1
Изобретение относится к области машиностроения и может быть использовано в зубофрезерных станках, работающих по методу обкатки.
Известна разомкнутая система управления приводом подач, состоящая из путевых переключателей, взаимодействующих с ними нажимных упоров, релейной схемы, исполнительного уст-ройства, осуществляющая управление подачей на оборот заготовки изменением отношения скорости подачи, бесступенчатого вне цикла и непрерывного в -процессе обработки, например на участках врезания и выхода }.
Область применения указанной системы управления ограничена станками с бесступенчато-регулируемыми приводами, сложными по своей структуре.
Целью изобретения является упрощение привода подач станка за счет регулирования действующей подачи на оборот заготовки изменением длительного импульса скорости подачи.
Указанная цель достигается тем, что взаимодействующие с путевыми переключателями нажимные упоры установлены соответственно на шпиндель изделия и на звено, кинематически связанное с салазками инструмента.
в количестве,равном числу импульсов скорости подачи за оборот изделия и числу иг4пульсов скорости подачи за цикл обработки заготовки, причем упоры, установленные на шпинделе, расположены на равных; расстояниях друг от друга, а упоры на звене, кинематически связанном с салазками,на расстоянии, соответствующем дей10ствующим значениям подачи на оборот заготовки, вычисленном по формуле:
U) - X 5оз К
15
где SQ - действующее в данной точке пути салазок значение подачи на оборот заготовки;
20
i коэффициент передачи межд ду салазками и кинематически связанным с ним звеном;
k -число импульсов скорости 2 5подачи за оборот заготовки.
В упрощенном исполнении системы нажимные упоры установлены на шпинделе изделия и на салазках на одной . 30 прямой, параллельной их ходу.
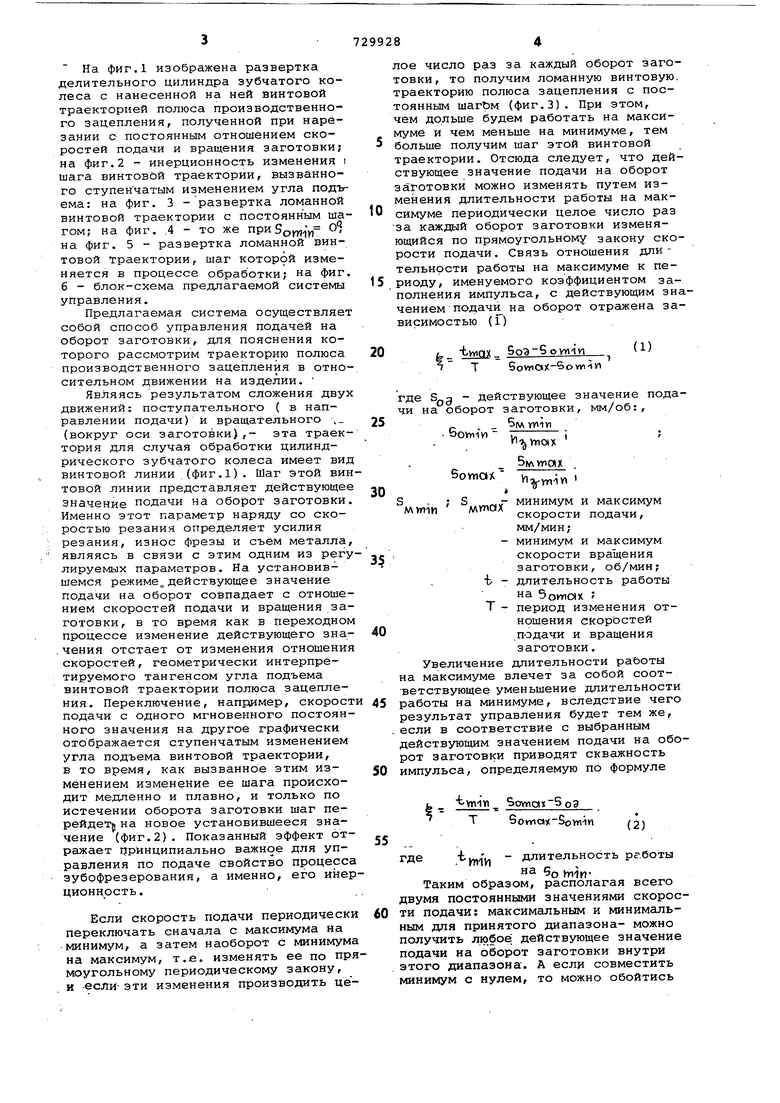
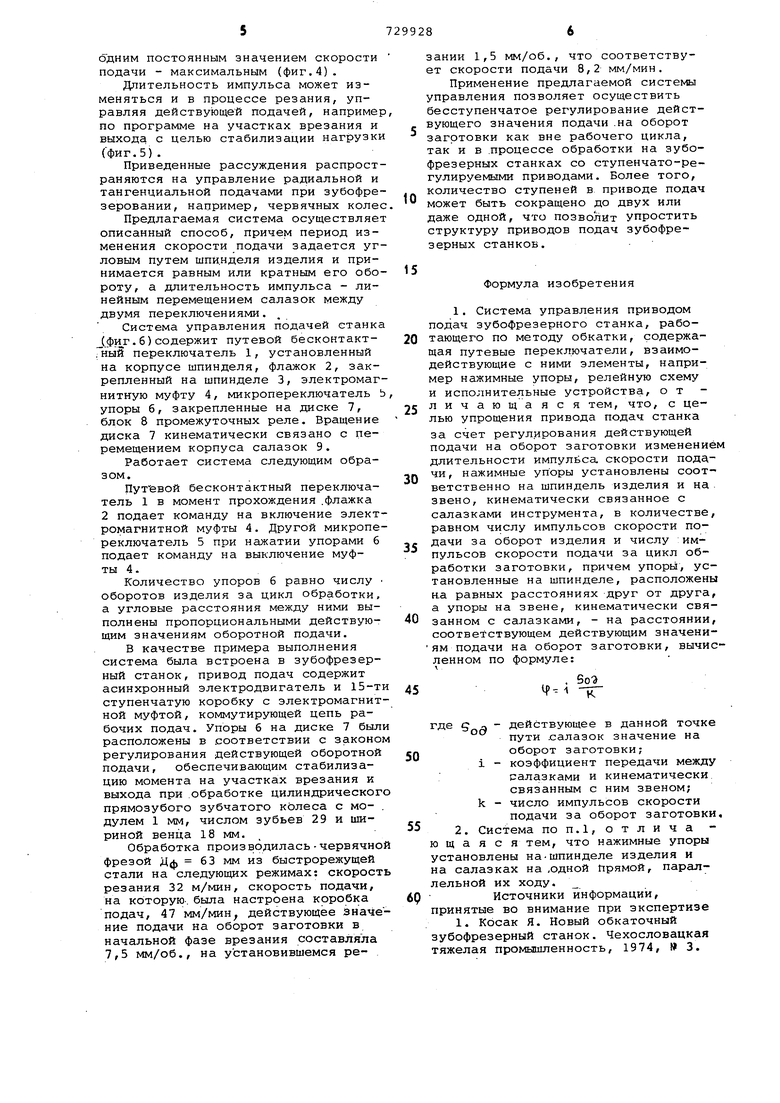
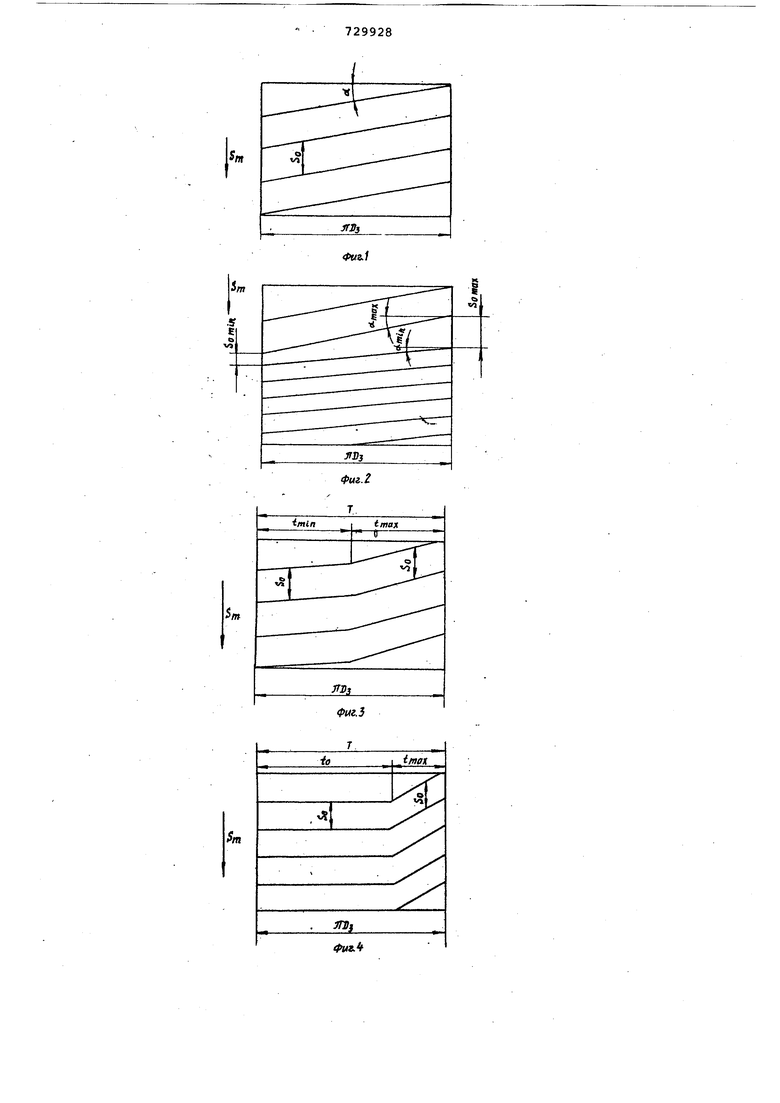
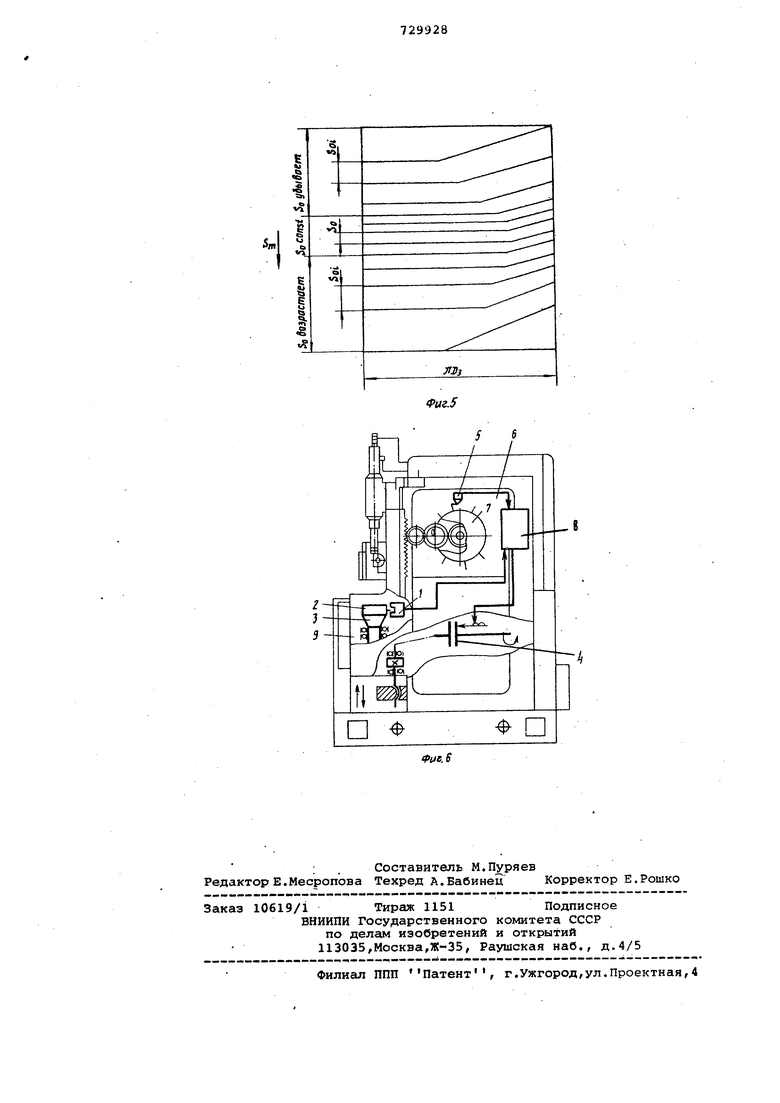
На фиг.1 изображена развертка делительного цилиндра зубчатого колеса с нанесенной на ней винтовой траекторией полюса производственного зацепления, полученной при нарезании с постоянным отношением скоростей подачи и вращения заготовки; на фиг.2 - инерционность изменения i шага винтовой траектории, вызванного ступенчатым изменением угла подъема: на фиг. 3 - развертка ломанной винтовой траектории с постоянным шагом; на фиг. .4 - то же приSoiriiyi на фиг. 5 - развертка ломанной винтовой Траектории, шаг которой изменяется в процессе обработки; на фиг. 6 - блок-схема предлагаемой системы управления.
Предлагаемая система осуществляет собой способ управления подачей на оборот заготовки, для пояснения которого рассмотрим траекторию полюса производственного зацепления в относительном движении на изделии.
Являясь результатом сложения двух движений: поступательного ( в направлении подачи) и вращательного (вокруг оси заготовки),- эта траектория для случая обработки цилиндрического зубчатого колеса имеет вид винтовой линии .(фиг.1). Шаг этой винтовой линии представляет действующее значение подачи на оборот заготовки. Именно этот параметр наряду со скоростью резания определяет усилия резания, износ Фрезы и съем металла, являясь в связи с этим одним из регулируемых параметров. На установившемся режиме действующее значение подачи на оборот совпадает с отношением скоростей подачи и вращения заготовки, в то время как в переходном процессе изменение действующего зна.чения отстает от изменения отношения скоростей, геометрически интерпретируемого тангенсом угла подъема винтовой траектории полюса зацепления. Переключение, например, скорост подачи с одного мгновенного постоянного значения на другое графически отображается ступенчатым изменением угла подъема винтовой траектории, в то время, как вызванное этим изменением изменение ее шага происходит медленно и плавно, и только по истечении оборота заготовки шаг перейдет на новое установившееся значение (фиг.2). Показанный эффект отражает 1}рйнципиально важное для управления по подаче свойство процесса зубофрезерования, а именно, его инерционность .
Если скорость подачи периодически переключать сначала с максимума на минимум, а затем наоборот с минимума на максимум, т.е. изменять ее по прямоугольному периодическому закону, и вслИ эти изменения производить делое число раз за каждый оборот заготовки, то получим ломанную винтовую, траекторию полюса зацепления с постоянным шагЬм (фиг.З). При этом, чем дольше будем работать на максимуме и чем меньше на минимуме, тем больше получим шаг этой винтовой траектории. Отсюда следует, что действующее значение подачи на оборот заготовки можно изменять путем изменения длительности работы на максимуме периодически целое число раз за каждый оборот заготовки изменяющийся по прямоугольному закону скорости подачи. Связь отношения длительности работы на максимуме к периоду, именуемого коэффициентом заполнения импульса, с действующим значением подачи на оборот отражена зависимостью (1)
(1)
i-wax 5оэ 5оуу1чи
Т SovYiax-SowiiM
где - действующее значение подчи на оборот заготовки, мм/об:,
. Mjrmvi t ovniw
SlAVnOIX
Bovna - , .
; S - минимум и максимум
АЛ win скорости подачи, мм/мин;
- минимум и максимум скорости вращения заготовки, об/мин; Ь - длительность работы
на 5owotx
Т - период изменения отношения скоростей подачи и вращения заготовки.
Увеличение длительности работы на максимуме влечет за собой соответствующее уменьшение длительност работы на минимуме, вследствие чег результат управления будет тем же, если в соответствие с выбранным действующим значением подачи на оброт заготовки приводят скважность импульса, определяемую по формуле
, ovnait So9
Т 6о т1ах 5оУп-1и
(2)
- длительность рг.боты
где
ПИЦ
5о hi-iiT Таким образом, располагая всего
двумя постоянными значениями скорости подачи: максимальным и минимальным для принятого диапазона- можно получить любое; действующее значение подачи иа оборот заготовки внутри этого диапазона. А если совместить минимум с нулем, то можно обойтись
одним постоянным значением скорости подачи - максимальным (фиг.4).
Длительность импульса может изменяться и в процессе резания, управляя действующей подачей, например по программе на участках врезания и выхода с целью стабилизации нагрузки (фиг. 5).
Приведенные рассуждения распространяются на управление радиальной и тангенциальной подачами при зубофрезеровании, например, червячных колес
Предлагаемая система осуществляет описанный способ, причем период изменения скорости подачи задается угловым путем шпинделя изделия и принимается равным или кратным его обороту, а длительность импульса - линейным перемещением салазок между двумя переключениями.
Система управления подачей станка Jфиг.б)содержит путевой бесконтакт.ный переключатель 1, установленный на корпусе шпинделя, флажок 2, закрепленный на шпинделе 3, электромагнитную муфту 4, микропереключатель Ь упоры 6, закрепленные на диске 7, блок 8 промежуточных реле. Вращение диска 7 кинематически связано с перемещением корпуса салазок 9.
Работает система следующим образом.
Путевой бесконтактный переключатель 1 в момент прохождения .флажка 2 подает команду на включение электромагнитной муфты 4. Другой микропереключатель 5 при нажатии упорами 6 подает команду на выключение муфты 4.
Количество упоров б равно числу оборотов изделия за цикл обработки, а угловые расстояния между ними выполнены пропорциональными действующим значениям оборотной подачи.
В качестве примера выполнения система была встроена в зубофрезерный станок, привод подач содержит асинхронный электродвигатель и 15-ти ступенчатую коробку с электромагнитной муфтой, коммутирующей цепь рабочих подач. Упоры 6 на диске 7 были расположены в соответствии с законом регулирования действующей оборотной подачи, обеспечивающим стабилизацию момента на участках врезания к выхода при обработке цилиндрического прямозубого зубчатого колеса с мо- . дулем 1 мм, числом зубьев 29 и шириной венца 18 мм.
Обработка производилась-червячной фрезой Дф 63 мм из быстрорежущей стали на следующих режимах: скорость резания 32 м/мин, скорость подачи, на которую-, была настроена коробка подач, 47 мм/мин действующее значение подачи на оборот заготовки в начальной фазе врезания составляла 7,5 мм/об., на установившемся резании 1,5 мм/об., что соответствует скорости подачи 8,2 мм/мин.
Применение предлагаемой системы управления позволяет осуществить бесступенчатое регулирование действующего значения подачи .на оборот заготовки как вне рабочего цикла, так и в .процессе обработки на зубофрезерных станках со ступенчато-регулируемыми приводами. Более того, количество ступеней в приводе подач может быть сокращено до двух или даже одной, что позволит упростить структуру приводов подач зубофрезерных станков.
15
Формула изобретения
1. Система управления приводом подач зубофрезерного станка, работающего по методу обкатки, содержа0щая путевые переключатели, взаимодействующие с ними элементы, например нажимные упоры, релейную схему и исполнительные устройства от личающаяс я тем, что, с це5лью упрощения привода подач станка за счет регул.ирования действующей подачи на оборот заготовки изменением длительности импульса скорости подачи, нажимные упоры установлены соотDветственно на шпиндель изделия и на звено, кинематически связанное с салазками инструмента, в количестве, равном числу импульсов скорости подачи за оборот изделия и числу : им5пульсов скорости подачи за цикл обработки заготовки, причем упоры, установленные на шпинделе, расположены на. равных расстояниях друг от друга, а упоры на звене, кинематически свя0занном с салазками, - на расстоянии, соответствующем действующим значениям подачи на оборот заготовки, вычисленном по формуле:
. боЭ
5 if.l где 5г.л действующее в данной точке
од пути .салазок значение на оборот заготовки;
0 коэффициент передачи между
1 салазками и кинематически связанным с ним звеном; k - число импульсов скорости
подачи за оборот заготовки,
5 2. Система поп.1, отлича ю щ а я с я тем, что нажимные упоры установлены на-шпинделе изделия и на салазках на ,одной Прямой, параллельной их ходу.
Источники информации,
р принятые во внимание при экспертизе
1. Косак Я. Новый обкаточный зубофрезерный станок. Чехословацкая тяжелая промышленность, 1974, 3.
m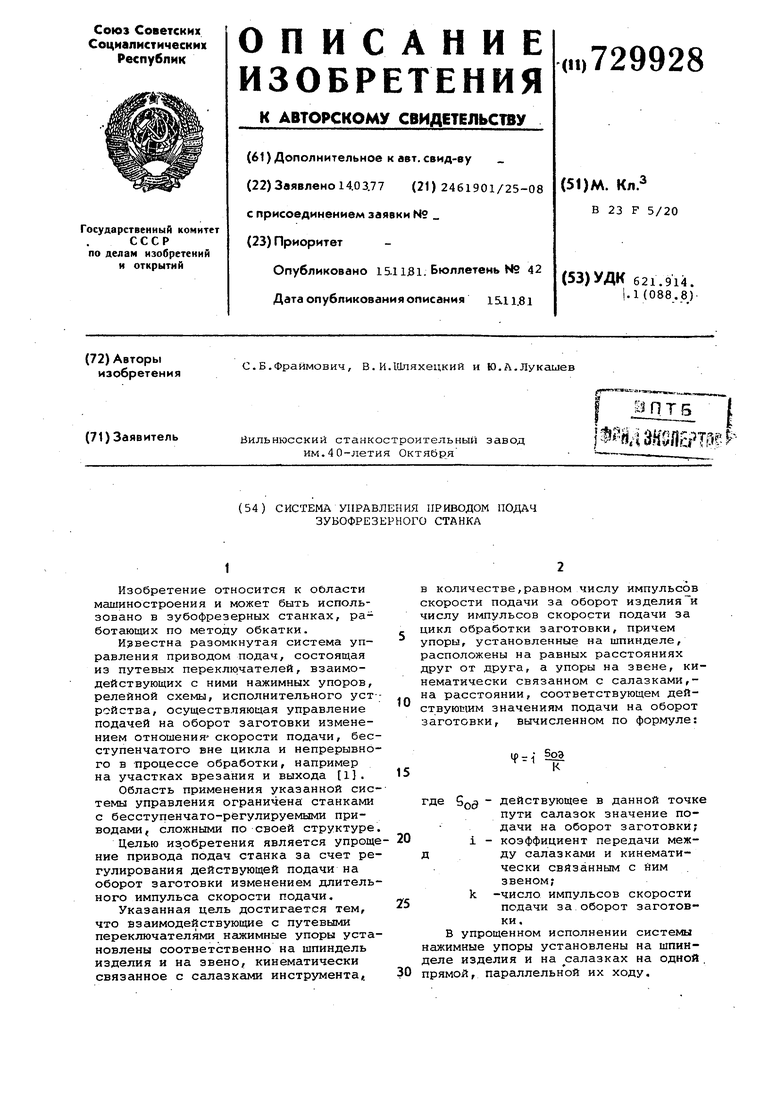
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления приводом подач зубофрезерного станка | 1977 |
|
SU729929A1 |
| Способ управления режимами зубо-фРЕзЕРОВАНия пО МЕТОду ОбКАТКи | 1976 |
|
SU638020A1 |
| Система управления приводом подач зубофрезерного станка | 1977 |
|
SU726745A1 |
| Система управления приводом подач зубофрезерного станка | 1984 |
|
SU1171284A1 |
| Способ управления подачей при зубофрезеровании по методу обкатки | 1979 |
|
SU944823A1 |
| Способ управления подачей при зубофрезеровании и система для его осуществления | 1977 |
|
SU726746A1 |
| Зубофрезерный станок для нарезания колес с криволинейными по длине зубьями | 1987 |
|
SU1710228A1 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| Устройство к токарно-винторезному станку для нарезания зубчатых изделий | 1984 |
|
SU1197799A1 |
| СПОСОБ ВИХРЕВОГО НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК | 2003 |
|
RU2267384C2 |
io
Urn
jnij Фuг.
Л max
