Изобретение относится к машиностроению и может быть использовано при обработке цилиндрических и червячных зубчатых колес на зубофрезерных станках, работающих по методу обкатки.
Известен способ адаптивного управления подачей на оборот заготовки при зубофрезеровании, заключающийся в том, что в процессе обработки в зависимости от изменяющихся условий непрерывно изменяют отнощение скоростей подач и вращения заготовки таким образом, чтобы стабилизировать нагрузку резания 1.
Известна, например, система адаптивного управления, содержащая датчик нагрузки резания и непрерывный регулятор 2.
Недостатком известных способов и систем непрерывного управления является то, что они требуют обязательного наличия сложного, дорогостоящего и дефицитного регулируемого привода подач.
Известен способ управления режимами зубофрезерования, заключающийся в целенаправленном изменении щирины прямоугольных импульсов отнощением скоростей нодачи и вращения заготовки 3.
Известна также система управления, содержащая путевьк переключатели, установленные на корпусе щпинделя изделия, упоры, установленные на щпинделе изделия, и логическую схему 4.
Недостатком этого способа и системы является сложность перенастройки, т. е. перехода с одного закона регулирования на другой.
Цель изобретения - расширение области применения адаптивного управления на станки с неизменяемой в процессе обработки скоростью подачи и упрощение привода подач.
Указанная цель достигается техническим решением, представляющим собой новый способ управления подачей при зубофрезеровании, заключающийся в целенаправленном изменении длительности прямоугольных импульсов, отнощения скоростей подач и вращения заготовки, подаваемых целое число раз. Такойспособ обуславливается применением системы адаптивного управления новой конструкции.
Предлагаемый способ отличается от известного тем, что ширину импульсов ограничивают заданным значением работы резания, совершаемой с момента начала формирования каждого импульса.
Работа резания, соверщаемая на угловом интервале (pi, характеризует состояние процесса на данном импульсе. При обработке с постоянной шириной импульса, т. е. с прстоянкой действующей подачей, на участках, например, врезания и выхода значение работы резания, совершаемой па фь будет меньше, чем на установившемся резании, что означает потерю эффективности. Восполнить эту потерю можно увеличением фг.
Предлагаемый снособ заключается в том, что фг изменяется так, чтобы работа резания, совершаемая внутри фг, сохранялась постоянной и равной ее значению на установившемся резании. А установившееся значение работы резания на фг определяют предварительно расчетом или экснериментально, приводя его в соответствие с принятым критерием оптимальности.
Такой снособ может быть осуществлен системой управления, содержащей путевой переключатель, установленный на корпусе шпиндельного узла изделия, и исполнительное устройство, коммутирующее привод подач.
Отличие системы, позволяющее осзществить предлагаемый способ, состоит в том, что она содержит устройство для отсчета работы резания со сбросом, ко входу которого подключен коммутатор, а к выходу - пороговое устройство, причем коммутатор одним своим входом соединен с путевым переключателем, а другим - с первым выходом порогового устройства, второй выход которого соединен с устройством, коммутирующим привод подач.
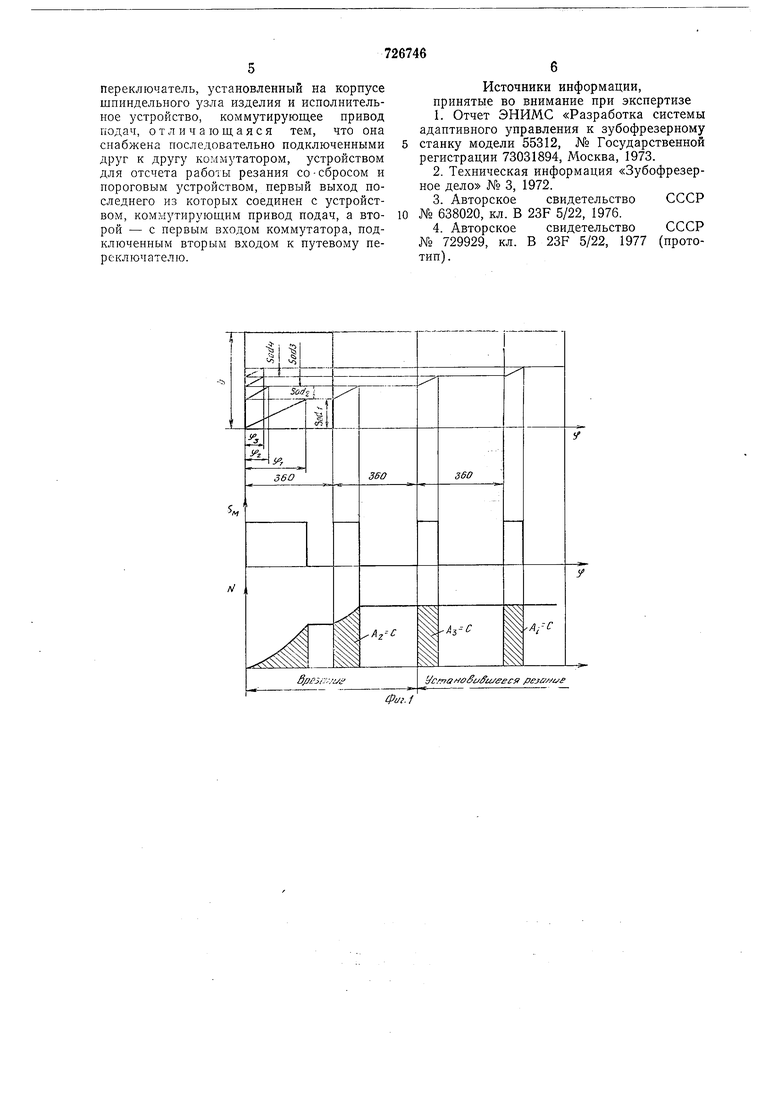
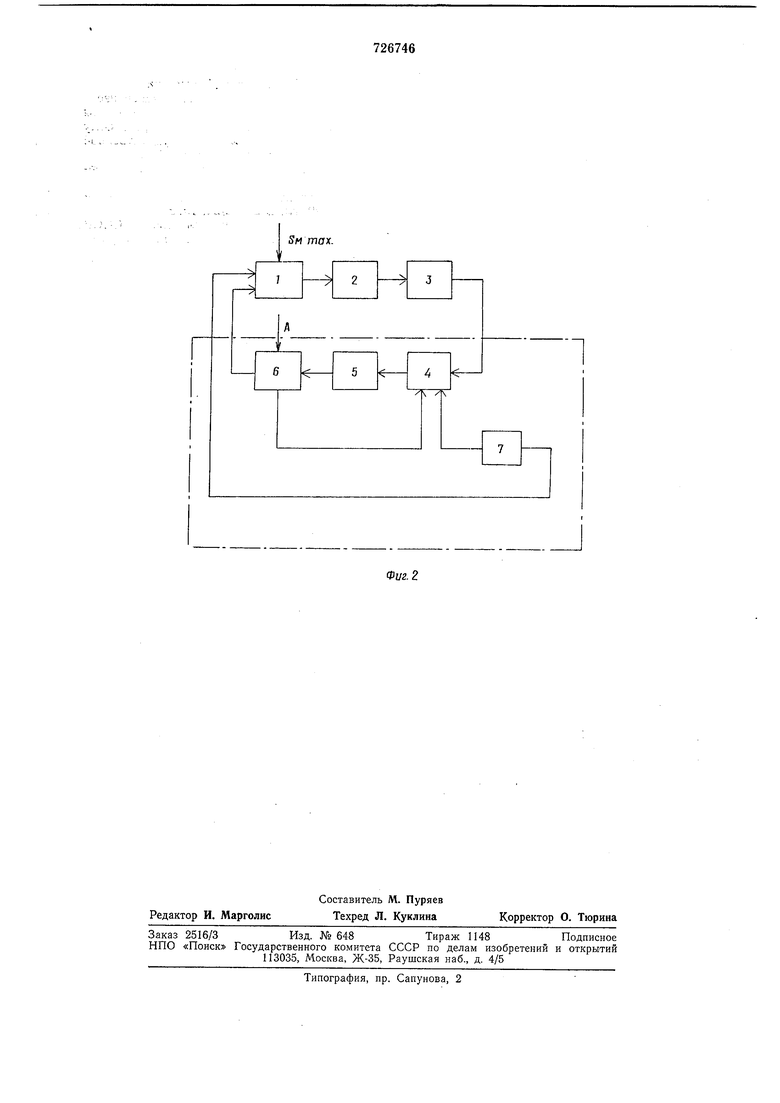
На фиг. 1 изображена траектория движения полюса производственного зацепления за четыре оборота заготовки при фрезеровании прямозубового зубчатого колеса с отнощением скорости подачи к скорости резания, изменяющимся по закону прямоугольного импульса один раз за оборот заготовки, причем ширина импульса переменна и ограничена работой резания (А С), а также соответствующие ей графики скорости подачи к нагрузке резания (Np); на фиг. 2 - блок-схема системы адаптивного управления. Блок-схема содержит устройство 1, коммутирующее привод подач, привод 2 подач, узел 3 резания, коммутатор 4, устройство 5 отсчета работы резания, пороговое устройство 6, путевой переключатель 7.
В системе, осуществляющей предлагаемый способ, устройство отсчета работы выполнено в виде датчика мощности, потребляемой двигателем главного движения, соединенного с интегратором, суммирующим сигнал датчика, при этом мощность холостого хода двигателя вычитается. В качестве порогового устройства использован триггер Шмитта. На корпусе шпинделя изделия установлен бесконтактный переключатель типа БВК-24, а на щпинделе издеЛйя - один взаимодействующий с БВК-24 элемент, выполненный в виде алюминиевой пластины.
Работа системы осуществляется следующим образом.
При пуске станка начинается вращение заготовки и фрезы. При вхождении элемента (пластины), установленного на шнинделе изделия в паз БВК, включается муфта привода подачи и одновременно начинается отсчет работы резания, т. е. интегрирование сигнала мощности резания. В момент.
достижения интегралом заданного значения муфта привода подачи выключается и интегратор приводится в нулевое состояние. После поворота заготовки на 360 алюминиевая пластина входит в паз БВК и процесс повторяется. Таким образом на каждом обороте происходит одно включение и одно выключение подачи,
В качестве примера выполнения предлагаемого способа на зубофрезерном станке,
привод подач которого содержит асинхронный электродвигатель и 15-ступенчатую коробку подач с электромагнитной муфтой, коммутирующей цепь рабочих подач, оснащенном предлагаемой системой управлеПИЯ,проведена обработка прямозубового колеса со следующими параметрами, мм: модуль 2, высота венца 40, число зубьев 50. В соответствии с предлагаемым способом, по сигналу от путевого переключателя
один раз за каждый оборот заготовки включают электромагнитную , коммутирующую рабочую цепь привода подач и начинают отсчет работы резания, а при достижении работой резания заданного ее предельного значения, муфту выключают, а накопленное значение работы сбрасывают. Предельное значение работы резания, совершаемой между моментами включения и выключения скорости подачи, определено
экспериментально при обработке колеса на участке установившегося резания при режимах, соответствующих принятому оптимуму. Экономический эффект от применения системы получается за счет уменьшения времени резания и выхода инструмента, а также повышения точности изделия в связи со стабилизацией нагрузки резания.
Формула изобретения
1.Способ управления подачей при зубофрезеровании но методу обкатки, заключающийся в целенаправленном изменении длительности прямоугольных имнульсов целое число раз за оборот заготовки, отличающийся тем, что, с целью расширения области его применения, длительность импульсов ограничивают заданным зн ачением работы резания, совершаемой с момента начала фюрмирования каждого имнульса.
2.Система для осуществления способа управления подачей при з убофрезеровании
по методу обкатки, содержащая путевой
переключатель, установленный на корпусе шпиндельного узла изделия и исполнительное устройство, коммутирующее привод подач, отличающаяся тем, что она снабжена последовательно подключенными друг к другу коммутатором, устройством для отсчета работы резания со-сбросом и пороговым устройством, первый выход последнего из которых соединен с устройством, коммутирующим привод подач, а второй - с первым входом коммутатора, подключенным вторым входом к путевому переключателю.
Источники информации, принятые во внимание при экспертизе
1.Отчет ЭНИМС «Разработка системы адаптивного управления к зубофрезерному
станку модели 55312, № Государственной регистрации 73031894, Москва, 1973.
2.Техническая информация «Зубофрезерное дело № 3, 1972.
3.Авторское свидетельство СССР № 638020, кл. В 23F 5/22, 1976.
4.Авторское свидетельство СССР № 729929, кл. В 23F 5/22, 1977 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления приводом подач зубофрезерного станка | 1977 |
|
SU729928A1 |
| Система управления приводом подач зубофрезерного станка | 1977 |
|
SU729929A1 |
| Система управления приводом подач зубофрезерного станка | 1977 |
|
SU726745A1 |
| Система управления приводом подач зубофрезерного станка | 1984 |
|
SU1171284A1 |
| Способ управления режимами зубофрезерования | 1978 |
|
SU791499A1 |
| Способ управления подачей при зубофрезеровании по методу обкатки | 1979 |
|
SU944823A1 |
| Устройство для моделирования процесса зубофрезерования | 1979 |
|
SU855679A1 |
| Способ управления режимами зубо-фРЕзЕРОВАНия пО МЕТОду ОбКАТКи | 1976 |
|
SU638020A1 |
| Система адаптивного управления зубофрезерным станком | 1977 |
|
SU657411A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИЗНОСА ЗУБЬЕВ ЧЕРВЯЧНОЙ ФРЕЗЫ | 2013 |
|
RU2590735C2 |
36О
ЗбО
.f(
