Изобретение относится к фивимной Обработке листовых материалов. Известно устройство для магнитно абразивной обработки листовых материаглов, подаваемых в зону обработки образованную двумя установленными с возможностью вращения вокруг своих осей цилиндрическими многосекционкыми магнитами, выполненными в виде сердечников с полюсными наконечниками и электромагнитными кату-шкаг/ш, при этом полюсные наконечн ки, расположенные опозитно друг другу, противоположны по полярности а наружная поверхность каждого из них зьшолнена по-винтовой линии l Однако известное устройство имее -Сложную конструкцию. Цель изобретения - упрощение кон струкции , Поставленная цель достигается тем, что в устройстве для магнитноабразивной обработки листовых ма 7гериалоВ(. подаваемых в зону обработки, образованную установле пили с возможностью вращения вокруг своих осой цилиндрическими MHOrOCSK дйонными электромагнитами, выполнен ными в виде сердечников с полюсными наконечниками и электромагнитными кат т-цками, при этом полюсные наконечники расположенные оппозитно яруг лругу, противоположны по полярности, а наружная поверхность ка)ьцого из них выполнена по винтово . полюсные наконечники вьшол ены в виде отдельных сегментов и закреплены вокруг сердечника, обpB.syK зам-азутую оболочку. На фиг, 1 схематически изображена конструкция предлагаемого устройства; на фиг„ 2 - сечение А-А н а фи г, I. Устройство состоит из бункерадозатора .1, перемещающегося вдоль индуктора с помощью винтовой пары, сердечнике в виде прямоугольного се гения плиты 2, концы которой обточены под опоры, и стержней 3, ззаренных в плиту 2, катушек 4, ус Тс1новленнызс на стержнях 3 сердечника с 2-у. сторон плиты и соединенных встречно так, что полюсность полюспик нгчконачпиков 5, чередуется по окружности индуктора. ГЬ концам индуктора вставлены диски 6. выполненные из немагнитного материала, например,меди, Между полюсными наконечниками 5 в ::та1злены прокладки 7 из немагнитного материала. О-брабатываемый лидт 8 устанавливается между верхним 5 нижним рндз кторами. Нижний индуктор выполнен аналогично, устанавливается параллельно верхнему, но повернут вокруг своей оси на 90 так, что стержни 3 сердечников верхнего и нижнего индукторов взаимно перпендикулярны,, Щзточно-коллек г |Торные узлы 9 аналогичны для обоих индукторов Валки 10 задают поступательное движение обрабатываемому листу Устройство работает следующим образом. Верхнему.и нижнему индукторам одновременно задают вращательное движение и подают напряжение постоянного тока через щеточно-коллекторные узлы 9 на катушки 4. Затем из бункера-дозатора 1 дтодается равномерно по поверхности полюсных нако 1ечников ферромагнитный порошок, С помощью валков 10 обрабатываемый лист 8 подается в зону обработки . фи этом образуются 2 магнитных потока, Пзрвый магнитный поток замкнут через ферропорошок по всей длине индуктора, образуя 4 жестких арочных мостика через немагнитные прокладки 7. Так как полюсность полюсного наконечника верхнего индуктора противоположна полюсности противоле сащего полюсного наконечника нижнего индуктора, то второй магнитный поток зш ыкается между полюснг;; г-м наконечниками индукторов через ферромагнитный порошок, находяищйся в рабочем зазоре, и обрабатываемый .гшст, Вслед;ствие того, что рифл€:ние полюсных наконечников выполнено винтовым, причем, рифление верхнего ин-дуктора противоположно направлению рифления нижнего, то наябольалая концентрация магнитного потока, а следе Батально, и ферропорогяка, наблюдается в точках наименьшего зазора, эти точки разномерно перемещп.ются по ширине листа при вращении индукторов, обеспечивая пог1ереч:ное перемещенное ферромагнитной массы порошка по обрабатглваемой поверхности. Для равномерности съема необходиг.ю также, чтобы шаги, рифления быпи одинаковыми у верхнего и ниж-него индукторов и равны или кратны ширине обрабатываемого /гаста, Таким образом, в устройства съем металла ос:/1дествляется резаьиэм четырьмя арочными щетками кз ферропорошкЕ{, располсжемныг/я- пгфаллельно оси индуктороЕ, и резанием ферромагнитной порошковой массой, равномерно переметающейся поперек обрабатываемор поверхности..
- А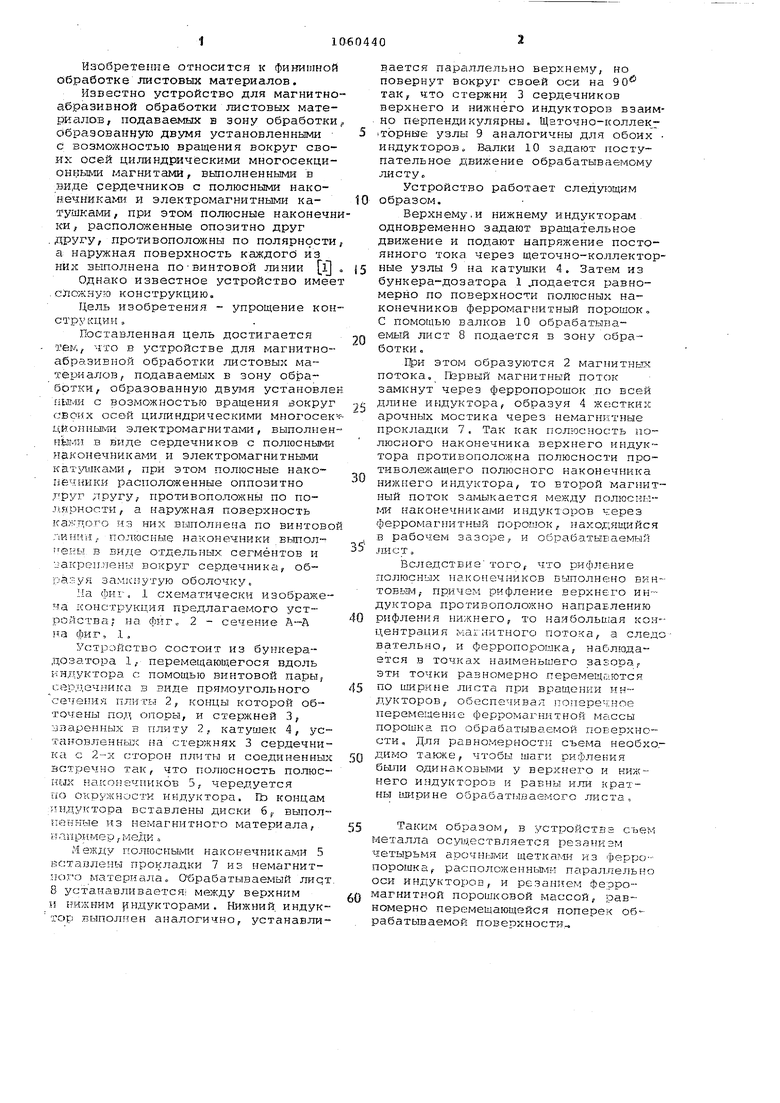
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для магнитно-абразивной обработки листовых материалов | 1980 |
|
SU931415A1 |
| Устройство для двухсторонней магнитно-абразивной обработки | 1983 |
|
SU1217637A1 |
| Устройство для магнитно-абразивной обработки | 1989 |
|
SU1646808A1 |
| Устройство для магнитно-абразивной обработки листовых материалов | 1979 |
|
SU859127A1 |
| Способ односторонней магнитно-абразивной обработки поверхностей и устройство для его осуществления | 1987 |
|
SU1437197A1 |
| Способ магнитно-абразивной обработки кромок деталей | 1984 |
|
SU1284799A1 |
| УСТРОЙСТВО ИНДУКЦИОННОГО НАГРЕВА ДЛИННОМЕРНЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2079980C1 |
| Устройство для магнитно-абразивнойОбРАбОТКи лиСТОВыХ МАТЕРиАлОВ | 1978 |
|
SU844245A2 |
| Устройство для изготовления магнитной разъемной формы | 1985 |
|
SU1289586A1 |
| РОТОР СИНХРОННОЙ ЯВНОПОЛЮСНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1991 |
|
RU2007817C1 |
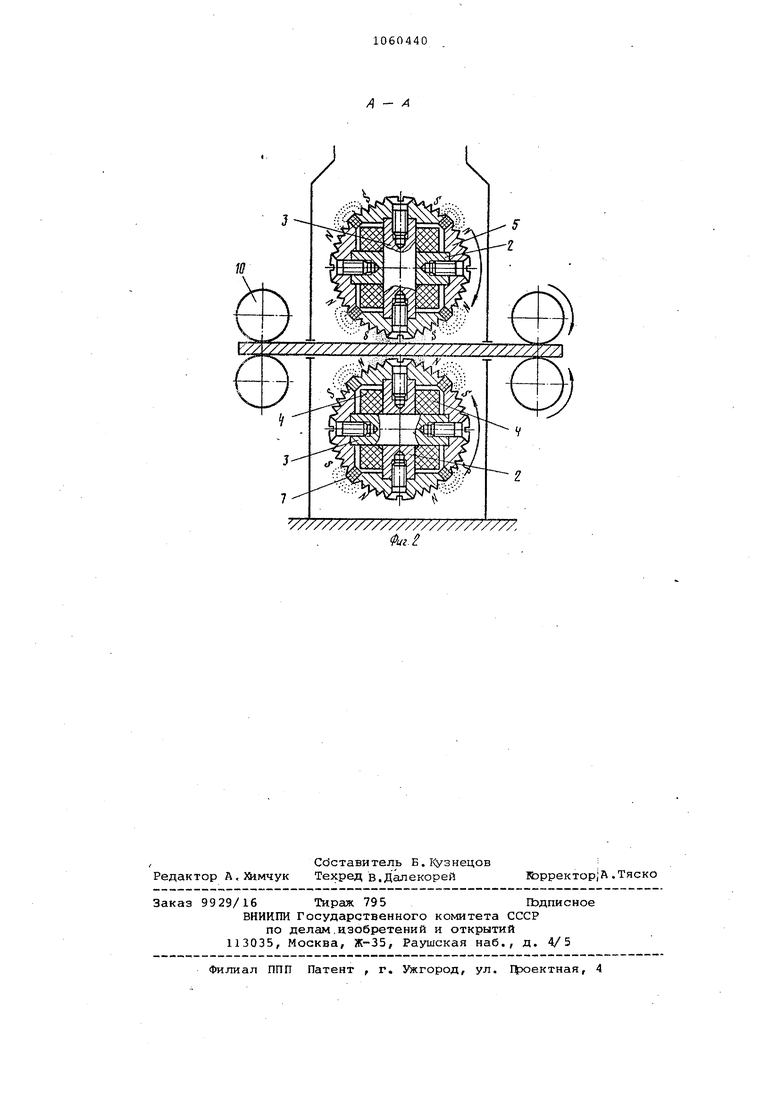
УСТРОЙСТВО ДЛЯ МАГНИТЯО-Д РАЗИВНОЙ ОБРАБОТКИ ШИРОКОФОРМАТНЫХ ЛИСТОВЫХ МАТЕРИАЛОВ, подаваемых в зону обработки, образованную двумя установленными с возможностью вра //////////////////////////////////////// //////////////. щения вокруг своих-осей цилиндрическими многс еекционными электромагнитами, выполненными в виде сердечников с полюснылш наконечниками и электромагнитными катушками, при этом полюсные наконечники, расположенные опозитно друг другу, противоположны по полярности, а наружная поверхность каждого из них выполнена по винтовой линии, отличающееся тем, что, с целью упрощения конструкции, полюсные наконечники выполнены в виде отдельных сегментов и закрепле(ы вокруг сердечника, образуя замкнутую оболочку.
IS
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство CC по заявке № 2906550/25-08, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
