Изобретение относится к области машиностроения и может быть использовано в зубофрезерных станках, работающих по методу обкатки. Известна разомкнутая система управления приводом подач, осуществля ющая способ управления подачей на оборот заготовки за счет изменения скорости подачи, бесступенчатый вне цикла и непрерывный в процессе обка ки, например на участках врезания и выходаСИ. Область применения указанной сис темы ограничена станками с бесступенчато-регулируемыми приводами, сложными по своей структуре. Целью изобретения является расшир ние области применения системы управления, Содержащей путевые переключатели и релейные схемы на автом тическое управление подачей на оборот заготовки,втом числё,и в процессе зубофрезерования. Указанная цель достигается тем, что в систему управления приводом подач к дополнительно имеющимся вве дены несколько путевых переключателей. Эти путевые переключатели и на жимные упоры установлены соответственно на корпусе и на шпинделе изде лия, причем элемент, взаимодействуюгщий с,включающим путевым переключателем, закреплен на шпинделе изделия, а элементы, взаимрдействующие с вык- ЛЮЧающими путевыми переключателями, установлены с возможностью перемещения по дугам окружностей, концентричных оси вращения шпинделя изделия, и смещены относительно первого на угол, соответствующий одному из принятых для обработки данного изделия дискретных действующих значений подачи на оборот заготовки и вычислен ный по формуле: V H - о,где Soa.i-i-oe принятое действующее значение подачи на оборот заготовки; Иф К - скорость вращения и число заходов фрезы; BW - принятая скорость подачи; 2. - число зубьев обрабатываемого колеса; oi угол между радиальными плоскостялшд в которых расположены включающий и 1 -и выключающий путевые пеР1еключатвли,
при этом количество подключенных к исполнительным устройствам через логический блок, обеспечивающий заданную последовательность их срабатывания, включающих путевых переключателей равно количеству принятых дискретных значений подачи на оборот заготовки. .
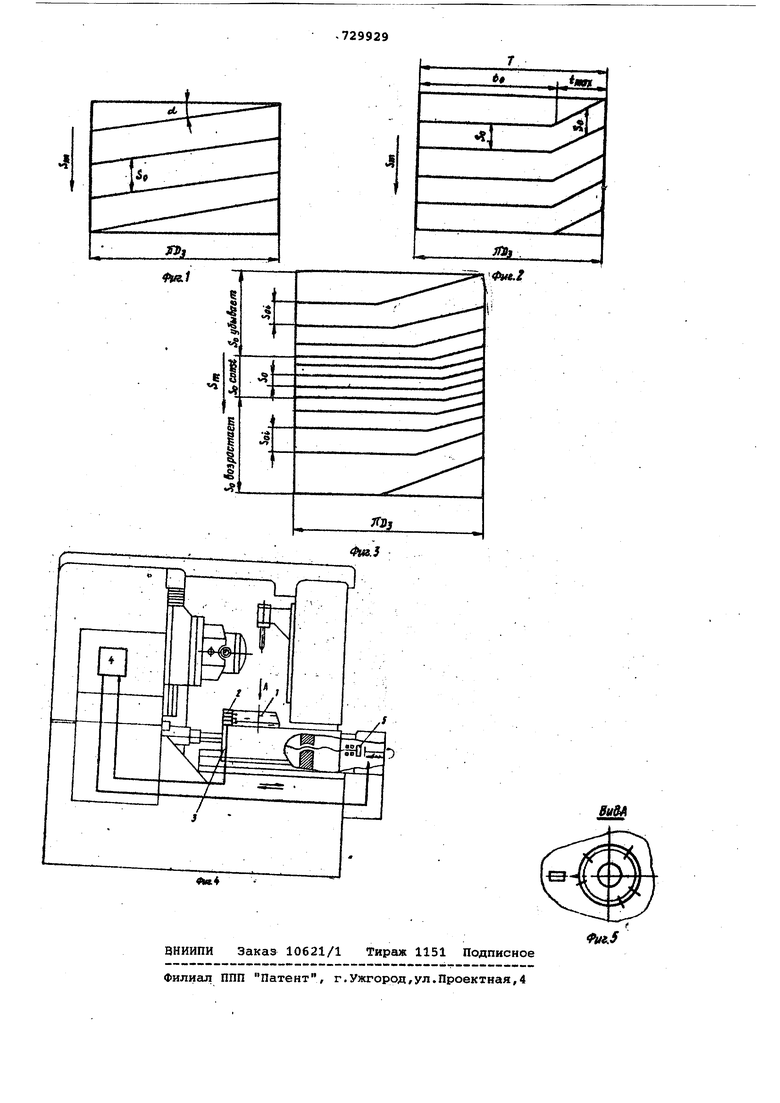
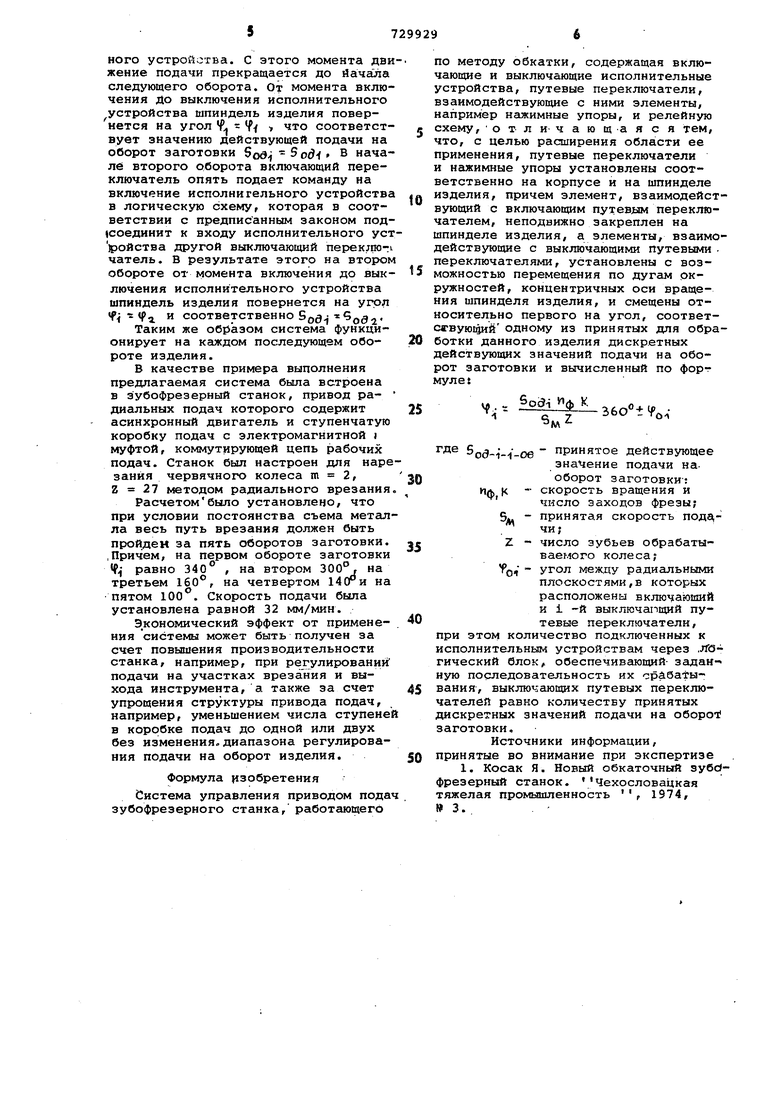
На фиг. 1 представлена развертка делительного цилиндра зубчатого колеса с нанесенной на ней винтовой траекторией полюса производственного зацепления, полученной при нарезании с постоянным отношением скорости подачи и вращения заготовки .на фиг.2 - развертка делительного .цилиндра зубчатого колеса с нанесенной на ней траекторией полюса производственного зацепления, полученной при нарезании со скоростью подачи, периодически изменяющейся по закону прямоугольного импульса один раз за оборот заготовки, причем с постоянной шириной импульса; на фиг..3 - то же, с переменной шириной импульса ; на фиг.4 - схема системы управления подачей станка, предназначенной для нарезания червячного колеса с использованием радиального врезания; на фиг. 5 - вид по стрелке А на фиг.4.
Предлагаемая система осуществляет способ управления подачей на оборот заготовки, для пояснения которого рассмотрим траекторию полюса производственного зацепления в относителЬном движении на изделии, в Дальнейшем именуемую траекторией. Явлйяс| результатом сложения двух движений: пост.упательного ( в направлении подачи) и вращательного ( вокруг оси заготовки), эта траектория для случая обработки цилиндрического зубчатого колеса имеет вид винтовой линии (фиг. 1). Именно этот параметр в основном, определяет усилие реза.ния, съем металла, оказывает наряду со скоростью резания влияние на стойкость инструмента, является регулируемым параметром и называется нами действующей подачей на оборот заготовки.
Понятие действующего значё ния подачи на оборот заготовки введено для отличия от мгновенного ее значения или отношения скоростей подачи и вращения заготовки, геометрически интерпретируемого тангенсом угла подъема винтовой траектории.
Известные системы управления осущестляют изменение шага винтовой траектории за счет изменения ее угла подъема,.что предполагает обязательное изменение скорости подачи.
Но шаг винтовой траектории может изменяться и иначе. Если скорость подачи периодически изменять по закону прямоугольного импульса (или, проще говоря, периодически включать
выключать ее) и если эти изменения производить целое число раз за каждый оборот заготовки, то получим ломанную винтовую траекторию с постоянным шагом (фиг.2).
При этом шаг такой ломанной винтовой траектории можно изменять путем. изменения ширины импульса скорости подачи, значение которой может быть принято постоянным и обеспечивающим диапазон регулирования. Связь отно1иения ширины импульса к периоду следования импульсов ( в данном случав период следования равен обороту заготовки) и действующего значения поачи на оборот заготовки отражается зависимостью:
ного устройства. С этого момента дни жение подачи прекращается до йачала следующего оборота. От момента включения до выключения исполнительного устройства шпиндель изделия повернется на угол V. fY что соответствует значению действующей подачи на оборот заготовки Sod 5odf В начале второго оборота включающий переключатель опять подает команду на включение исполнительного устройства в логическую схему, которая в соответствии с предписанным законом под(соединит к входу исполнительного уст )ройства другой выключающий nepeKjnori чатель. В результате этого на втором обороте от момента включения до выключения исполнительного устройства шпиндель изделия повернется на утол Ч Ра и соответственно od-i
Таким же образом система функционирует на каждом последующем обороте изделия.
В качестве примера выполнения предлагаемая система была встроена в зубофрезерный станок, привод радиальных подач которого содержит асинхронный двигатель и ступенчатую коробку подач с электромагнитной i муфтой, коммутирующей цепь рабочих подач. Станок был настроен для нарезания червячного колеса m 2, Z 27 методом радиального врезания
Расчетомбыло установлено, что при условии постоянства съема металла весь путь врезания должен быть пройден за пять оборотов заготовки, .Причем, на первом обороте заготовки равно 340° , на втором 300°, на третьем 160, на четвертом 14Сги на пятом 100. Скорость подачи была установлена равной 32 мм/мин.
Экономический эффект от применения системы может быть получен за счет повышения производительности станка, например, при регулировании подачи на участках врезания и выхода инструмента, а также за счет упрощения структуры привода подач, например, уменьшением числа ступене в коробке подач до одной или двух без изменения.диапазона регулирования подачи на оборот изделия.
Формула изобретения
Система управления приводом пода зубофрезерного станка, работающего
по методу обкатки, содержащая включающие и выключающие исполнительные устройства, путевые переключатели, взаимодействующие с ними элементы, например нажимные упоры, и релейную схему, отличающаяся тем, что, с целью расширения области ее применения, путевые переключатели и нажимные упоры установлены соответственно на корпусе и на шпинделе изделия, причем элемент, взаимодействующий с включающим путевим переключателем, неподвижно закреплен на шпинделе изделия, а элементы, взаимодействующие с выключающими путевыми переключателями, установлены с возможностью перемещения по дугам окружностей, концентричных оси вращения шпинделя изделия, и смещены относительно первого на угол, соответссвуюгдий одному из принятых для обработки данного изделия дискретных действующих значений подачи на оборот заготовки и вычисленный по форт муле{
4- ,
1Л
od-i-i-oe принятое действующее значение подачи наоборот заготовки: 10 К скорость вращения и число заходов фрезы; 5. принятая скорость пода,. чи,
Z - число зубьев обрабатываемого колеса; fg, - угол между радиальными плоскостями,в которых расположены включающий и i -и выключапщий путевые переключатели, при этом количество подключенных к исполнительным устройствам через .логический блок, обеспечивающий- заданную последовательность их ср бафывания, выключающих путевых переключателей равно количеству принятых дискретных значений подачи на оборот заготовки.
Источники информации, принятые во внимание при экспертизе
1. Косак Я. Новый обкаточный зубсфрезерный станок. Чехословацкая тяжелая промышленность , 1974, 3.

| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления приводом подач зубофрезерного станка | 1977 |
|
SU729928A1 |
| Система управления приводом подач зубофрезерного станка | 1977 |
|
SU726745A1 |
| Способ управления подачей при зубофрезеровании и система для его осуществления | 1977 |
|
SU726746A1 |
| Способ управления режимами зубо-фРЕзЕРОВАНия пО МЕТОду ОбКАТКи | 1976 |
|
SU638020A1 |
| Система управления приводом подач зубофрезерного станка | 1984 |
|
SU1171284A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2076023C1 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| Способ долбления зубьев зубчатых колес | 1987 |
|
SU1540966A1 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК | 2010 |
|
RU2454303C2 |
| Зубофрезерный станок с чпу | 1977 |
|
SU666016A1 |