(54) УСТАНОВКА ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ ЛИСТОВЫХ МАТЕРИАЛОВ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство длля магнитно-абразивной обработки листовых материалов | 1979 |
|
SU870088A1 |
| Устройство для снятия заусенцев с ленты витых магнитопроводов | 1982 |
|
SU1064381A1 |
| Способ магнито-абразивной обработки изделий | 1978 |
|
SU751598A1 |
| УСТРОЙСТВО для очистки НОСИТЕЛЯ ЗАПИСИ | 1972 |
|
SU343292A1 |
| Электромагнитный порошковый тормоз | 1978 |
|
SU727902A2 |
| Устройство для магнитно-абразивной обработки широкоформатных листовых материалов | 1981 |
|
SU1060440A1 |
| Устройство для магнитно-абразивной обработки листовых материалов | 1980 |
|
SU931415A1 |
| Устройство для нанесения покрытий из ферромагнитных порошков | 1988 |
|
SU1627352A1 |
| Устройство для магнитно-абразивной отделочной обработки | 1975 |
|
SU564140A1 |
| Установка для чистовой обработки ферропорошками в магнитном поле | 1976 |
|
SU663565A1 |

1
Изобретение относится к станкостроению, в частности к станкам для чистовой обработки деталей ферропорошками в магнитном поле.
Известно устройство для магнитно-абразивной обработки листовых заготовок, подаваемых в рабочую зону, образованную установленными с возможностью вращени я на параллельных, осях сердечниками электромагнитной системы, снабженными цилиндрическими полюсными наконечниками, которые расположены между включенными встречно катушками возбуждения 1.
К недостаткам устройства следует отнести низкую производительность вследствие ограничения скорости вращения сердечников из-за разброса ферропорошка.
Наиболее близкой к предлагаемой является установка для магнитно-абразивной обработки листовых материалов, подаваемых в зону обработки, образованную двумя установленными с возможностью вращения вокруг своих осей цилиндрическими многосекционными электромагнитами с расположенными оппозитно друг другу полюсами противоположной полярности, включающая бункер-дозатор для , подачи ферропорощка в зону обработки 2.
Недостатком известной установки является низкая производительность обработки, которая объясняется необходимостью периодической остановки подачи деталей в зону обработки для смены ферропорощка на элктромагнитах.
Порционное использование ферропорощка для зачистки (одна порция используется
10 на определенное количество деталей) не обеспечивает получения одинакового качества обработки всех деталей, так как режущие свойства порощка изменяются из-за загрязнения его продуктами обработки.
Это ставит задачу использования замк 5 нутого цикла применения магнитного абразива для зачистки, в котором абразив соверщает перемещение в рабочем зазоре в поперечном направлении по отнощению к направлению движения заготовки и осуществляется его непрерывная замена в рабочих зазорах (при двухсторонней обработке) .
Цель изобретения - повыщение производительности и качества обработки.
Поставленрая цель достигается тем, что наружная поверхность каждого из электромагнитов выполнена в виде винта, во впадинах которого расположены секции обмоток электромагнитов, бункер-дозатор снабжен каналом с выходом на оба электромагнита и установлен с одной стороны от зоны обработки, с другой стороны которой размещены введенные в установку лотки из немагнитного материала для съема порошка с электромагнита, при этом с целью создания водяной завесы для предотвращения выноса ферропорошка из зоны обработки, на выходе из нее установлены введенные в устройство форсунки.
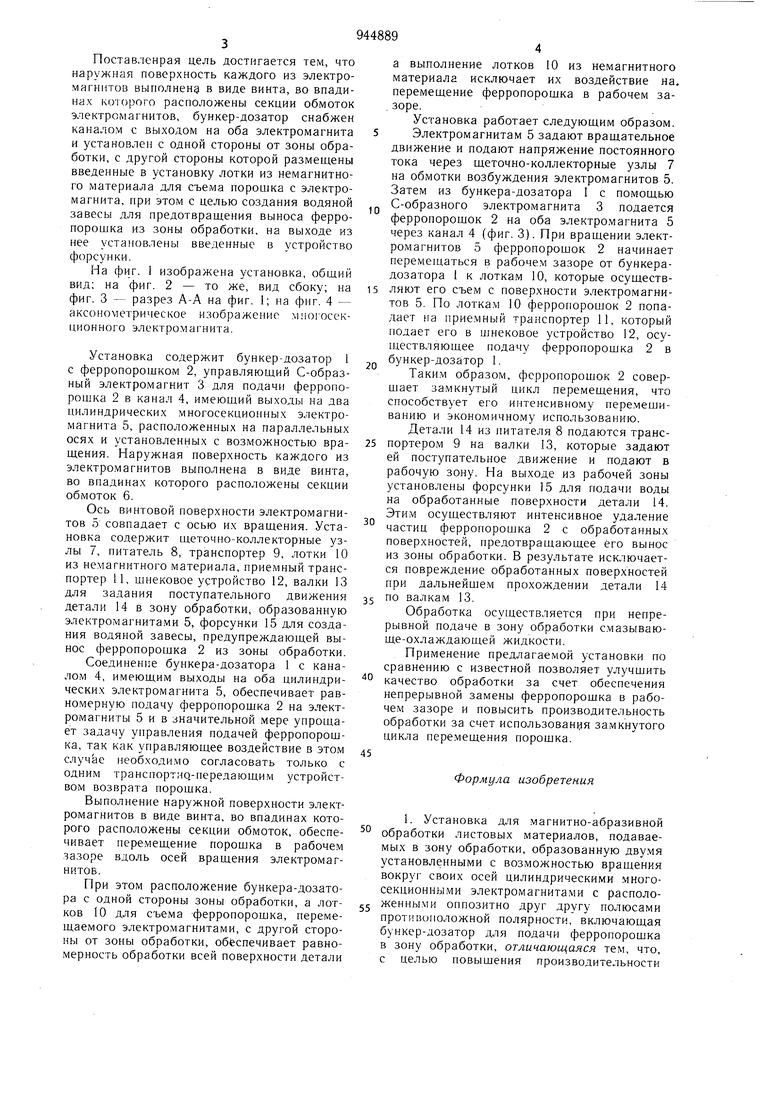
На фиг. 1 изображена установка, общий вид; на фиг. 2 - то же, вид сбоку; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - аксонометрическое изображение ммогосекционного электромагнита.
Установка содержит бункер-дозатор 1 с ферропорощком 2, управляющий С-образный электромагнит 3 для подачи ферропорошка 2 в канал 4, имеющий выходы на два цилиндрических многосекционных электромагнита 5, расположенных на параллельных осях и установленных с возможностью вращения. Наружная поверхность каждого из электро.магнитов выполнена в виде винта, во впадинах которого расположены секции обмоток 6.
Ось винтовой поверхности электромагнитов 5 совпадает с осью их вращения. Установка содержит щеточно-коллекторные узлы 7, питатель 8, транспортер 9, лотки 10 из немагнитного материала, приемный транспортер 11, щнековое устройство 12, валки 13 для задания поступательного движения детали 14 в зону обработки, образованную электромагнитами 5, форсунки 15 для создания водяной завесы, предупреждающей вынос ферропорошка 2 из зоны обработки.
Соединение бункера-дозатора 1 с каналом 4, имеющим выходы на оба цилиндрических электромагнита 5, обеспечивает равномерную подачу ферропорощка 2 на электромагниты 5 и в значительной мере упрощает задачу управления подачей ферропорощка, так как управляющее воздействие в этом случ&е необходи.мо согласовать только с одним транспортно.-передающим устройством возврата порощка.
Выполнение наружной поверхности электромагнитов в виде винта, во впадинах которого расположены секции обмоток, обеспечивает пере.мещение порощка в рабочем зазоре вдоль осей вращения электромагнитов.
При этом расположение бункера-дозатора с одной стороны зоны обработки, а лотков 10 для съема -ферропорощка, перемещаемого электромагнитами, с другой стороны от зоны обработки, обеспечивает равномерность обработки всей поверхности детали
а выполнение лотков 10 из немагнитного материала исключает их воздействие на, перемещение ферропорощка в рабочем за, зоре.
Установка работает следующим образом. Электромагнитам 5 задают вращательное движение и подают напряжение постоянного тока через щеточно-коллекторные узлы 7 на обмотки возбуждения электромагнитов 5. Затем из бункера-дозатора I с помощью С-образного электромагнита 3 подается ферропорощок 2 на оба электромагнита 5 через канал 4 (фиг. 3). При вращении электромагнитов 5 ферропорощок 2 начинает перемещаться в рабоче.м зазоре от бункерадозатора 1 к лоткам 10, которые осуществляют его съем с поверхности электромагнитов 5. По лоткам 10 ферропорощок 2 попадает на приемный транспортер 11, который подает его в щнековое устройство 12, осуществляющее подачу ферропорощка 2 в бункер-дозатор 1.
Таким образом, ферропорощок 2 совершает замкнутый цикл перемещения, что способствует его интенсивному перемешиванию и экономичному использованию.
Детали 14 из питателя 8 подаются транспортером 9 на валки 13, которые задают ей поступательное движение и подают в рабочую зону. На выходе из рабочей зоны установлены форсунки 15 для подачи воды на обработанные поверхности детали 14. Этим осуществляют интенсивное удаление частиц ферропорошка 2 с обработанных поверхностей, предотвращающее его вынос из зоны обработки. В результате исключается повреждение обработанных поверхностей при дальнейщем прохождении детали 14 по валкам 13.
Обработка осуп ествляется при непрерывной подаче в зону обработки смазывающе-охлаждающей жидкости.
Применение предлагаемой установки по сравнению с известной позволяет улучшить качество обработки за счет обеспечения непрерывной замены ферропорощка в рабочем зазоре и повысить производительность обработки за счет использования замкнутого цикла пере.мещения порошка.
Формула изобретения
и качества обработки, наружная поверхность каждого из электромагнитов выполнена в виде винта, во впадинах которого расположены секции обмоток электромагнитов, бункер-дозатор снабжен каналом с выходом на оба электромагнита и установлен с одной стороны от зоны обработки, с другой стороны которой размещены введенные в установку лотки из немагнитного материала для съема порошка с электромагнита.
предотвращения выноса ферропорошка из зоны обработки, на выходе из нее установлены введенные в устройство форсунки.
Источники информации, принятые во внимание при экспертизе
№ 673436, кл. В 24 В 31/10, 1978 (ирототип).
Фиг,.1
/
