Предметом изобретения является способ изготовления прецизионных пьезокварцевых колец для первичных эталонов частоты. Ранее применявшиеся способы изготовления кольцеобразных кварцевых вибраторов требовали сложного специального станочного оборудования и применения дорогостоящего режущего материала типа алмазного порошка.
Предлагаемый способ изготовления кольцеобразных пьезокварцевых вибраторов технологически прост и не требует применения алмазного норошка.
Предлагаемая технология изготовления пьезокварцевых колец состоит в следующем.
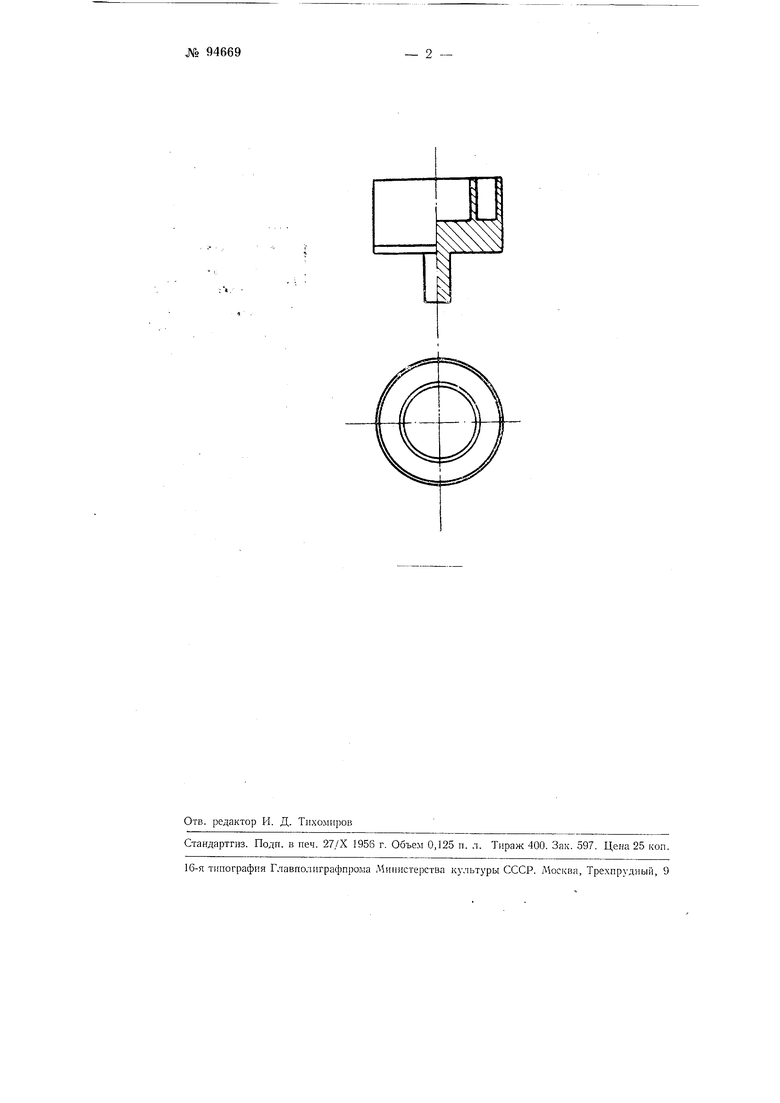
Из моноблока уникального кварца вырезают блок перпендикулярно оптической оси Z. Из этого блока на обычном сверлильном станке цилиндрическим сверлом из латуни (показанным на чертеже в двух проекциях) с применением карборундового порошка (минутника) в смеси в водой высверливают кольцо заданных размеров.
Затем кольцо обрабатывают на токарном станке, в патроне которого кольцо зажимают при помощи кольцеобразных разрезных оправок из
текстолита или пальмового дерева; обработка ведется резцом, выполненным в виде стержня из латуни или красной меди, при номощи карборундового порошка (минутника) в смеси с водой. Затем кольцо полируют и на поверхность его наносят V-образные желобки для трех онорных точек под углом 120°. Эта обработка пьезокварцевого кольца заканчивается н оно может быть помещено в вакуум.
Предмет изобретення
Снособ изготовления нрецизионных вакуумных пьезокварцевых колец, о т л н ч а ю щ и и с я тем, что, с целью упрощения и удешевления нроизводства, кольцо высверливают на обычном сверлильном станке при помощи цилиндрического латунного сверла с применением карборундового порошка (минутника) в смеси с водой, затем обрабатывают на токарном станке, для чего кольцо зажимают при помощи кольцеобразных разрезных оправок из текстолита или пальмового дерева в патроне станка и обрабатывают резцом, вынолненным в виде стержня из латуни или красной меди, при помощи карборундового поронь ка (минутника) в смеси с водой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения термо-ЭДС при сверлении | 2020 |
|
RU2737658C1 |
| Способ измерения температурных и силовых параметров в процессе резания при сверлении | 2021 |
|
RU2765045C1 |
| Трубчатое сверло для изготовления кружков из дерева | 1929 |
|
SU18394A1 |
| Способ измерения термо-ЭДС при сверлении | 2021 |
|
RU2761400C1 |
| Способ измерения термо-ЭДС при сверлении | 2020 |
|
RU2755620C1 |
| Способ измерения температурных и силовых параметров процесса резания при сверлении | 2023 |
|
RU2812820C1 |
| Способ измерения температурных и силовых параметров процесса резания при рассверливании | 2024 |
|
RU2838795C1 |
| Способ измерения температурных и силовых параметров в процессе резания при сверлении | 2022 |
|
RU2796967C1 |
| Способ измерения термо-ЭДС при сверлении | 2022 |
|
RU2794907C1 |
| Способ измерения температурных и силовых параметров в процессе резания при сверлении | 2022 |
|
RU2793004C1 |