Изобретение относится к области технологических процессов, в частности к сварке и наплавке металлов и сплавов с использованием плазмы путем совместного воздействия плазменной дуги и дуги с плавящимся электродом, и может быть использовано преимущественно для автоматической высокоскоростной сварки изделий и металлических конструкций в условиях действия производственных возмущений.
Известен способ плазменной сварки плавящимся электродом (RU 2495735 С2, МПК В23К 10/02 (2006.01), опубл. 20.10.2013), включающий сварку при помощи плазмотрона, содержащего кольцевой неплавящийся электрод для формирования сжатой дуги между этим электродом и изделием, пусковой неплавящийся электрод, установленный внутри кольцевого электрода и выполненный с осевым отверстием, в котором с возможностью перемещения расположен плавящийся электрод. Первоначально высоковольтным разрядом возбуждают дугу между пусковым неплавящимся электродом и свариваемым изделием, затем возбуждают сжатую дугу между кольцевым неплавящимся электродом и изделием. После чего через упомянутое осевое отверстие в пусковом неплавящемся электроде в зону сварки подают плавящийся электрод и возбуждают дуговой разряд между этим электродом и изделием, и гасят дугу между пусковым неплавящимся электродом и изделием.
Недостатком способа является отсутствие возможности подачи стабилизирующего (фокусирующего) газа, что снижает стабильность процесса и качество сварки, а также недостаточная стабильность совместного горения плазменной дуги и дуги с плавящимся электродом при наличии производственных возмущений вследствие увеличения глубины осевого погружения электродной проволоки в плазму выше критического значения.
Известен способ плазменной сварки плавящимся электродом (ж. Сварочное производство. 1986. №5. С. 1-2), при котором, первоначально, с помощью источника питания постоянного тока с падающей внешней характеристикой, возбуждают плазменную дугу между неплавящимся кольцевым анодом плазмотрона и изделием, а затем подают через токоподводящий наконечник с рабочей скоростью по оси плазменной дуги плавящийся электрод. После подачи в плазму токоведущего плавящегося электрода, самопроизвольно без короткого замыкания электрода на изделие и, следовательно, без разбрызгивания, с помощью источника питания постоянного тока с жесткой внешней характеристикой возбуждается внутри плазменной дуги между торцом плавящегося электрода и изделием дуга с плавящимся электродом. Процесс сварки осуществляют при подаче трех газовых потоков: плазмообразующего, стабилизирующего и защитного.
Недостатком способа является недостаточная стабильность совместного горения плазменной дуги и дуги с плавящимся электродом при действии в процессе сварки производственных возмущений вследствие изменений длины дугового или плазменного разрядов, вызывающих увеличение глубины осевого погружения электродной проволоки в плазму выше критического значения.
Известен способ плазменной сварки плавящимся электродом (SU 1816250 A3, МПК 5 В23К 10/00, опубл. 15.05.1993), при котором плавящийся электрод подают через неплавящийся трубчатый электрод в сжатую дугу, возбуждаемую между неплавящимся трубчатым электродом и изделием. При этом поток плазмообразующего газа разделяют и по соплам подают одну часть внутри канала неплавящего трубчатого электрода, а вторую часть потока подают снаружи, на срез канала этого электрода. Обе части потока плазмообразующего газа подают к плавящемуся электроду под одинаковыми углами α к горизонтальной плоскости в соответствии с выражением 32°<α<38°,
а расстояние между потоками по вертикали h на выходе из сопел устанавливают в соответствии с выражением
0,9D>h>0,7D,
где D - диаметр выходного канала неплавящегося трубчатого электрода, равный (4-6)d,
где d - диаметр плавящегося электрода.
Этому способу, так же как и предыдущим, присущ аналогичный недостаток - недостаточная стабильность совместного горения плазменной дуги и дуги с плавящимся электродом при наличии действующих возмущений вследствие увеличения глубины осевого погружения электродной проволоки в плазму выше критического значения.
Известен способ плазменно-дуговой сварки плавящимся электродом (SU 893447 А1, МПК 5 В23К 9/16, опубл. 30.12.1981), выбранный в качестве прототипа, при котором горение дугового разряда происходит в среде ионизированного газа, образованного плазменным разрядом прямого действия. Для повышения стабильности совместного горения плазменного и дугового разрядов глубину осевого погружения плавящегося электрода в плазму устанавливают в диапазоне
0,5 U/E<Lпогр.<U/E,
где U - напряжение, необходимое для образования активных пятен на плавящемся электроде, В;
Е - градиент потенциала в столбе плазменного разряда, В/см;
Lпогр. _ глубина осевого погружения плавящегося электрода в плазму, см.
Недостатком известного способа является отсутствие регулирования в процессе сварки глубины осевого погружения плавящегося электрода в плазму при действии определенных возмущений, так как рекомендуемую ее величину устанавливают параметрами режима до начала процесса сварки. При увеличении глубины осевого погружения плавящегося электрода в плазму выше критического значения под действием производственных возмущений (например, изменения напряжения дугового разряда между плавящимся электродом и изделием, изменение скорости подачи плавящегося электрода, изменение расстояния между плазмотроном и изделием и т.д.) нарушается стабильность совместного горения плазменной дуги и дуги с плавящимся электродом, вызванного шунтированием тока плазменной дуги плавящимся электродом. Вместо горения одной плазменной дуги между неплавящимся электродом и изделием наблюдается горение двух дуг: между неплавящимся электродом и плавящимся электродом, а также между плавящимся электродом и изделием (двойное дугообразование), что разрушает кольцевой неплавящийся электрод плазмотрона.
Задачей предлагаемого изобретения является разработка способа плазменно-дуговой сварки плавящимся электродом, обеспечивающего стабильное совместное горение плазменной дуги и дуги с плавящимся электродом в условиях действия производственных возмущений.
Предложенный способ плазменно-дуговой сварки плавящимся электродом, так же как в прототипе, заключается в том, что первоначально между кольцевым неплавящимся электродом плазмотрона и изделием возбуждают плазменную дугу, по оси которой через токоподводящий наконечник в зону сварки подают плавящийся электрод и возбуждают дугу между этим электродом и изделием, при этом сварку ведут при совместном горении плазменной дуги и дуги с плавящимся электродом в условиях действия производственных возмущений.
Согласно изобретению питание плазменной дуги осуществляют двухуровневым током от источника питания плазменной дуги, при этом переключение силы тока плазменной дуги с пониженного уровня на повышенный осуществляют в зависимости от величины возмущающего воздействия в момент достижения напряжения дуги с плавящимся электродом опорной величины, соответствующей критической глубине осевого погружения плавящегося электрода в плазму, а отключение силы тока плазменной дуги повышенного уровня осуществляют в момент достижения напряжения дуги с плавящимся электродом опорной величины, соответствующей оптимальной глубине осевого погружения плавящегося электрода в плазму.
Глубина осевого погружения плавящегося электрода в плазму, представляющая собой расстояние от торца этого электрода до точки его входа в плазму, зависит от длины дуги с плавящимся электродом, которая пропорциональна напряжению дуги с плавящимся электродом UД. Характер изменения этого напряжения в зависимости от величины возмущающего воздействия в период протекания силы тока плазменной дуги пониженного уровня IН (фиг. 1) регистрируют и сравнивают с опорным напряжением U01, соответствующим значению критической глубины осевого погружения плавящегося электрода в плазму. При достижении напряжения дуги с плавящимся электродом UД значения, соответствующего опорной величине U01, т.е. в момент критической глубины осевого погружения плавящегося электрода в плазму, осуществляют включение силы тока плазменной дуги повышенного уровня IВ. По сварочной цепи начинает протекать повышенный ток, что увеличивает скорость плавления плавящегося электрода, погруженного в плазменную дугу, и, соответственно, величину напряжение UД. При достижении в период протекания силы тока плазменной дуги повышенного уровня IВ напряжения дуги с плавящимся электродом UД опорной величины U02, соответствующей оптимальной глубине осевого погружения плавящегося электрода в плазму, силу тока плазменной дуги повышенного уровня IВ отключают.
Таким образом, автоматическое регулирование непосредственно в процессе сварки длительности периодов протекания тока плазменной дуги соответствующего уровня в зависимости от величины внешнего возмущающего воздействия исключает нарушение стабильности совместного горения плазменной дуги и дуги с плавящимся электродом, что обеспечивает стабильное качество сварных соединений независимо от изменяющихся параметров внешних возмущений.
На фиг. 1 представлены временные диаграммы напряжения дуги с плавящимся электродом UД и тока плазменной дуги IПД.
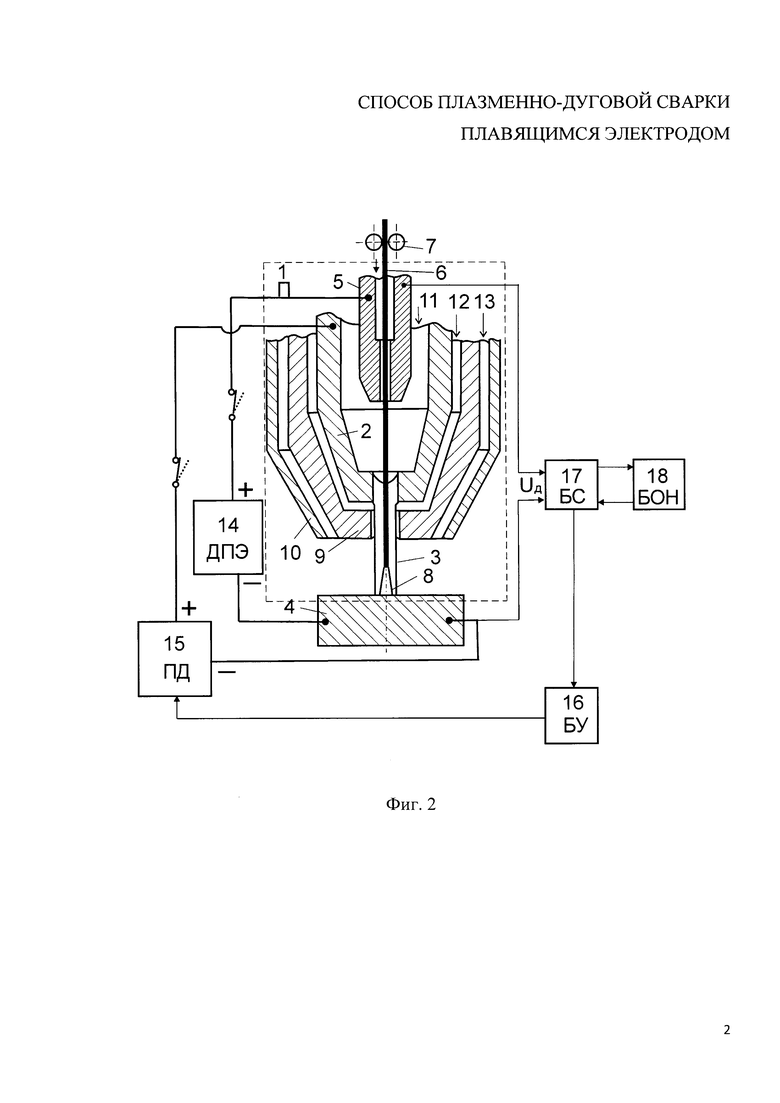
На фиг. 2 изображена функциональная схема устройства для реализации способа плазменно-дуговой сварки плавящимся электродом.
Устройство для реализации заявляемого способа содержит плазмотрон 1 (П), в котором размещен кольцевой неплавящийся электрод 2 (фиг. 2) для формирования плазменной дуги 3 между ним и свариваемым изделием 4. Внутри кольцевого неплавящегося электрода 2 по его оси установлен токоподводящий наконечник 5, выполненный с осевым отверстием. Плавящийся электрод 6 расположен в осевом отверстии токоподводящего наконечника 5 с возможностью осевого перемещения с помощью подающего механизма 7 для формирования дуги 8 между плавящимся электродом 6 и изделием 4. Снаружи кольцевого неплавящегося электрода 2 последовательно установлены стабилизирующее сопло 9 и защитное сопло 10 с образованием соответствующих каналов 11, 12 и 13 для подачи плазмообразующего, стабилизирующего и защитного газов. В кольцевом неплавящемся электроде 2 и стабилизирующем сопле 9 выполнены каналы для прохождения охлаждающей воды (на чертеже не показаны). Источник питания дуги с плавящимся электродом постоянным током с жесткой внешней характеристикой 14 (ДПЭ) подключен к токоподводящему наконечнику 5 и к свариваемому изделию 4. К источнику питания плазменной дуги постоянным током с падающей внешней характеристикой 15 (ПД) подключены свариваемое изделие 4, кольцевой неплавящийся электрод 2 и усилитель управляющего сигнала 16 (БУ), который связан с блоком сравнения 17 (БС), соединенным со свариваемым изделием 4, токоподводящим наконечником 5, и с блоком задания опорных напряжений 18 (БОН).
В качестве блока сравнения 17 (БС) использовано электронное устройство на базе полупроводникового компаратора напряжения К554САЗ (LM311), а в качестве блока задания опорных напряжений 18 (БОН) - электронное устройство на базе полупроводникового управляемого стабилизатора напряжения TL783.
Пример. Сваривали встык пластины из стали Ст. 3 толщиной 10 мм. Для сварки использовали плазмотрон 1 (П) с внутренними диаметрами кольцевого неплавящегося электрода 2 равным 6 мм и стабилизирующего сопла 9 равным 8 мм. В качестве плавящегося электрода 6 использовали омедненную проволоку Св-08Г2С диаметром 1,2 мм. Сварку осуществляли в условиях действия внешних возмущений, создаваемых изменением длины дуги с плавящимся электродом. Плазменную дугу 3 питали двухуровневым током от источника питания плазменной дуги 15 (ПД). При этом смену уровня протекающей силы тока в процессе сварки изменяли путем автоматического регулирования длительности протекания силы тока соответствующего уровня в зависимости от величины внешнего возмущающего воздействия.
Процесс сварки осуществляли в следующей последовательности. Перед началом процесса плазмотрон 1 (П) устанавливали в начале сварного шва на расстоянии 12 мм от поверхности свариваемого изделия 4, включали подачу воды в системы охлаждения плазмотрона (не показаны) и подачу плазмообразующего газа (аргона) с расходом 2-4 л/мин, стабилизирующего газа (аргона) с расходом 5-6 л/мин и защитного газа (СO2) с расходом 6-8 л/мин. Затем включали источники питания плазменной дуги 15 (ПД) и дуги с плавящимся электродом 14 (ДПЭ). В результате этого произошло возбуждение плазменной дуги 3 между кольцевым неплавящимся электродом 2 и изделием 4 длиною 20 мм на пониженном уровне силы тока IH=125 А. После этого включали с помощью подающего механизма 7 подачу плавящегося электрода 6 с вылетом 40 мм и осуществляли перемещение плазмотрона 1 (П) вдоль стыка свариваемого изделия 4 со скоростью сварки 75 м/ч. В момент погружения плавящегося электрода 6 в плазменную дугу 3 произошло самопроизвольное возбуждение дуги 8 между плавящимся электродом 6 и изделием 4 на токе 250 А. В процессе сварки блок сравнения 17 (БС) постоянно осуществлял сравнение напряжения дуги с плавящимся электродом UД с опорной величиной U01=24 В (фиг. 1), соответствующей критической глубине осевого погружения плавящегося электрода 6 в плазму, задаваемой блоком опорных напряжений 18 (БОН). При отклонении под воздействием производственного возмущения глубины осевого погружения плавящегося электрода 6 в плазму от оптимального значения в момент достижения напряжения дуги с плавящимся электродом UД опорной величины U01 блок сравнения 17 (БС) через усилитель 16 (БУ) выдавал переключателю тока источника питания плазменной дуги 15 (ПД) сигнал на переключение силы тока плазменной дуги с пониженного уровня IН=125 А на повышенный IВ=160 А. При этом, протекание силы тока плазменной дуги повышенного уровня IВ приводило к увеличению напряжения дуги с плавящимся электродом UД При достижении UД опорной величины U02=32 В, соответствующей оптимальной величине осевого погружения плавящегося электрода в плазму, задаваемой блоком опорных напряжений 18 (БОН), блок сравнения 17 (БС) через усилитель 16 (БУ) выдавал переключателю тока источника питания плазменной дуги 15 (ПД) сигнал на переключение силы тока плазменной дуги с повышенного уровня IВ=160 А на пониженный IН=125 А. При отсутствии в зоне сварки возмущающих внешних воздействий или они были настолько малы, что отклонение глубины осевого погружения плавящегося электрода в плазме не достигало критической величины, плазменная дуга устойчиво горела совместно с дугой плавящегося электрода при силе тока пониженного уровня IН=125 А.
Таким образом, автоматическое регулирование непосредственно в процессе сварки длительности периодов протекания силы тока плазменной дуги соответствующего уровня в зависимости от величины внешнего возмущающего воздействия исключает нарушение стабильности совместного горения плазменной дуги и дуги с плавящимся электродом, что обеспечивает стабильное качество сварных соединений независимо от изменяющихся параметров внешних возмущений.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и система плазменной сварки плавящимся электродом | 2022 |
|
RU2792246C1 |
| Устройство для плазменно-дуговой сварки плавящимся электродом | 1980 |
|
SU944835A1 |
| Способ плазменно-дуговой сварки плавящимся электродом | 1980 |
|
SU893447A1 |
| Устройство для плазменно-дуговой сварки | 1980 |
|
SU927434A1 |
| Способ плазменно-дуговой наплавки | 1988 |
|
SU1569133A1 |
| СПОСОБ ПЛАЗМЕННОЙ СВАРКИ И НАПЛАВКИ | 2023 |
|
RU2815524C1 |
| СПОСОБ РЕКУПЕРАТИВНОГО ОХЛАЖДЕНИЯ ЭЛЕКТРОДА ПЛАЗМОТРОНА, ПЛАЗМОТРОН ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА И ЭЛЕКТРОДНЫЙ УЗЕЛ ЭТОГО ПЛАЗМОТРОНА | 2011 |
|
RU2469517C1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| Способ плазменной сварки металлов плавящимся электродом | 2022 |
|
RU2806358C1 |

Изобретение относится к области сварочного производства с совместным использованием плазменной дуги и дуги от плавящегося электрода. Способ включает в себя возбуждение плазменной дуги между кольцевым неплавящимся электродом плазмотрона и изделием, подачу в зону сварки плавящегося электрода через осевое отверстие токоподводящего наконечника, установленного внутри кольцевого неплавящегося электрода по его оси, и возбуждение дуги между плавящимся электродом и изделием посредством источника питания дуги плавящегося электрода постоянного тока. Питание плазменной дуги осуществляют двухуровневым током от источника питания плазменной дуги с переключением величины тока между пониженным и повышенным уровнями в зависимости от глубины осевого погружения плавящегося электрода в плазму, а именно критической глубины или заданной глубины. Использование изобретения позволяет повысить качество сварных соединений за счет обеспечения стабильности процесса совместного горения плазменного и дугового разрядов. 2 ил.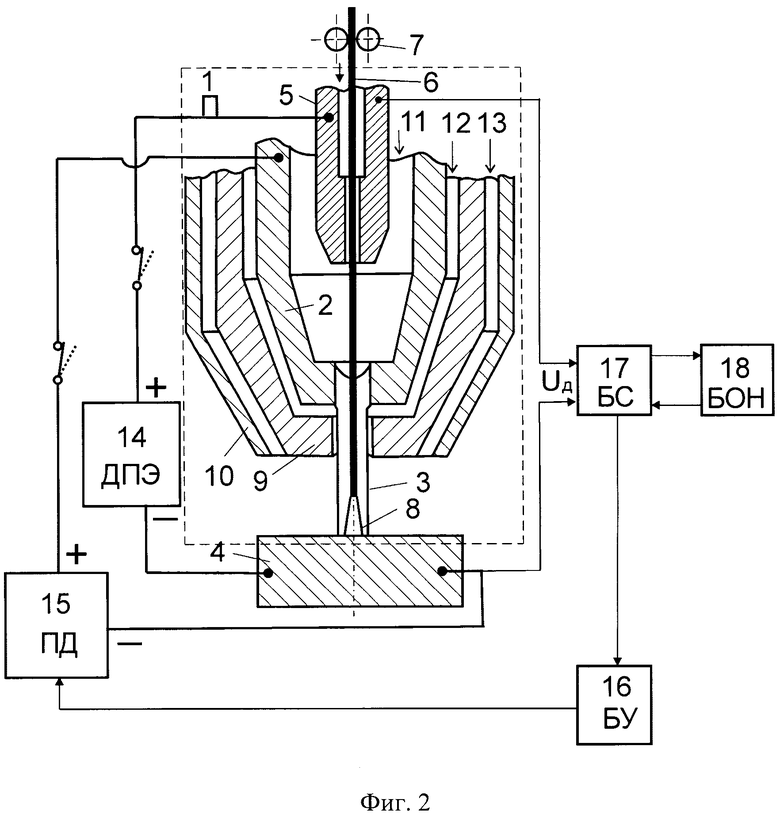
Способ плазменно-дуговой сварки изделия плавящимся электродом, включающий возбуждение плазменной дуги между кольцевым неплавящимся электродом плазмотрона и изделием посредством подключенного к ним источника питания плазменной дуги постоянного тока, подачу в зону сварки плавящегося электрода через осевое отверстие токоподводящего наконечника, установленного внутри кольцевого неплавящегося электрода по его оси, и возбуждение дуги между плавящимся электродом и изделием посредством источника питания дуги плавящегося электрода постоянного тока, при этом сварку осуществляют при совместном горении плазменной дуги и дуги плавящегося электрода, отличающийся тем, что в качестве источника питания дуги плавящегося электрода используют источник с жесткой внешней характеристикой, а в качестве источника питания плазменной дуги используют источник с падающей внешней характеристикой и возможностью питания дуги двухуровневым током, при этом осуществляют измерение напряжения дуги плавящегося электрода и его сравнение с опорными величинами, причем в момент достижения упомянутого напряжения опорной величины, соответствующей критической глубине осевого погружения плавящегося электрода в плазму, производят переключение источника питания плазменной дуги с пониженного уровня тока на повышенный, а при достижении упомянутого напряжения опорной величины, соответствующей заданной глубине осевого погружения плавящегося электрода в плазму, производят переключение источника питания плазменной дуги с повышенного уровня тока на пониженный.
| Способ плазменно-дуговой сварки плавящимся электродом | 1980 |
|
SU893447A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ ПЛАЗМЕННОЙ СВАРКИ МЕТАЛЛОВ | 1995 |
|
RU2111098C1 |
| СПОСОБ СВАРКИ ПЛАЗМЕННОЙ ДУГОЙ | 2007 |
|
RU2351445C1 |
| СПОСОБ ПЛАЗМЕННОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2495735C2 |
| АРМИРОВАННАЯ ПОЛИОЛЕФИНОВАЯ ТЕРМОПЛАСТИЧЕСКАЯ КОМПОЗИЦИЯ | 1994 |
|
RU2132345C1 |
| US 2001045415 A1, 29.11.2001 | |||
| US 4146772 A, 27.03.1979. | |||

