( УСТРОЙСТВО ДЛЯ ПЛАЗМЕННО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для плазменно-дуговой сварки | 1980 |
|
SU927434A1 |
| СПОСОБ ПЛАЗМЕННО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2016 |
|
RU2643010C2 |
| Установка для плазменной сварки | 1988 |
|
SU1623846A1 |
| Способ плазменно-дуговой сварки плавящимся электродом | 1980 |
|
SU893447A1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
| Способ плазменной сварки плавящимся электродом и плазмотрон | 1990 |
|
SU1816250A3 |
| Способ плазменной сварки металлов плавящимся электродом | 2022 |
|
RU2806358C1 |
| Способ многодуговой сварки | 1976 |
|
SU689800A1 |
| Способ плазменно-дуговой наплавки | 1988 |
|
SU1569133A1 |
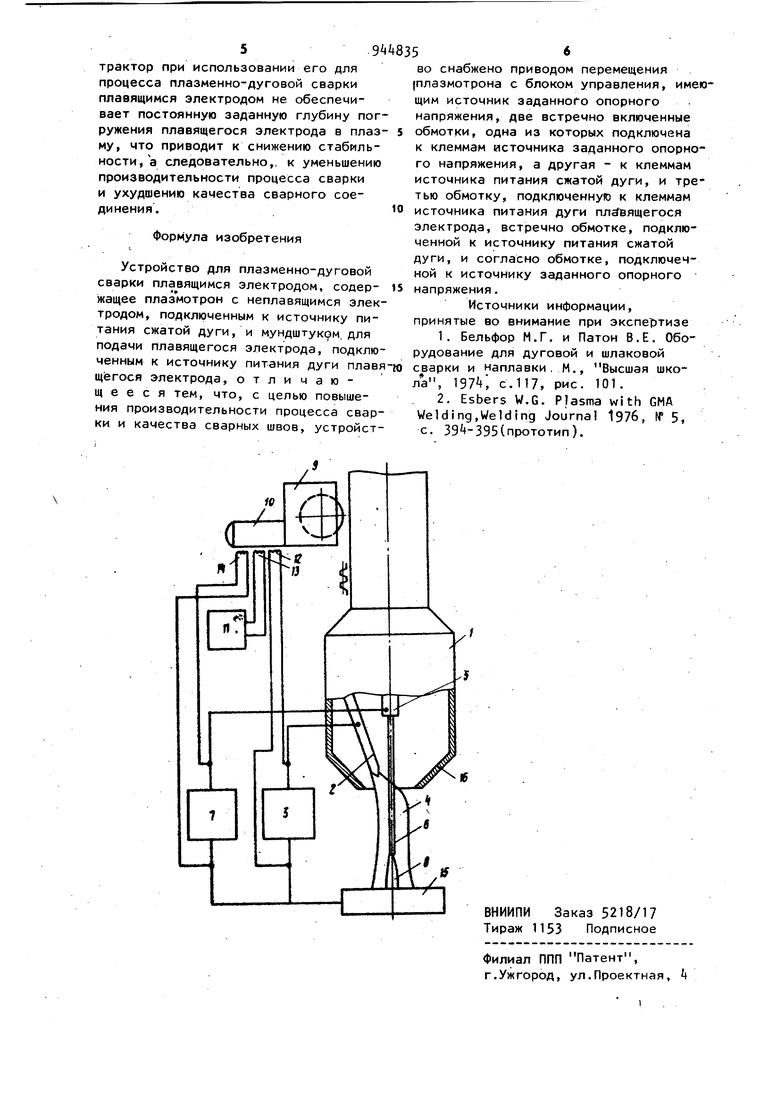
Изобретение относится к сварочном производству, в частности к устройст вам для плазменно-дуговой сварки и наплавки плавящимся электродом. Известно устройство для плазменной сварки, содержащее привод вертикального перемещения плазмотрона и электродвигатель, имеющий две встреч но-включенные обмотки, одна из которых подключена к клеммам источника питания сжатой дуги, а другая - к клеммам источника заданного опорного напряжения. При изменении напряжения сжатой дуги (длины сжатой дуги), дви гатель посредством привода устанавливает первоначально заданную длину сжатой дуги, соответствующую равенству напряжений в обмоткахCl. Однако известное устройство не обеспечивает высокой производительности и качества сварки. Наиболее близким по технической сущности и достигаемому результату к изобретению является устройство для плазменно-дуговой сварки плавящимся электродом, содержащее плазмотрон с неплавящимся электродом, подключенным к источнику питания сжатой дуги, и мундштуком ДЛЯ подачи плавящегося электрода, подключенным к источнику питания дуги плавящегося электродаС2. Процесс сварки обычно происходит при действии различного рода возмущений. Так, при изменении длины сжатой дуги известное устройство не o6ecvie- чивает достаточной Производительности и качества сварки соединений изза нарушения стабильности совместного горения сжатой дуги и дуги плавящегося электрода, вызванной изменением глубины погружения плавящегося электрода в сжатую дугу по ее оси. Нарушение стабильности горения дуги приводит к снижению качества сварных соединений. Цель изобретения - повышение производительности процесса сварки и качества сварных швов. 394 Поставленная цель достигается тем, что устройство для плазменнодуговой сварки плавящимся электродом, содержащее плазмотрон с неплавящимся электродом, подключенным к источнику питания сжатой дуги и мундштуком для подачи плавящегося электрода, подключенным к источнику дуги плавящегося электрода, снабжено приводом перемещения плазмотрона с блоком управления, имеющим источник заданного опорного напряжения, две встречно включенные обмотки, одна из которых подключена к клеммам источника заданного опорного напряжения, а другая к клеммам источника питания сжатой дуги, и третью обмотку,подключенную к клеммам источника питания дуги плавящегося электрода, встречно обмотке, подключенной к источнику питания сжатой дуги, и согласно обмотке, подключенной к источнику заданного опорного напряжения. На чертеже изображена принципиаль ная схема устройства, I Устройство содержит плазмотрон 1 с неплавящимся- электродом 2, подключенным к источнику 3 питания сжатой дуги 4, и мундштуком 5 для подачи плавящегося электрода 6, подключенны к источнику 7 питания дуги 8 плавящегося электрода.Устройство снабжено приводом 9 перемещения плазмотрона 1 с электродвигателем 10 и бло ком управления, имеющим источник 11 заданного опорного напряжения, две встречно включенные обмотки 12 и 13. Обмотка 12 подключена к клеммам источника 3 питания, а обмотка 13 - к клеммам источника 11 заданного опорн го напряжения. Блок управления имеет и третью обмотку 14,подключенную к клеммам источника питания дуги плавящегося электрода,встречно обмотке 12 и согласно обмотке 13Для стабильного протекания процес са плазменно-дуговой сварки необходи мо обеспечивать постоянную заданную глубину погружения плавящегося элект рода в сжатую дугу по ее оси. В устройстве требуемая глубина по ружения плавящегося электрода 6 в сжатую дугу 4 по ее оси задается источником 11 опорного напряжения, подключенного к обмотке 13 электродв гателя 10. В процессе работы устройства при отсутствии различного рода возмущени электродвигатель 10 неподвижен, поддерживая заданную глубину погружения плавящегося электрода 6 в сжатую дугу 4 п.о ее оси вследствие того, что суммарный магнитный поток обмоток 14, 13 и 12 равен нулю. При появлении возмущений, например увеличении (уменьшении ) расстояния между плазмотроном 1 и изделием 15, увеличивается (уменьш.ается) глубина погружения плавящегося электрода 6 в сжатую дугу 4, так как расстояние между плавящимся электродом 6 и изделием 15 определяется напряжением источника питания 7 и, в данном случае,остается неизменным. Увеличение (уменьшение)расстояния между плазмотроном 1 и изделием 15 приводит к увеличению (уменьшению) напряжения сжатой дуги 4 и напряжения на обмотке 12. Магнитный поток обмотки 12 становится больше (меньше) суммы магнитных потоков 14 и 13. Начинает работать электродвигатель 10, перемещая плазмотрон 1 вниз (вверх), и восстанавливает прежнюю заданную глубину погружения плавящегося электрода 6 в сжатую дугу 4. При этом сумма магнитных потоков обмоток 14, 13 и 12 вновь становится равной нулю, вследствие уменьшения напряжения обмотки 12. При изменении, например увеличении (уменьшении), напряжения источника 7, увеличивается (уменьшается ) длина дуги 8j что приводит к уменьшению (увеличению) глубины погружения пла- вящегося электрода 6 в сжатую дугу 4. В результате увеличения (уменьшения) напряжения на обмотке 14 сумма ма1- нитных потоков обмоток 14 и 13 становится больше (меньше) магнитного потока обмотки 12. Начинает работат-ь электродвигатель 10, перемещая плазмотрон 1 вверх (вниз) , восстанавливает прежнюю заданную глубину погружения плавящегося электрода 6 в сжатую дугу 4.При этом сумма магнитных, потоков обмоток 14,13 и 12 вновь становится равной нулю, вследствие увеличения напряжения обмотки 12. В качестве базового объекта, как лучшего спроектированного образца, принят серийно выпускаемый советской промышленностью сварочный трактор АДСВ-2, обеспечивающий постоянство расстояния между неплавящимся электродом и изделием за счет вертикального перемещения сварочной горелки в зависимости от величины напряжения на дуге. Однако, данный сварочный
