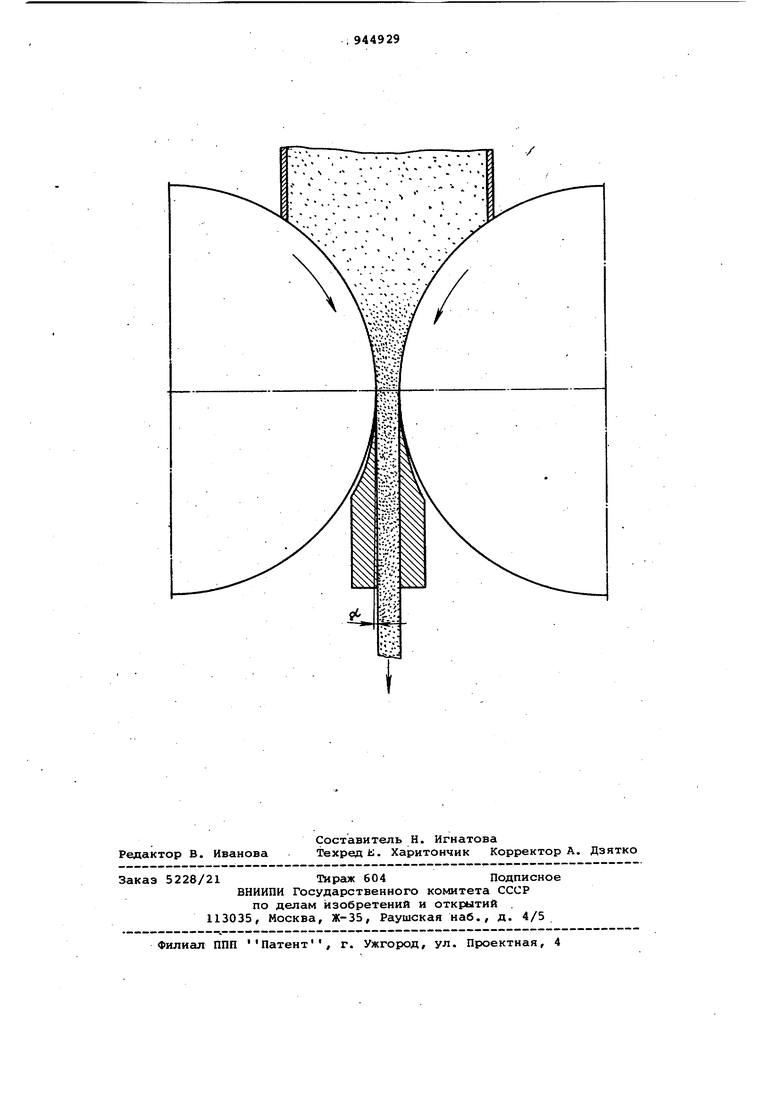
Изобретение относится к производству гипсовых и гипсобетонных изделий и может быть использовано при изготовлении гипсовых плит, пане лей и досок, облицовочных материалов и Др.. . Известен способ получения изделий из порошкообразного гипса путем формования, при котором сухой порошок гипсанасыпсют в форму, опрыскивают водой в количество 17-25% от веса гипса и прессуют под давлением 60-160 кгс/см П : Недостатками указанного способа является большая металло- и трудоемкость процесса, а также невозмржность осуществления непрерывного тех нологического процесса. Наиболее близким техническим решением является способ непрерывного формования гипсовых изделий путем проката фо с 1уемой массы между валками, заключающийся в том, что гипсобетонную массу равномерно распределя ют между резиновЬ1ми лентами двух дви жущихся синхронно в одном направлении транспортеров и пропускают между прокатными валксиш 2. Недостатком известного способа фОЕ ювания является то, что он не позволяет получить гипсобетонные изделия высокой прочности в cyjfOM и в водойасыщенном состоянии (ЕСЖ . г. 100 кгс/см, Rc 11-40 кгс/см , коэффициент размягчения Кр 0,3-0,4) вследствие большого содержания воды в гипсобетонной смеси {В/Г 0,550,60) и недостаточной степени ее уплотнения при формовании. Цель изобретения - повышение плотности, прочности и водостойкости гипсовых изделий. Поставленная цель достигается тем, что согласно способу непрерывного формования гипсовых изделий путем проката формуемой массы между валками, в процессе проката на формуемую массу воздействуют усилием равным 30-40% рабочего давления валков, направленным в сторону противоположную направлению движения проката с помощью экструзионных ножей. На чертеже представлена схема формования гипсовых изделий. Предлагаекий способ заключается в следующем. Смесь порошкообразного полуводного гипса с водой в количестве 25-30 MenpeixiBHOподают в приемный бункер валковой установки, из которого смес поступает в пространство между двумя вертиксшьно расположенными валками одного диаметра, движущимися синхронно в противоположных направлениях Движущиеся валки захватывают полусухую гипсовую смесь и уплотняют ее под действием давления, увеличивающегося по мере продвижения материала и приобретающего максимальное значение в зоне наибольшего сближени валков. Уплотненный материал пропускают через экструзианные ножи, плотно при легсиощие к поверхности валков и уста новленные под углом.к нормальной касательной в точке соприкосновения, которые создают усилие противодавления, -равное 30-40% рабочего давления валков. Удельное давление, создаваемое при прокаткеполусухой гипсовой смеси, равно 250-320 кгс/см5, что достигается за счет применения экструзи онного насадка, препятствующего своводному выходу прокатываемого мат§- риала и обеспечивающего противодавление 75-130 кгс/см. При меньших значениях противодавления рабочее давление вилков не будет достигать максимальной величины, при больших значениях возможно проскальзывание валков и прекращение проката. ПовЕЛиенная плотность и прочность получаемых прокатных изделий на основе быстротвердекнцих гипсовых вяжущих дос игается вследствие высокой дисперсности образующегося двуводного сульфата кальция, более плотной упаковки частиц новообразований, максимального сближения кристаллических контактов срастания в условиях ограниченного количества воды и создания большого давления в зоне уплотнения между прокатными валками. Пример. Формуют образцы из гипсовой смеси состава: 88% гипса и 12% пуццоланово о портландцемента. Данные испытаний и парги етры формования приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный стан для изготовления панелей из быстротвердеющих гипсобетонных смесей | 1981 |
|
SU1065200A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛЕЙ | 1991 |
|
RU2015129C1 |
| Способ изготовления гипсобетонных изделий | 1979 |
|
SU787396A1 |
| Гипсобетонная смесь | 1986 |
|
SU1392048A1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ПЕНОГИПСОБЕТОННЫХ КОМПОЗИТОВ | 2017 |
|
RU2660675C1 |
| СТРОИТЕЛЬНАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕКСТИЛЬ-ГИПСОБЕТОНА | 2022 |
|
RU2798006C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ГИПСОБЕТОННОЙ СМЕСИ | 2007 |
|
RU2341481C1 |
| СПОСОБ ПОЛУЧЕНИЯ АРХИТЕКТУРНО-ХУДОЖЕСТВЕННОГО ГИПСОПЕНОПЛАСТОВОГО ИЗДЕЛИЯ | 2007 |
|
RU2373060C2 |
| Поточно-конвейерная линия для производства строительных изделий | 1991 |
|
SU1763201A1 |
| Способ изготовления пористых гипсовых изделий | 1990 |
|
SU1774935A3 |
Как видно из таблицы,предлагаемый способ позволит получить гипсовые изделия с повышенной плотностью, прочностью J1 водостойкостью.
Формула изобретения
Способ непрерывного формования гип-50 совых изделий путем проката формуемой массы между валками, отличающийся тем, что, с целью повышения плотности, прочности и водостойкости изделий, в процессе прока- 55
Источники информации, принятые во внимание при экспертизе
/
