Изобретение относится к области станкостроения. Известный способ управления режи мами резания при зубофрезеровании по методу обкатки характерен тем, что для изменения действующего значения подачи на оборот заготовки изменяют отношение скоростей подачи и В1Й Идения заготовки l. На станках со ступенчато-регулируемыми приводами, например с многозвенными коробками подач и скоростей подача на оборот заготовки может принимать лишь дискретные значения в пределах неширокого диапазона, что, вынуждает во многих случаях работать на режимах, отличающихся от оптимальных. Изменение режима в процессе обработки на таких станках не применяет На станках с бесступенчато-регулируемыми приводгши можно назначать любое значение оборотной подачи внутри пшрокого диапазона, а также изменять ее непрерывно в процессе обработки с целью, например, стабилизации нагрузки на участках врезания и выхода. Однако применение бесступенчато-ре-. гулируемого привода существенно удорожает станок и стоимость зубофрезерования на нем. Таким образом, известный способ управления режимами зубофрезеровакия прА1енительно к станкам со ступенчато-регулируеьйлмн приводами ограничивает технологические возможности, а применительно к станкам с бесступенчато-регулируеьыми приводами - экономичность . Целью изобретения является осуществление бесступенчатого регулирования подачи на оборот заготовки на станках со ступенчато-регулируемым приводом подач и сокращения при этом количества ступеней в нем до однойдвух. Указанная цель достигается.тем, что управление действующим значением
подачи на оборот заготовки осуществляется за счет изменения длительности работы на максимуме, например, ckoрости подачи, изменяющейся периодически по закону прямоугольного импуль са. При этом частоту-изменения скорос ти подачи принимают равной или крат™ ной частоте вращенк.п заготовки, а коэффициент заполнения импульса приводят в соответствие с выбранньим действующим значением подачи на оборот заготовки и определяют по формуле ilMSi- о где Sg, - действующее значение подачи на оборот заготовки, мм/об. wv«a W miH и о mm и Ъ v«ax %minj минимум и максимум подачи на оборот заготовки мм/мин; SwiVi jwoSK минимум и максимум скорости вращения заготовки, об/мин hiOiK длительность работьз на Т - период изменения отношения скоростей подачи и вращения заготовки. Увеличение длительности работы на максимуме влечет за собой соответствующее уменьшение дтй тельности работы на минимуме, вследствие чего результат управления будет тем же, если в соответствии с выбранным действующим значением подачи на оборот заготовки приводят скважность импуль са, определяемую по формуле
X . е-С
„ ОУПСЗА,
С2)
ovyiaK,owiH
где , длительность работы на
SOWIM
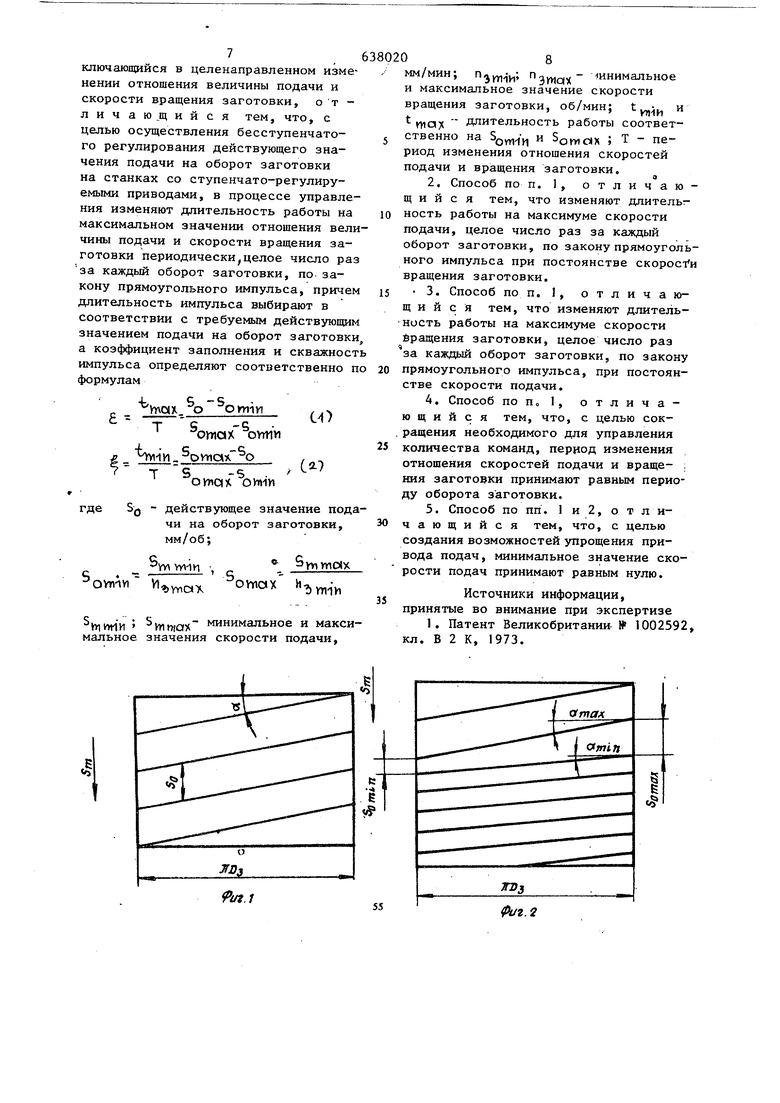
На фиг. 1 изображена развертка
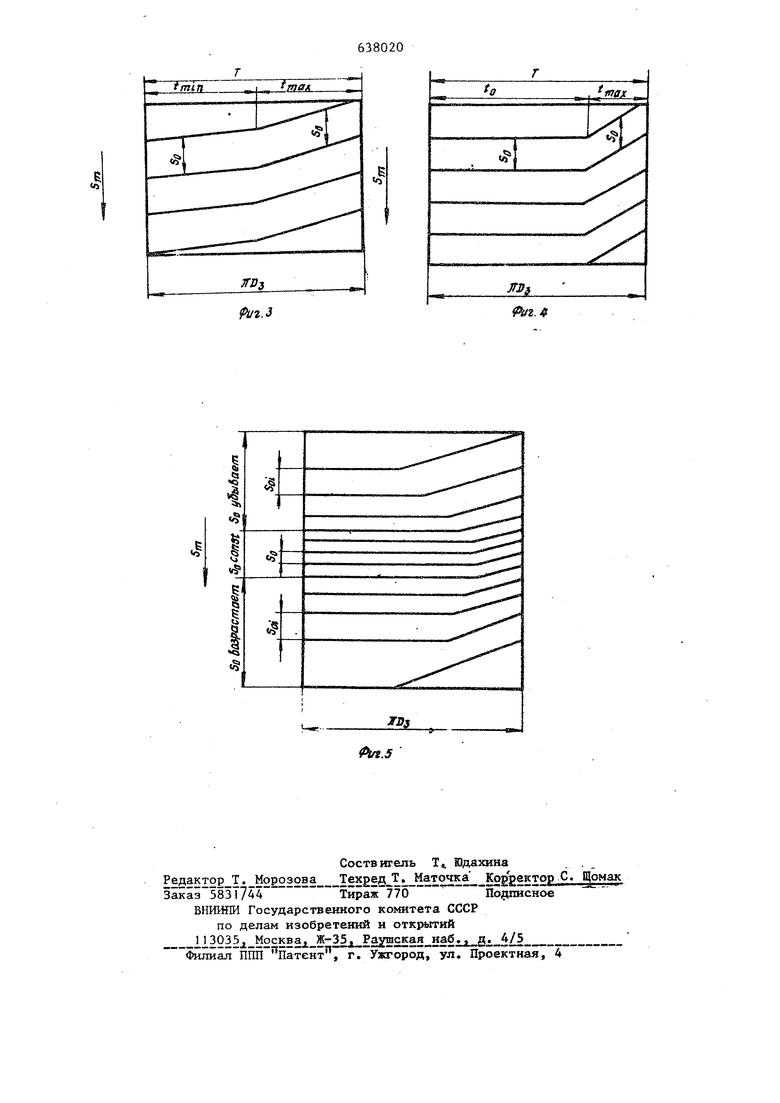
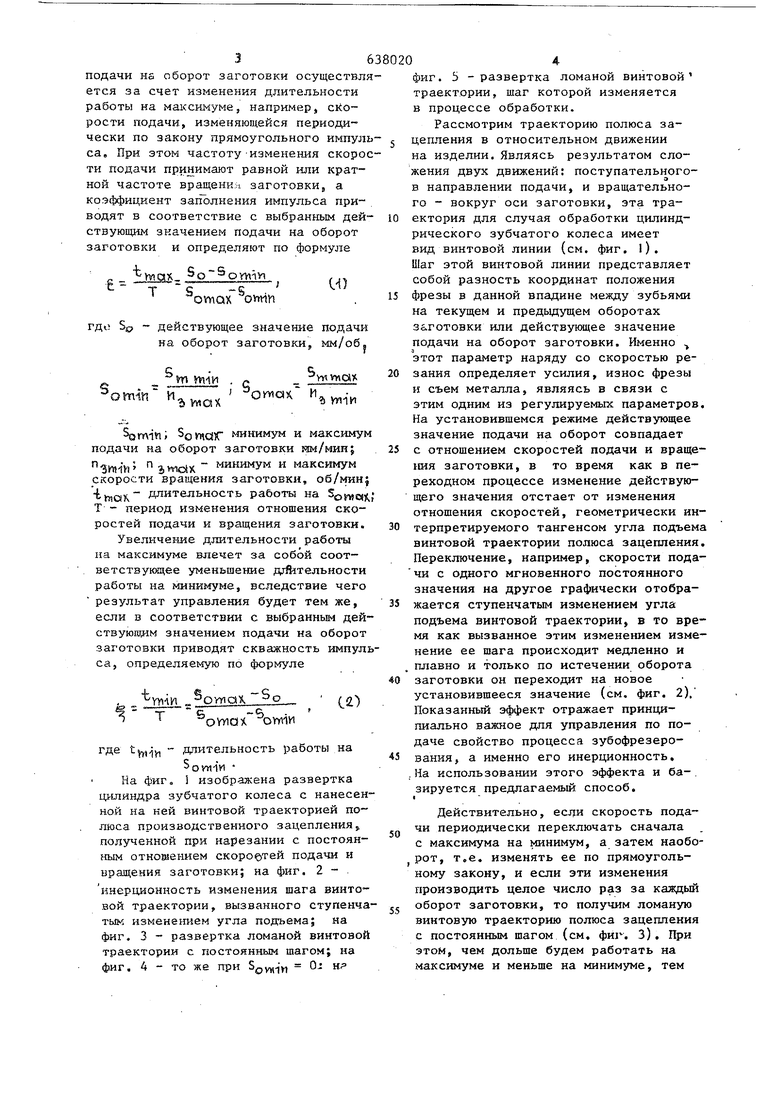
цилиндра зубчатого колеса с нанесенной на ней винтовой траекторией по люса произаодствениого зацепления, полученной при нарезании с постоянfoJM отношением скоростей подачи и вращения заготовки; на фиг, 2 - . инерционность изменения шага виитовой траектории, вызванного ступенчаTbfri изменением угла подгьема; на фиг. 3 - развертка ломаной винтовой траектории с постоянным шагом; на фиг. 4 - то же при , Oi ня
6380204
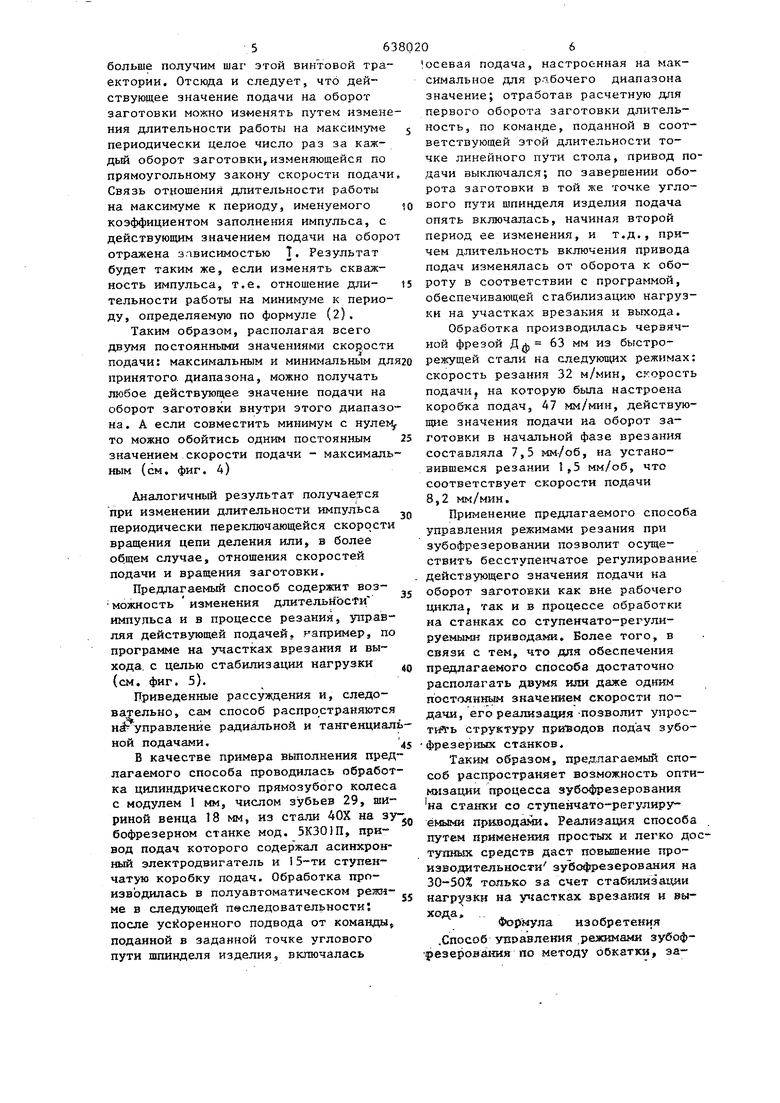
фиг. 5 -развертка ломаной винтовой траектории, шаг которой изменяется в процессе обработки.
Рассмотрим траекторию полюса зазаготовки он переходит на новое установившееся значение (см. фиг. 2), Показанный эффект отражает принципиально важное для управления по подаче свойство процесса зубофрезерования, а именно его инерционность, ,На использовании этого эффекта и ба-. зируется предлагаемый способ.
Действительно, если скорость подачи периодически переключать сначала . с максимума на минимум, а затем наоборот, т.е. изменять ее по прямоугольному закону, и если эти изменения производить целое число раз за каждый цепления в относительном движении на изделии. Являясь результатом сложения двух движений: поступательногов направлении подачи, и вращательного - вокруг оси заготовки, эта траектория для случая обработки цилиндрического зубчатого колеса имеет вид винтовой линии (см. фиг, l). Шаг этой винтовой линии представляет собой разность координат положения фрезы в данной впадине между зубьями на текущем и предыдущем оборотах Зй-готовки или действующее значение подачи на оборот заготовки. Именно 5 ЭТОТ параметр наряду со скоростью резания определяет усилия, износ фрезы и съем металла, являясь в связи с этим одним из регулируемых параметров. На установившемся режиме действующее значение подачи на оборот совпадает с отношением скоростей подачи и вращения заготовки, в то время как в переходном процессе изменение действующего значения отстает от изменения отношения скоростей, геометрически интерпретируемого тангенсом угла подъема винтовой траектории полюса зацепления. Переключение, например, скорости подачи с одного мгновенного постоянного значения на другое графически отображается ступенчатым изменением угла подъема винтовой траектории, в то время как вызванное этим изменением изменение ее шага происходит медленно и плавно и только по истечении оборота оборот заготовки, то получим ломаную винтовую траекторию полюса зацепления с постоянным шагом (см. фиг. З). При этом, чем дольше будем работать на максимуме и меньше на минимуме, тем больше получим шаг этой винтовой траектории. Отсюда и следует, что действующее значение подачи на оборот заготовки можно изменять путем измене ния длительности работы на максимуме периодически целое число раз за каждый оборот заготовки,изменяющейся по прямоугольному закону скорости подачи Связь отношения длительности работы на максимуме к периоду, именуемого коэффициентом заполнения импульса, с действующим значением подачи на оборо отражена зависимостью 7. Результат будет таким же, если изменять скважность импульса, т.е. отношение длительности работы на минимуме к периоду , определяемую по формуле (2). Таким образом, располагая всего двумя постоянными значениями скорости подачи: максимальным и минимальным дл принятого, диапазона, можно получать любое действующее 3Ha4eHiie подачи на оборот заготовки внутри этого диапазо на, А если совместить минимум с нулеь то можно обойтись одним постоянным значением скорости подачи - максималь ным (см. фиг. 4) Аналогичный результат получается при изменении длительности импульса периодически переключающейся скорости вращения цепи деления или, в более общем случае, отношения скоростей подачи и вращения заготовки. Предлагаемый способ содержит возможность изменения длительности импульса и в процессе резания, управляя действующей подачей, например, по программе на участках врезания и выхода, с целью стабилизации нагрузки (см. фиг. 5). Приведенные рассуждения и, следовательно, сам способ распространяются агЬ управление радиальной и тангенциал ной подачами, В качестве примера выполнения пред лагаемого способа проводилась обработ ка цилиндрического прямозубого колеса с модулем 1 мм, числом зубьев 29, шириной венца 18 мм, из стали 40Х на зу бофрезерном станке мод. 5К301П, прк вод подач которого содержал асинхронный электродвигатель и 15-ти ступенчатую коробку подач. Обработка производилась в полуавтоматическом режиме в следующей пвследовательности после ускоренного подвода от команды, поданной в заданной точке углового пути шпинделя изделия, включалась осевая подача, настроенная на максимальное для рабочего диапазона значение; отработав расчетную для первого оборота заготовки длительность, по команде, поданной в соответствующей этой длительности точке линейного пути стола, привод подачи выключался; по завершении оборота заготовки в той же точке углового пути шпинделя изделия подача опять включалась, начиная второй период ее изменения, и т,д,, причем длительность включения привода подач изменялась от оборота к обороту в соответствии с программой, обеспечивающей стабилизацию нагрузки на участках врезания и выхода. Обработка производилась червячной фрезой ДА 63 мм из быстрорежущей стали на следуюпу х режимах: скорость резания 32 м/мин, скорость подачи, на которую была настроена коробка подач, 47 мм/мин, действующие значения подачи на оборот заготовки в начальной фазе врезания составляла 7,5 мм-/об, на установившемся резании 1,5 мм/об, что соответствует скорости подачи 8,2 мм/мин. Применение предлагаемого способа управления режимами резания при зубофрезеровании позволит осуществить бесступенчатое регулирование действующего значения подачи на оборот заготовки как вне рабочего цикла, так и в процессе обработки на станках со ступенчато-регуяируемыкк приводами. Более того, в связи с тем, что для обеспечения предлагаемого способа достаточно располагать двумя или даже одним постолнным зкаченкем скорости подачи, его реализация-позволит упростить структуру прийодов подач зубофрезерных станков. Таким образом, предлагаемый способ распространяет возможность оптимизации процесса зубофрезерования на станки со ступенчато-регулируёмыг ш привода и. Реализация способа путем применения простых и легко достушшх средств даст повышение производительности зубофрезерования на 30-50% только за счет стабилизации нагрузки на у$астках Брезаш1я и выхода. - . . Формула изобретения .Способ управления режимами зубофезероайния по методу обкатки, заключающиися в целенаправленном изменении отношения величины подачи и скорости вращения заготовки, о т личаюдийся тем, что, с целью осуществления бесступенчатого регулирования действующего значения подачи на оборот заготовки на станках со ступенчато-регулируемыми приводами, в процессе управления изменяют длительность работы на максимальном значении отношения величины подачи и скорости вращения заготовки периодически,целое число раз за каждьй оборот заготовки, по закону прямоугольного импульса, причем длительность импульса выбирают в соответствии с требуемым действующим значением подачи на оборот заготовки а козффициент заполнения и скважност импульса определяют соответственно п формулам
.
ОШ1М
С1)
С. -с
ortiajT ovitiii 1И - ршдуГ о
(.1
Г 5 -S )1 ovniM
Q - действующее значение подагдечи на оборот заготовки, мм/об;
УМ w-in
ovniv.- У1,, ошах Н,,,rtи ; минимальное и максимальное значения скорости подачи.
мм/мин; ,; «инимальное и максимальное значение скорости вращения заготовки, об/мин; t и t fy,ci длительность работы соответственно на и ,с(х ; Т - период изменения отношения скоростей подачи и вращения заготовки.
о
2, Способ по п. 1, отличающийся тем, что изменяют длительтность работы на максимуме скорости подачи, целое число раз за каждый оборот заготовки, по закону прямоугольного импульса при постоянстве скорости вращения заготовки.
-3. Способ по п. 1, отличающийся тем, что изменяют длительность работы на максимуме скорости йращения заготовки, целое число раз за каждый оборот заготовки, по закону
прямоугольного импульса, при постоянстве скорости подачи.
4.Способ попо1, отличающийся тем, что, с целью сокращения необходимого для управления
количества команд, период изменения отношения скоростей подачи и враще- ; ния заготовки принимают равным периоду оборота заготовки.
5.Способ по пп. 1 и 2, о т л ичающийся тем, что, с целью
создания возможностей упрощения привода подач, минимальное значение скорости подач принимают равным нулю.
Источники информации, принятые во внимание при экспертизе
1. Патент Великобритании № 1002592, кл. В 2 К, 1973.
inax
4
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления приводом подач зубофрезерного станка | 1977 |
|
SU729928A1 |
| Система управления приводом подач зубофрезерного станка | 1977 |
|
SU729929A1 |
| Способ управления подачей при зубофрезеровании и система для его осуществления | 1977 |
|
SU726746A1 |
| Способ управления подачей при зубофрезеровании по методу обкатки | 1979 |
|
SU944823A1 |
| Система управления приводом подач зубофрезерного станка | 1977 |
|
SU726745A1 |
| СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023537C1 |
| Способ управления зубофрезерованием | 1990 |
|
SU1715522A1 |
| Способ управления режимами зубофрезерования | 1978 |
|
SU791499A1 |
| СПОСОБ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1996 |
|
RU2098238C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЗАГОТОВКИ С ДРОБЛЕНИЕМ СТРУЖКИ | 2019 |
|
RU2699469C1 |