2) на участке врезания нагрузка изменяется следующим образом. Начиная с точки касания нагрузка возрастает по закону квадратной параболы (1), Если в точке 4t подачу выключить, то в этот момент установится и сохранится до конца первого оборота достигнутое значение нагрузки NI. Если теперь в момент окончания первого оборота подачу включить, то нагрузка продолжит возрастание, но теперь в силу действия запаздывания по закону разности квадратов. Возрастать нагрузка будет до момента выключения подачи. Если 42 ) то после выключения до момента нагрузка будет падать, а затем установится постоянной N2 и останется,такой до конца 2-го оборота и т. д. И если ширину импульса далее из оборота в оборот снижать вплоть до окончания врезания по определенному закону, то можно добиться, чтобы максимумы в пределах импульсов плавно снижались до выхода на установившееся значение. Формула изобретения 1.Способ управления подачей при зубофрезеровании по методу обкатки, заключающийся в-целенаправленном изменении длительности прямоугольных импульсов скорости подачи, подаваемых один раз за каждый оборот заготовки, отличающийся тем, что, с целью повышения производительности за счет уменьшения времени врезания, один из фронтов указанных импульсов совмещают с тактовой точкой, а другой фронт импульсов совмещают с моментами, когда нагрузка достигает заданных значений. 2.Способ по п. 1, отличающийся тем, что угловое положение тактовой точки, совмещенной с задним фронтом импульсов, определяется моментом достижения заданной для первого импульса величины нагрузки резания. 3.Способ по п. 1, отличающийся тем, что угловое положение тактовой точки, совмещенной с передним фронтом импульсов, определяется Моментом касания фазы и заготовки. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 2421141/25-08, кл. В 23 F 5/22, 23.11.76.
