1 ,
Изобретение относится к технологическому оборудованию приборостроительной, инструментальной и часовой промышленности и может найти применение при фрезеровании равномерно расположенных пазов в деталях типа копец, например, при фрезеровании пазов в неподвижном круглом ноже электробритвы .
1/
Известны многопозиционные станки,
включающие стол для деталей и фрезерные, головки, размещенные на одном из плеч фасонных ршчагов, связанных общей осью со станиной, другие плечи ,,j которых предназначены для взаимодейстВИЯ с кулачковым механизмом ClЭ.
Недостатком известных станков является то, что они не обеспечивают достаточно производительной обработкиго из-за требуемого времени для взаимной выставки инструмента.
Цель изобретения - повышение производительности обработки.
С этой целью в предлагаемом станке плечи рычагов закреплены шарнирно, и станок снабжен механизмом для изменения угла между плечами,Механизм изменения угла выполнен в виде установленного на одном из плеч рычага гидроцилиндра, на штоке которого выполнена рейка, взаимодействующая ; с колесом, установленном на втором рычаге.
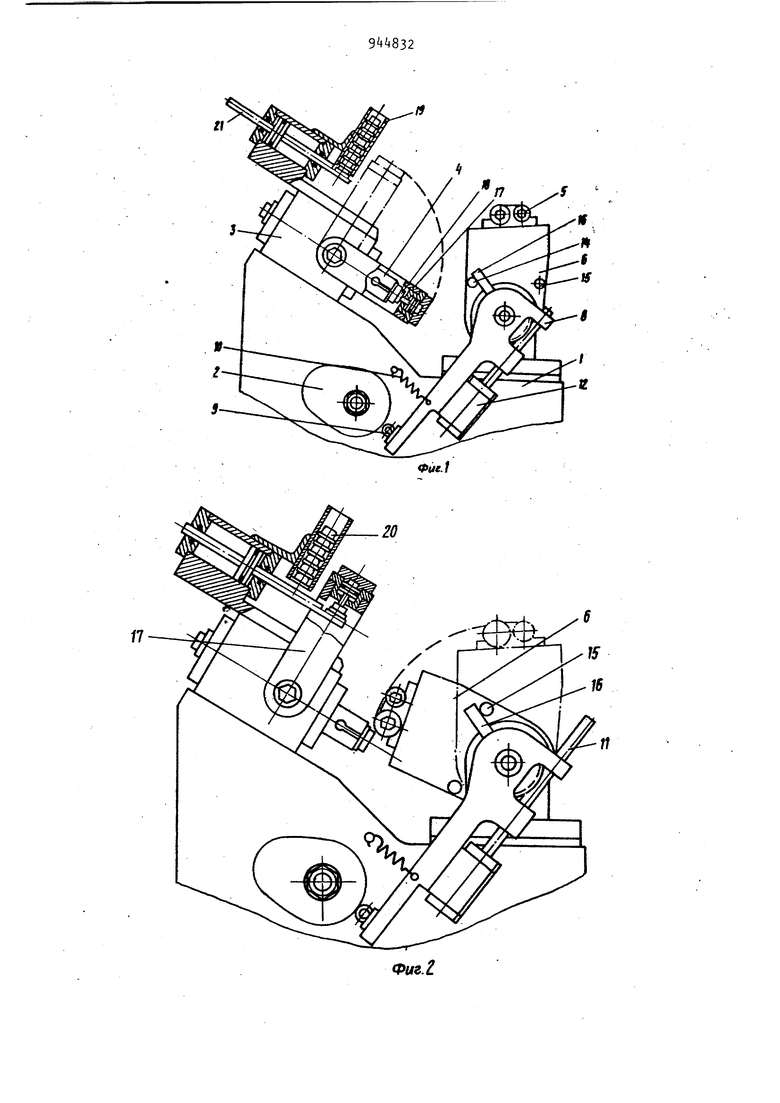
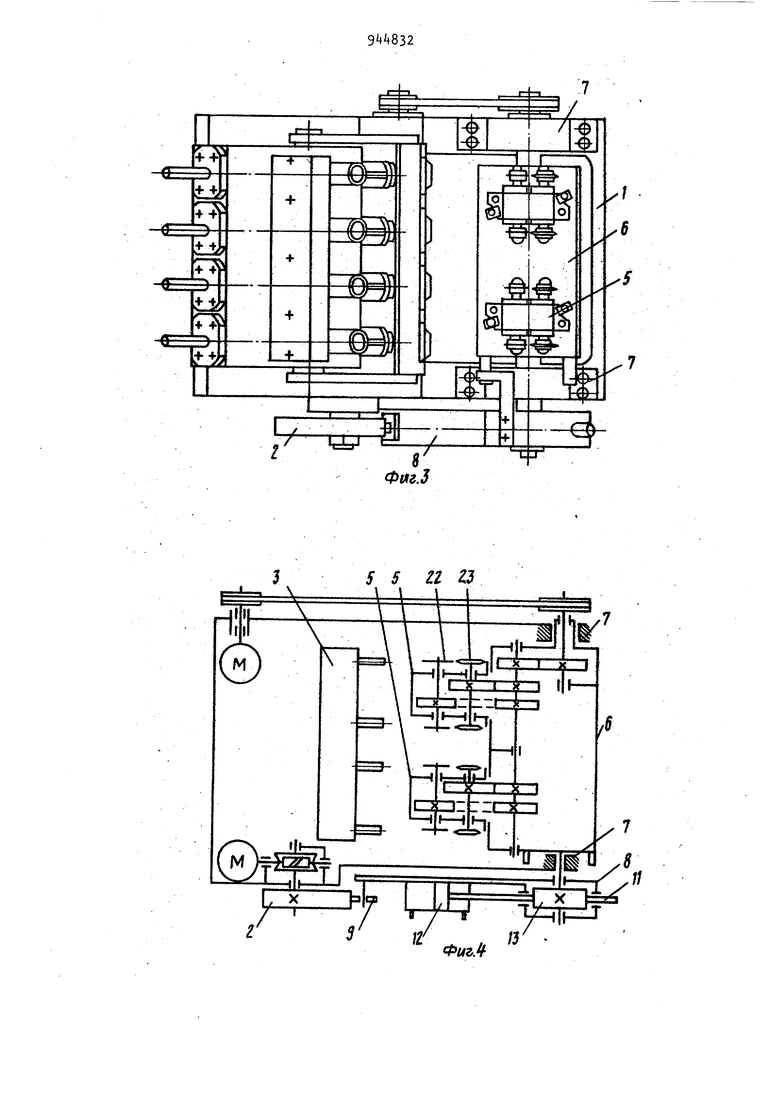
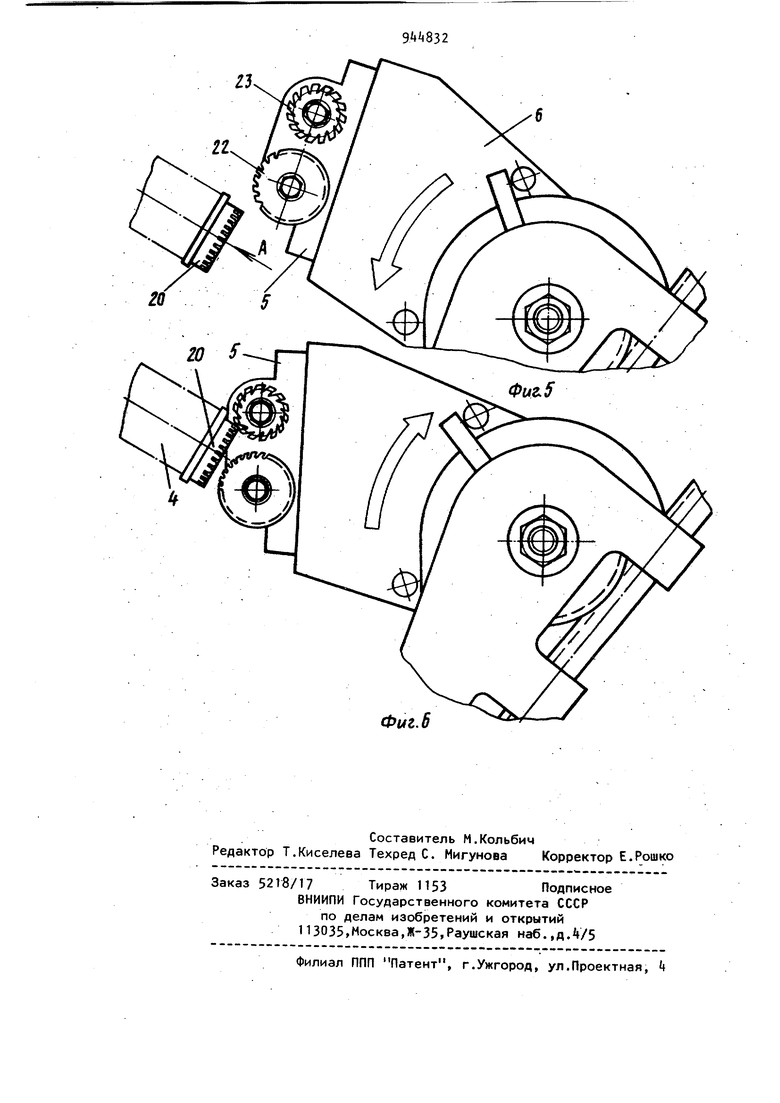
На фиг. 1 представлен станок в момент загрузки; на фиг. 2 - то же, в момент обработки; на фиг. 3 - станоК) вид в плане; на фиг. - кинема- i тическая схема станка; на фиг. 5 крайнее верхнее положение инструмента в момент поворота заготовки; на фиг. 6 - крайнее нижнее положение заготовки в момент затылования.
Станок состоит из станины 1 с кулачком 2, стола 3 с поворотно-делительными головками , фрезерных головок 5 установленных на одном из плеч фасонного рычага, представленно39го в виде балки 6. Ось качания фасон ного .рычага выполнена в виде двух цапф, которые через подшипники качения связаны с неподвижными опорами/ станины 1. Второе плечо 8 фасон ного рычага через ролик 9 поджато пружиной 10 к кулачку 2. Балка 6 кинематически связана с плечом 8 посредством реечного механизма, состоящего из зубчатой рейки 11, являющейся одновременно штоком гидроцилиндра 12, расположенного на плече 8, и зуб чатого колеса 13, жестко связанного с балкой 6. На балке 6 установлены упоры 14 и 15, а на плече 8 - палец 16, определяющие угол между плечами фасонного рычага. На корпусе стола 3 размещен механизм загрузки, состоящий из поворотной траверсы 17 с размещенными на ней загрузочными штоками 18 гидроцилиндров, кассет 19 с заготовками 20 и штоками 21 гидроцилиндров подачи заготовок из кассет на загрузочные штоки 18. . Станок работает следующим образом В исходном положении балка 6 выве дена из зоны резания (давление в што ковой полости гидроцилиндра 12) , загрузка заготовок 20 на делительные головки 4 осуществляется подачей заг товок из кассет 19 штоками 21 на заг рузочные штоки 18 поворотной траверс 1 (псзворотная траверса в исходном положении). Заготовки удерживаются пружиной (не показана). Далее произ водится поворот траверсы 17 в зону резания, где происходит загрузка заготовок 20 на поворотно-делительные головки 4 штоками 18. После этого траверса 17 поворачивается в исходную позицию. Обработка заготовок.осуществляется в следующей последовательности. Подается давление в цилиндровую полость гидроцилиндра 12. Балка б с фрезерными головками поворачивает ;я рабочую зону до касания пальцем 16 упора 15. Включается кулачковый привод 2. Один оборот кугачка 2 соответ ствует прорезке одного паза Б (фиг.5 вид А) фрезой 22 с последующей зэтыловкой этого паза (образование фаски в) фрезой 23 и обратному ходу балки 6 В исходное положение, где производится поворот делительных головок 4 с заготовками 20 на одно деление. Следующим оборотом кулачка 2 производится обработка очередного паза и т.д. После обработ си последнего паза заготовки 20 кулачок 2 останавливается . Подается давление в штоковую полость гидроцилиндра 12, балка 6 выходит из зоны резания до касания пальцем 1б упора Т. Производится расфиксация и сброс обработанных заготовок. Далее следует вышеописанная загрузка новых заготовок и цикл повторяется. При необходимости замены инструмента цикл прерывается и производится смена фрезерных головок 5 с выставленным инструментом. Использование изобретения по сравнению с известным позволяет повысить производительность обработки за счет исключения операции выставки инструмента непосредственно на станке. Формула изобретения 1.Многопозиционный станок, включающий стол для деталей и фрезерные головки, размещенные на одном из . плеч фасонных рычагов, связанных общей осью со станиной, другие плечи которых предназначены для взаимодействия с кулачковым механизмом, о т л ич а ю щ и и с я тем, что, с целью повышения производительности обработки, плечи рычагов закреплены шарнирно и станок снабжен механизмом для изменения угла между плечами. 2.Станок по п.1,отличающ и и с я тем, что механизм изменения угла между плечами выполнен в виде установленного на одном из плеч гидроцилиндра, на штоке которого нарезана рейка, взаимодействующая с шестерней, закрепленной на другом плече.. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № , кл. В 23 Q 39/02, 1973.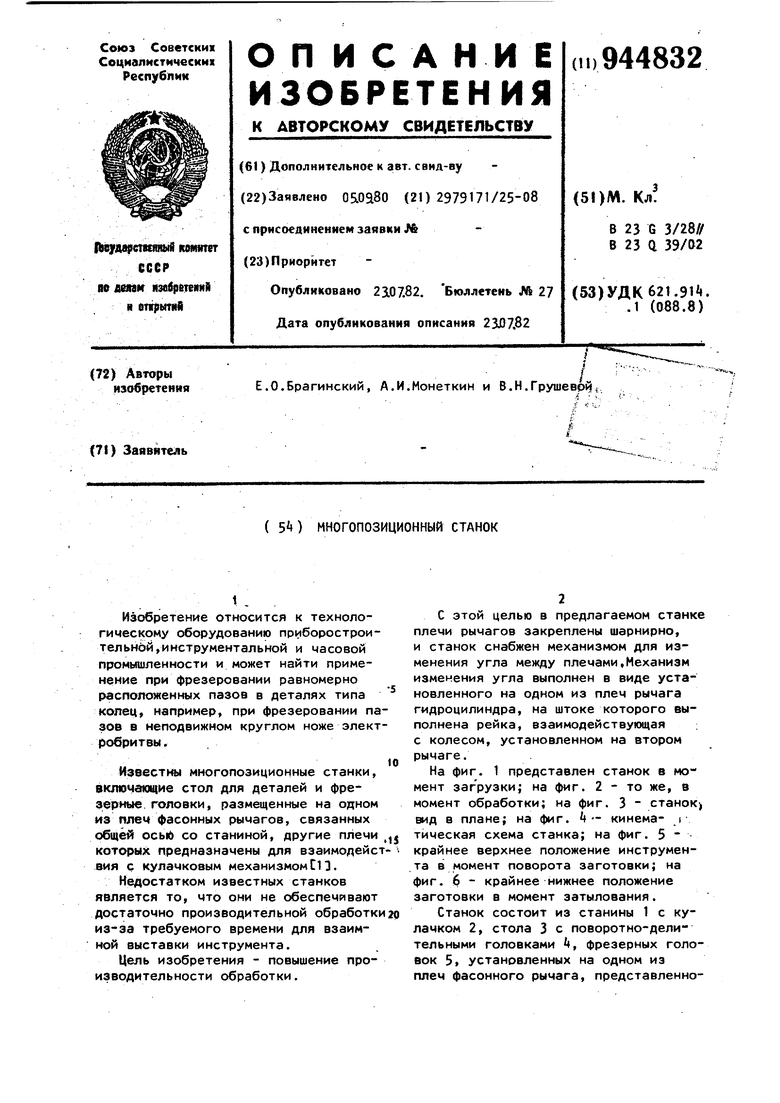

| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОПОЗИЦИОННЫЙ СТАНОКI ВСЕСОЮЗНАЯ \ | 1973 |
|
SU381499A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2072914C1 |
| САМОБЛОКИРУЮЩИЙСЯ ДЕРЕВЯННЫЙ ПРОФИЛЬ И ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ЕГО ПОЛУЧЕНИЯ | 1994 |
|
RU2044626C1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2007 |
|
RU2351461C2 |
| Агрегатный станок для обработки деревянных брусковых заготовок | 1985 |
|
SU1303409A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ДОВОДКИ | 2007 |
|
RU2361703C1 |
| Агрегатный станок | 1986 |
|
SU1335422A1 |
| Станок для непрерывной обработки деталей | 1989 |
|
SU1692764A1 |
| Станок для сборки узлов запрессовкой | 1978 |
|
SU745642A1 |
Фиг.1
S 5 11 t
7
Фиг.6
