(54) СПОСОБ ТЕРМИЧЕСКОЙ ПРАВКИ ТРУБЧАТОЙ ЗАГОТОВКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для термической правки изделий | 1981 |
|
SU1018984A1 |
| Способ термической правки трубчатой заготовки | 1987 |
|
SU1452126A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ПРАВКИ ИЗДЕЛИЙ | 2003 |
|
RU2249630C2 |
| СПОСОБ ПРАВКИ ИЗДЕЛИЙ ИЗ МАРТЕНСИТНО-СТАРЕЮЩИХ СТАЛЕЙ | 2004 |
|
RU2256709C1 |
| СПОСОБ ПРАВКИ СТАЛЬНЫХ ТОНКОСТЕННЫХ ТРУБ, СОВМЕЩЕННЫЙ С ЗАКАЛКОЙ | 2013 |
|
RU2537981C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛЫХ ЗАГОТОВОК ИЗ ВЫСОКОПРОЧНЫХ МАТЕРИАЛОВ | 2002 |
|
RU2204449C1 |
| СПОСОБ КАЛИБРОВКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2004 |
|
RU2255991C1 |
| СПОСОБ ТЕРМОПРАВКИ ТОНКОСТЕННЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ МАРТЕНСИТНОСТАРЕЮЩИХ СТАЛЕЙ | 2011 |
|
RU2467078C1 |
| ЭЛЕКТРОКОНТАКТНАЯ УСТАНОВКА ТЕРМИЧЕСКОЙ ОБРАБОТКИ И ПРАВКИ РАСТЯЖЕНИЕМ ТРУБ, ПРУТКОВ И ПРОФИЛЕЙ | 2011 |
|
RU2453613C1 |
| СПОСОБ КАЛИБРОВКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2006 |
|
RU2314174C1 |
Изобретение относится к обработке металлов давлением, в частности к способам термической правки Изделий, и может быть использовано при изготовлении тонкостеннь1х труб с высокой точностью.
Известен способ правки трубчатых изделий, заключающийся в отжиге на оправке, коэффициент термического расишрения которой больше, чем у материала заготовки Cll
Недостатком известного способа является невозможность правки изделий в осевом направлении.
Наиболее близким к предлагаемому по технической сущности является способ термической правки трубчатой заготовки, включающий установку заготовки на оправку, коэффициент термического расширения которой больше коэффициента термического расширения материала заготовки, нагрев и охлаждение 2 .
Недостауком известного способа является то, что при нагреве диаметр оправки увеличивается, что приводит к пластической деформации трубы по форме оправки. Таким способом можно изготовить трубчатые издел.ия с
точностью по кривизне оси самой О1фавки. Дальнейшее повышение точности изготовления изделий требует повьииения точности изготовления оправки и усложнение ее конструкции.
Цель изобретения - повышение точности оправки.
Поставленная цель достигается способом включающим установку заготовки на оправку, коэффициент термического расширения которой больше коэффициента термического расш1фе10ния материала заготовки, нагрев и охлаждеиие, концы заготовки предварительно жестко фиксируют на оправке.
Кроме того, концы заготовки фиксируют с
15 помощью охватывающих колец с коэффициентом термического расширения меньшим, чем коэффициент термического расширения материала оправки.
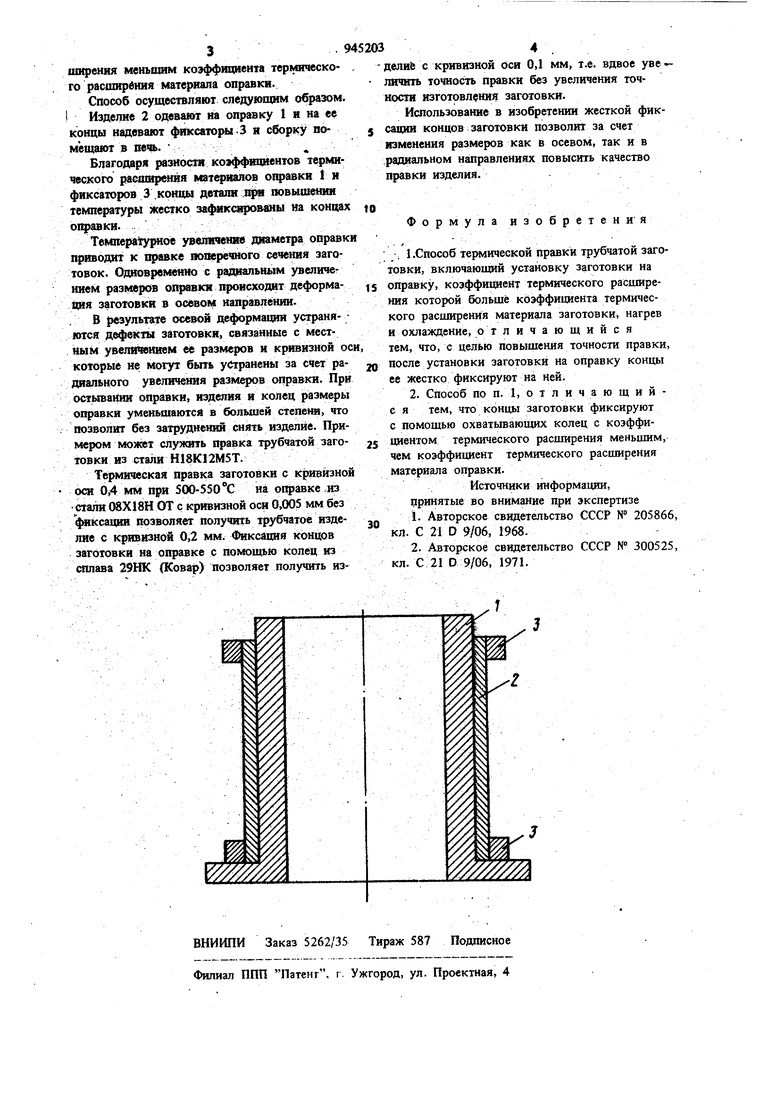
На чертеже изображено положение детали
20 при ее правке.
Деталь содержит: оправку 1 с помощью фиксаторов, выполненных в виде коЛед из материала с коэффициентом термического .рас :
