(5) УСТРОЙСТВО ДЛЯ ПЛАЗМЕННО-ДУГОВОЙ СВАРКИ 

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для плазменно-дуговой сварки плавящимся электродом | 1980 |
|
SU944835A1 |
| СПОСОБ ПЛАЗМЕННО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2016 |
|
RU2643010C2 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2023 |
|
RU2815965C1 |
| Способ многодуговой сварки | 1976 |
|
SU689800A1 |
| СПОСОБ ПЛАЗМЕННОЙ СВАРКИ И НАПЛАВКИ | 2023 |
|
RU2815524C1 |
| Способ плазменной сварки металлов плавящимся электродом | 2022 |
|
RU2806358C1 |
| Способ плазменной сварки плавящимся электродом и плазмотрон | 1990 |
|
SU1816250A3 |
| СПОСОБ ПЛАЗМЕННОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2495735C2 |
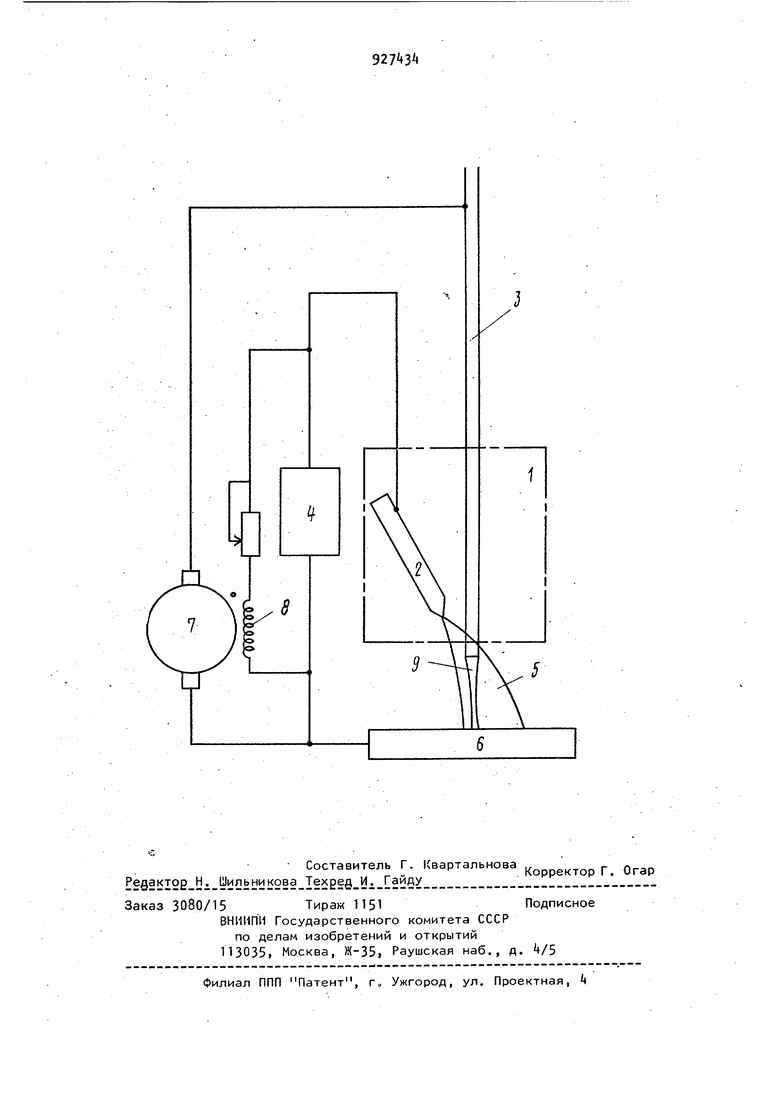
Изобретение относится к сварочному прс(изводству, в частно,сти, к устройствам для дуговой сварки и может быть использовано для автоматической плазменно-дуговой сварки плавящимся элект родом протяженных швов. Известны устройства для плазменнодуговой сварки плавящимся электродом в которой неплавящийся и плавящийся электроды подключены к одному источнику питания til и Г20. Недостатком известных устройств является недостаточная стабилизация совместного горения сжатой дуги и дуги плавящихся при изменении расстояния между горелкой и свариваемым изделием. Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому изобретению является устройство для плазменно-дуговой свар ки плавящимся электродом, содержащее плазмотрон с неплавящимся электродом и каналом для направления плавящегося электрода, а также источник пита ния сжатой дуги и источник питания дуги плавящегося электрода Г31. Недостатком известного устройства является то, что отсутствует взаимосвязь между напряжением сжатой дуги и напряжением дуги плавящегося электрода. При изменениях длины сжатой ду ги, имеющих место при изменении расстояния между горелкой и изделием и приводящих, например, к увеличению длины сжатой дуги, увеличивается и глубина погружения плавящегося электрода в столб сжатой дуги, при этом возможно шунтирование сжатой дуги плавящимся электродом, приводящее к нарушению стабильности процесса сварки. Нарушение стабильности процесса сварки может выразиться в заплавлении сопла плазмотрона,- приводящего к снижению производительности процесса сварки. При уменьшении глубины погружения плавящегося электрода в столб, сжатой дуги возможно повышение выгорания легирующих элементов из электродной проволоки, что приводит к снижению качества сварного шва Цель изобретения - увеличение производительности процесса сварки и повышение качества сварных швов Это достигается тем, что в устройстве для плазменно-дуговой сварки плавящимся электродом, содержащем плазмотрон с неплавящимся электродом и каналом для направления плавящегося электрода, а также источник пита ния сжатой дуги и источник питания дуги плавящегося электрода, в качестве источника питания дуги использован генератор с обмоткой независимого воз буждения, а обмотка независимого возбуждения подключена параллельно источнику питания сжатой дуги. На чертеже представлена схема уст роиства. Устройство имеет сварочную горелку (плазмотрон) 1 с неплавящимся электродом 2 и плавящимся электродом 3 источник питания сжатой дуги 5, подключенный между неплавящимся элект родом 2 и изделием 6, источник питания 7 генератор с обмоткой независимого возбуждения 8, подключенный к , плавящемуся электроду 3 и изделию 6. Обмотка независимого возбуждения 8 подключена параллельно источнику питания 4 сжатой дуги. при работе устройства увеличивается (уменьшается) расстояние между неплавящимся электродом 2 и из делием 6 увеличивается (уменьшается) длина сжатой дуги 5, при неизменной длине дуги 9 плавящегося электрода увеличивается (уменьшается) глубина погружения плавящегося электрода 3 .. в сжатую дугу 5 а напряжение сжатой дуги 5 возрастает (убывает). Так как обмотка независимого возбуждения 8 подсоединена параллельно источнику сжатой дуги 5, то возрастание (уменьшение) напряжения приводит к возрастанию (уменьшению) тока возбуждения а обмотке 8 генератора 7, что в свою очередь увеличивает (уменьшает) напряжение на дуге 8 плавящегося электрода 3. Скорость плавления плавящегося электрода 3 соответственно увеличивается (уменьшается), а глубина погружения плавящегося электрода в сжатую дугу устанавливается равной первоначальной величине. Использование предложенного устройства позволяет увеличить производительность процесса сварки, повысить качество сварных соединений и увеличить надежность работы устройства, по сравнению с известным. Формула изобретения Устройство для плазменно-дуговой сварки плавящимся электродом, содержащее плазмотрон с неплавящимся электродом и каналом для направления плавящегося электрода, а также источник питания сжатой дуги и источник питания дуги плавящегося электрода, о т-, личающееся тем, что, с целью увеличения производительности рроцесса сварки и повышения качества .сварных швов, в качестве источника Литания дуги использован генератор с обмоткой независимого возбуждения, а обмотка независимого возбуждения подключена параллельно источнику питания сжатой дуги. Источники информации, принятые во внимание при экспертизе 1 о Патент Великобритании № , кл. 8 3 R, 02.11.77. 2.Патент США N 3612807,кл.219-127, 12.10.71. 3.Essers WG Plasma with СМЛ Weidifig Welding Journal, 1976, N 5, с. Гпрототип).
