По техническим условиям роликовые подшипники должны работать без демонтажа не менее одного года (до полной ревизии букс). При работе цельнокатанных колес обычное образование проката, ползунов, раковин и выщербин на поверхности катания цельнокатанных колес создает необходимость обточки колесных пар не менее 1нестисеми раз в год. Как показала практика, через сорок четыре дня эксплуатации образуется прокат более 5 мм, которр й по техническим условиям не допускается.
Конструкция существующих типов колесно-токарных станков не позволяет производить обточку ролико-подшипниковых колесных пар без демонтажа роликовых букс.
Предлагается способ обточки профиля катания цельнокатанных колес и бандажей колесных пар с роликовыми буксами без демонтажа последних.
Сущность способа, согласно изобретению, заключается в том, что у букс снимают смотровые крыщки, а с торцев оси снимают стопорные планки, вместо которых ставят контрольные стопорные планки, закрепляемые вместо оо.чток. усом, заплечиками и картонным:/ .прокладками; вместо постоянных смотровых крыщек ставятся временные с отверстием для центра ко.чесно-токарного станка. Корпус бесче,чюстной буксы скреп.тяется с диском колеса или планщайбой станка. После такой установки производится обточка профи,тя катания.
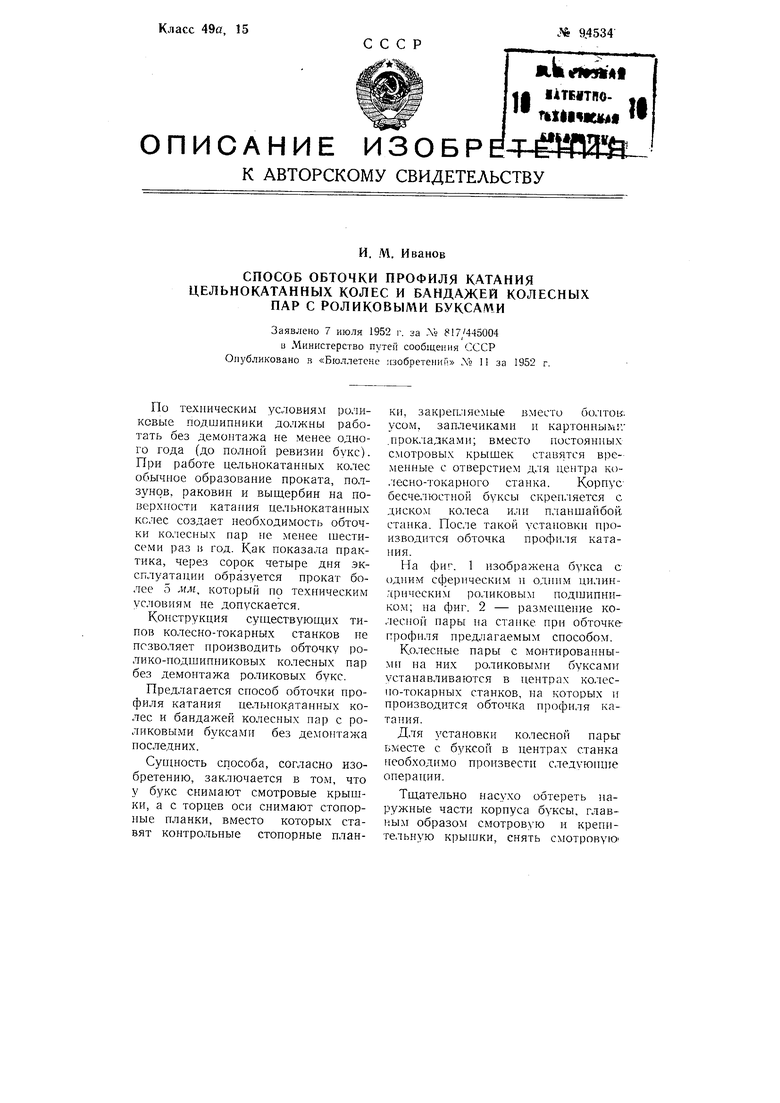
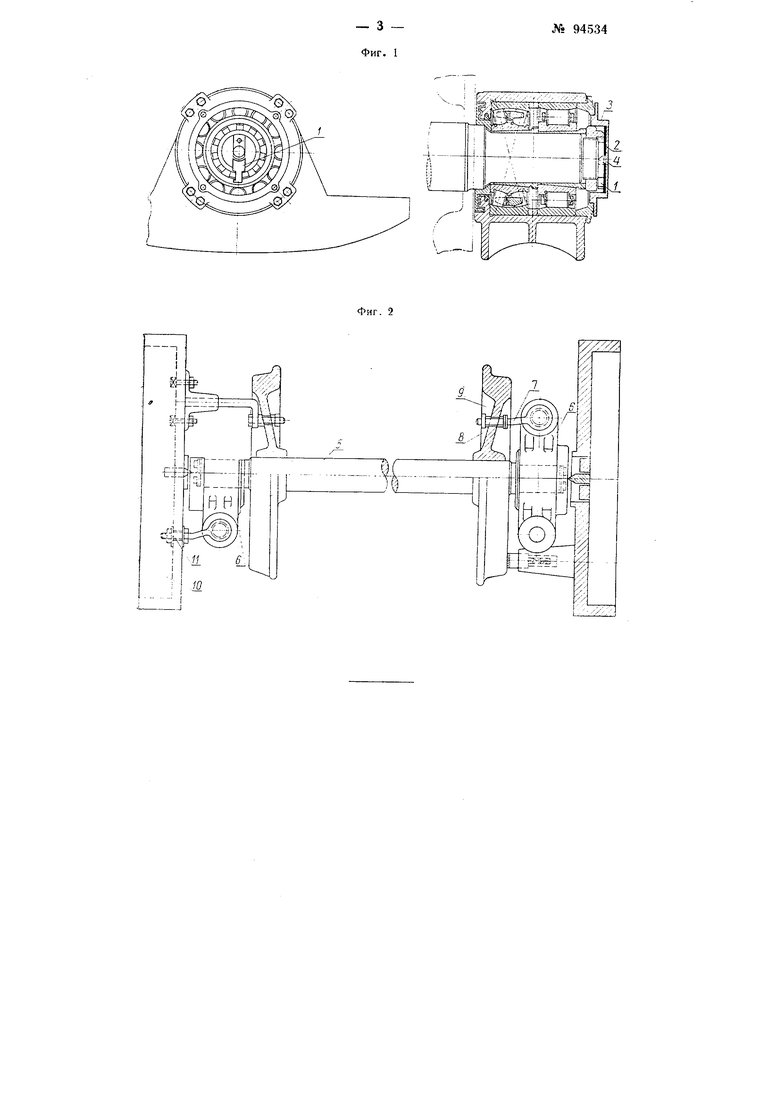
На фиг. 1 изображена букса с 1)дним сферическим и одним цилин.(рнческим роликовым подшипн1Ь ком; на фиг. 2 - размещение колесной пары на станке при обточкепрофиля предлагаемым способом.
Колесные пары с монтированны П1 на них роликовыми буксами устанавливаются в центрах колеспо-токарных станков, на которых и производится обточка п юфиля кататщя.
Для установки колесной парьг вместе с буксой в центрах станка необходимо произвести следующие операции.
Тщательно насухо обтереть наружные части корпуса буксы, главным образом смотровую и крепительную крышки, снять смотровую
крышку, изъять часть смазки из Йер6дней Чабти буксы с тем, чтобы можно было вывернуть болты ; стопорной плаик« и снять стопорную, плавку -Вместо,нее в прорезь торца шейки оси вкладывают контpoVfbHyk) стопорную планку /. Последняя закрепляется вместо болтов усом, занлечиками и картонной прокладкой 2. Картонная прокладка выполняется в виде диска с диаметром торца шейки и с отверстием в центральной части для доступа к центровому углублению в ОСИ. После этого вместо снятой смотровой крышки надо установить временную смотровую крышку 3, отверстие 4 в которой соответствует диаметру центров колесно-токариого станка, иа котором будет произвоД11ться обработка профиля колесной пары 5.
Бесчелюстную цельнокорпусную буксу 6 прикрепляют цапфой 7 к диску 8 цельнокатанного колеса 9 в случае обработки на колесно-токарных станках типа «Окуро, «Вакаяма и др., или к планшайбе 10 цапфами 11 при обработке иа станках типа «РУД-600 и др.
Обточка колесных пар производится согласно правилам ремонта колесных пар.
После обточки колесную пару снимают со станка, демонтируют временные детали и на их место устанавливают постоянные.
Обточка профиля катания дельнокатанных колес и бандажей колесных пар без демонтажа роликовых букс имеет ряд преимуществ. Основными преимуществами такого способа являются удлинение срока работы роликовых подшипников, сокращение срока обработки, экономия дорогостоящей смазки, сокращение неэксплуатационного простоя вагона (под монтажом и демонтажом букс) и повышение безопасности .
Предмет изобретения Способ обточки профиля катания цельнокатанных колес и бандажей колесных пар с роликовыми буксами, отличающийся тем, что, с целью производства обточки без снятия букс и подшипников с шеек оси, у букс снимают смотровые крышки и с тордев оси снимают стопорные планки, вместо снятых стопорных планок в прорези торцев шеек оси вкладывают контрольные стопорные планки, укрепляемые ьместо болтов усом, заплечиками и картонными прокладками, а вместо смотровых крышек буксы закрывают специальными крышками с отверстиями в центре, соответствуюплими по своему диаметру центрам колесио-токарного станка и ставят подготовленную таким образом колесную пару в нентра станка, корпус бесчелюстной буксы скрепляют с диском колеса или с планшайбой станка и после этого производят обточку.
3
№ 94534
Фиг. 1