Изобретение относится к области обработки металлов резанием, при помощи которого можно производить измерение силы и термо-ЭДС резания при сверлении. Изобретение может найти свое применение в инструментальной промышленности.
Известен способ измерения температуры в зоне резания при сверлении (а.с. СССР №263215, кл. В23В 26/06, 1968 г. Аналог), принцип работы которого заключается в том, что разработана специальная конструкция, имеющая металлический стержень равный диаметру сверла, помещенный в диэлектрическую втулку которая препятствует возникновению дополнительных термо-ЭДС на периферии сверла.
Областью применения данного способа является металлообрабатывающая промышленность.
Недостатками такого способа является низкая виброустойчивость диэлектрической втулки при сверлении, а также сложность фиксации металлического стержня, что приведет к погрешности измерения температурного состояния процесса резания. Вместе с тем, предлагаемый способ имеет расхождение от присутствующих на производстве условий, поскольку в процессе резания участвуют как режущие кромки сверла так и периферийная его часть, температурные показатели которой также представляют научный интерес.
Известен способ измерения температуры резания при сверлении (А.с. СССР №1076199, кл. В23В 25/06, 1983 г. Аналог) позволяющий повысить точность измерения за счет исключения паразитных термо-ЭДС при помощи металлического стержня, установленного в диэлектрической втулке, диаметр которого равен диаметру сверла, так же в стержне имеется отверстие, равное ширине перемычки, в результате чего, исключено влияние на температурные показатели процесса резания периферийной части и перемычки сверла.
Областью применения способа является металлообрабатывающая промышленность.
Недостатком такого способа является низкая виброустойчивость в процессе резания из-за наличия диэлектрика, также данный способ не позволяет в полной мере исследовать температурное состояние процесса резания т.к. в условиях производства, как правило, не представляется возможным исключить участие перемычки и периферийной части режущего инструмента при сверлении. Следовательно, экспериментальные данные полученные данным способом, подходят исключительно для специфических задач и исключают широкое применение.
Известен способ измерения ЭДС резания (Патент РФ 2149745, B23Q 17/09, опубл. 27.05.2000 г. Аналог) который позволяет повысить точность измерения температуры резания при сверлении методом естественной термопары, путем нанесения на режущий инструмент слоя диэлектрического (алмазного) покрытия, что позволяет изолировать периферийную часть сверла а так же поочередно изолировать переднюю и заднюю поверхности, тем самым ограничивая электрический контакт обрабатываемой заготовки и режущего инструмента, что в свою очередь позволяет исключить влияние паразитных термо-ЭДС и повысить точность измерения.
Областью применения способа является металлообрабатывающая промышленность.
Недостатком данного способа является сложность и дороговизна нанесения диэлектрического (алмазного) покрытия. Связано это с дороговизной изготовления самого алмазного порошка, использованием специального оборудования, также возникают дополнительные сложности в контроле толщины покрытия. Известно, что угол образующей обратного конуса сверла в среднем равен 1°38'28'', в связи с чем возникает необходимость в нанесении равномерного, тонкого слоя диэлектрического покрытия из-за малой величины зазора между периферийной частью сверла и обработанным отверстием. Неравномерность нанесения и прочность алмазного покрытия может привести к заклиниванию инструмента в связи с возникновением дополнительных участков трения, что неизбежно приведет к дестабилизации процесса резания, возникновению вибраций, дополнительному теплообразованию а следовательно и к погрешности измерения.
Наиболее близким аналогом патентуемого изобретения является способ измерения термо-ЭДС при сверлении (Патент РФ 2761400, В23В 49/00, B23Q 17/09, опубл. 08.12.2021 г. Прототип). Способ включает закрепление заготовки посредством разрезной металлической втулки, разрезной эбонитовой втулки и эбонитовой прокладки, которые расположены в металлическом стакане, в трехкулачковом патроне, который фиксированно устанавливают на столе сверлильного станка, и сверление упомянутой заготовки посредством электрически изолированного от станка сверла, установленного в трехкулачковом патроне, расположенном на шпинделе сверлильного станка. При этом во время сверления осуществляют измерение термо-ЭДС с помощью милливольтметра, электрически связанного со сверлом и с упомянутой заготовкой посредством, в том числе, электропроводов, размещенных в емкости со льдом.
Недостатком известного способа является тот факт, что в процессе резания показания милливольтметра необходимо зафиксировать на видео, с дальнейшим построением соответствующей графической зависимости, что приводит к дополнительным трудностям, также недостатком представленного способа является отсутствие возможности дополнительно производить измерение сил резания при сверлении.
Использование изобретения позволяет расширить технологические возможности способа.
Это достигается тем, что способ измерения температурных и силовых параметров в процессе резания при сверлении, включающий закрепление заготовки в трехкулачковом патроне посредством разрезной металлической втулки, разрезной эбонитовой втулки и эбонитовой прокладки, которые расположены в металлическом стакане и зафиксированы прижимными винтами, и сверление упомянутой заготовки посредством электрически изолированного от станка сверла, во время которой осуществляют измерение термо-ЭДС с помощью измерительных средств, электрически связанных с заготовкой и со сверлом с использованием соответствующих электропроводов, в том числе размещенных в емкости со льдом, и токосъемника, связанного со сверлом через непрерывно контактирующий с ним металлический диск, который электрически соединен со сверлом и размещен через эбонитовый диск на фланце, установленном на шпинделе сверлильного станка, при этом токосъемник электрически изолированно закрепляют на пластине с линейными подшипниками, имеющий возможность линейного перемещения по направляющим и соединенной с пружиной, связанной с корпусом сверлильного станка, и измерение крутящего момента с помощью электронного динамометра, закрепленного на столе станка, при этом в качестве упомянутых измерительных средств используют последовательно соединенные усилитель, аналого-цифровой преобразователь (АЦП) и персональный компьютер, содержащий программное обеспечение Power Graph Professional, при этом вход усилителя соединяют электропроводом из материала обрабатываемой заготовки с самой заготовкой и с размещенным в емкости со льдом спаем этого электропровода с электропроводом из инструментального материала, другим концом соединенным с упомянутым токосъемником, причем патрон с заготовкой устанавливают на упомянутом динамометре, в качестве которого используют трехкомпонентный динамометр М30-3-6к, который через кабель, соответствующий АЦП и USB-адаптер подключают к соответствующему персональному компьютеру.
Способ измерения температурных и силовых параметров в процессе резания при сверлении, представлен на чертежах:
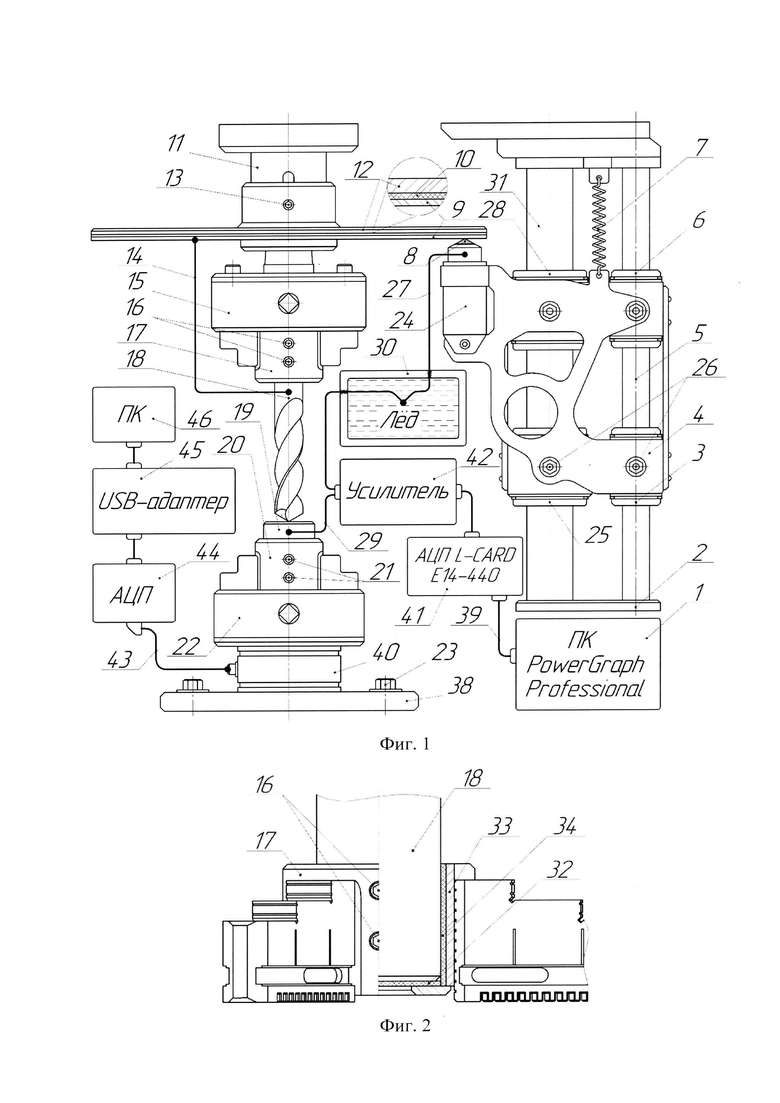
фиг. 1 - конструктивная схема способа измерения температурных и силовых параметров в процессе резания при сверлении в осевом сечении и местном разрезе.
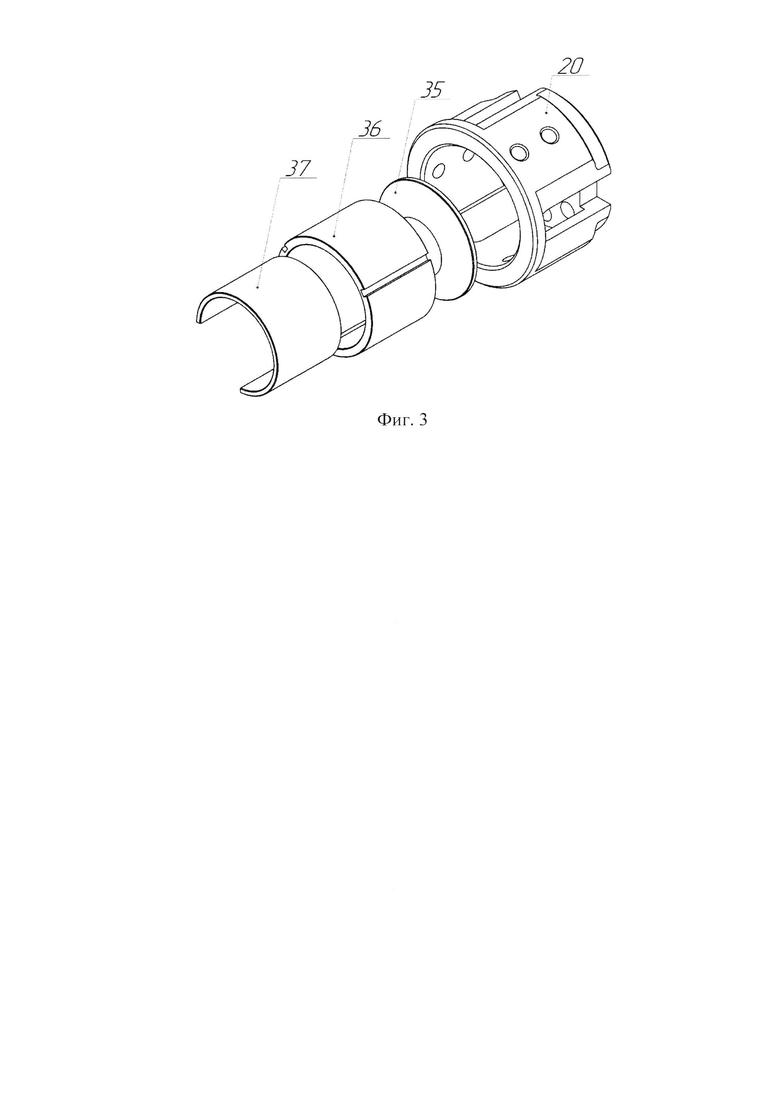
фиг. 2, 3 - конструктивная схема электроизоляции сверла и заготовки.
Для осуществления способа измерения температурных и силовых параметров в процессе резания при сверлении, используются: персональный компьютер 1, 46, основание 2, линейные подшипники 3, 6, 25, 28, пластина 4, направляющие 5, 31, пружина 7, токосъемник 8, металлический диск 9, эбонитовый диск 10, шпиндель сверлильного станка 11, фланец 12, прижимные винты 13, 16, 21, 26, электропровода 14, 27, 29, патроны трехкулачковые 15, 22, металлические стаканы 17, 20, сверло 18, заготовка 19, прижимные гайки 23, диэлектрическая втулка 24, емкость со льдом 30, эбонитовые прокладки 32, 35, разрезные металлические втулки 33, 36, разрезные эбонитовые втулки 34, 37, плита 38, кабель 39, 43, динамометр трехкомпонентный М30-3-6к 40, аналого-цифровой преобразователь 41, 44, усилитель 42, USB - адаптер 45.
Способ осуществляется следующим образом. Для исключения влияния паразитных термо-ЭДС на показания персонального компьютера 1, содержащего в свою очередь программное обеспечение Power Graph Professional, соединенного через аналого-цифровой преобразователь 41 с усилителем 42, сверло 18 изолировано от сверлильного станка (на чертеже не указан) при помощи разрезной эбонитовой втулки 34 и эбонитовой прокладки 32, которые вместе с разрезной металлической втулкой 33 установлены в металлическом стакане 17 и зафиксированы при помощи прижимных винтов 16. В свою очередь металлический стакан 17 установлен в трехкулачковом патроне 15. Сверло 18 зафиксировано по 6-ти точкам, во избежание от его проворачивания в процессе резания. Благодаря наличию сквозных пазов в металлическом стакане 17, кулачки трехкулачкового патрона 15 контактируют с разрезной металлической втулкой 33, обеспечивая фиксацию по трем точкам. Прижимные винты 16 также контактируют с разрезной металлической втулкой 33, обеспечивая фиксацию сверла 18 по дополнительным трем точкам. Заготовка 19 также изолирована от сверлильного станка, аналогично сверлу 18, при помощи разрезной эбонитовой втулки 37 и эбонитовой прокладки 35, которые вместе с разрезной металлической втулкой 36 установлены в металлическом стакане 20, зафиксированные при помощи прижимных винтов 21. Металлический стакан 20 установлен в трехкулачковом патроне 22, который расположен на динамометре трехкомпонентном М30-3-6к 40. Динамометр трехкомпонентный М30-3-6к 40 зафиксирован при помощи плиты 38 и прижимных гаек 23 на столе сверлильного станка (на чертеже не указан).
В процессе сверления, термо-ЭДС от сверла 18 (которое в процессе резания помимо вращательного, осуществляет еще и возвратно поступательное движение), через электропровод 14 и металлический диск 9 передается к токосъемнику 8. Для передачи термо-ЭДС от подвижного элемента к неподвижному, конструкция снабжена переходником, состоящим из фланца 12, который расположен на шпинделе сверлильного станка 11 и зафиксирован при помощи прижимных винтов 13, на торце которого закреплен эбонитовый диск 10 и металлический диск 9. Изготовленный из инструментального материала металлический диск 9, контактирует с закрепленным на пластине 4 токосъемником 8. Токосъемник 8 в свою очередь изолирован от пластины 4 при помощи диэлектрической втулки 24. Для постоянного электрического контакта токосъемника 8 с металлическим диском 9, конструкция содержит пружину 7, которая одним концом прикреплена к пластине 4 а противоположным к корпусу сверлильного станка, при этом пластина 4, расположена на четырех линейных подшипниках 3, 6, 25, 28, при помощи прижимных винтов 26. Линейные подшипники 3, 6, 25, 28, расположены на направляющих 5, 31, которые в свою очередь одними концами закреплены на корпусе сверлильного станка, а противоположными на основании 2.
Образованный электропроводами 27 и 29 спай естественной термопары, погружен в емкость со льдом 30. Для регистрации значений термо-ЭДС, электропровод 29 соединен с усилителем 42, через который термо-ЭДС передается на аналого-цифровой преобразователь 41, соединенный с персональным компьютером 1, при помощи кабеля 39. Регистрация значений термо-ЭДС осуществляется при помощи программного обеспечения Power Graph Professional, установленного на персональном компьютере 1, с последующим построением графической зависимости. Для исследования силовых параметров процесса резания при сверлении, способ содержит динамометр трехкомпонентный М30-3-6к 40, сигнал которого передается на персональный компьютер 46, через кабель 43 соединенный с аналого-цифровым преобразователем 44 и USB - адаптером 45.
Способ может быть осуществлен следующим образом: сверло с разрезной эбонитовой втулкой, разрезной металлической втулкой и эбонитовой прокладкой устанавливаются в металлическом стакане, и фиксируются при помощи прижимных винтов, в свою очередь металлический стакан, устанавливается в трехкулачковом патроне, расположенным на шпинделе сверлильного станка. Разрезная эбонитовая втулка и эбонитовая прокладка служат для изоляции сверла от сверлильного станка (на чертеже не указан). Заготовка также изолируется при помощи разрезной эбонитовой втулки и эбонитовой прокладки, которые вместе с разрезной металлической втулкой устанавливаются в металлическом стакане с прижимными винтами и фиксируются в трехкулачковом патроне, который установлен на динамометре трехкомпонентном М30-3-6к. Динамометр трехкомпонентный М30-3-6к в свою очередь, фиксируется на столе сверлильного станка при помощи плиты и прижимных гаек.
Поскольку в процессе резания сверло осуществляет вращательное, а также возвратно поступательное движение, конструкция способа содержит специальный переходник, который представляет собой фланец с расположенными на торце эбонитовым и металлическим дисками. Для снижения влияния паразитных термо-ЭДС на показания прибора, металлический диск изготовлен из инструментального материала, через который электрический сигнал передается на токосъемник, расположенный на пластине с линейными подшипниками, установленными на направляющих, при помощи которых, токосъемник осуществляет вертикальное перемещение. Постоянный электрический контакт токосъемника и металлического диска обеспечивается при помощи пружины, которая устанавливается между пластиной и неподвижным корпусом сверлильного станка. Токосъемник в свою очередь изолирован от пластины при помощи диэлектрической втулки. Процесс резания служит в качестве горячего спая, холодный же спай, образованный электропроводами из инструментального и обрабатываемого материала погружается в емкость со льдом. Образованная в процессе резания термо-ЭДС, через усилитель передается на аналого-цифровой преобразователь, который в свою очередь соединяется с персональным компьютером с установленным программным обеспечением Power Graph Professional, которое позволяет регистрировать значения термо-ЭДС в виде графической зависимости.
Для исследования силовых параметров процесса резания, способ содержит динамометр трехкомпонентный М30-3-6к, на который устанавливается трехкулачковый патрон с заготовкой, при этом сам динамометр, устанавливается на столе сверлильного станка, при помощи плиты и прижимных гаек.
Сигнал от динамометра трехкомпонентного М30-3-6к, через кабель передается на усилитель, а затем через USB - адаптер на персональный компьютер, для получения графической зависимости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения температурных и силовых параметров в процессе резания при сверлении | 2022 |
|
RU2794353C1 |
| Способ измерения термо-ЭДС при сверлении | 2022 |
|
RU2794907C1 |
| Устройство для определения коэффициента трения смазочных материалов | 2022 |
|
RU2795388C1 |
| Способ тарирования естественной термопары сверло-заготовка | 2024 |
|
RU2833303C1 |
| Способ измерения температурных и силовых параметров в процессе резания при точении | 2022 |
|
RU2796970C1 |
| Способ измерения термо-ЭДС при сверлении | 2020 |
|
RU2737658C1 |
| Способ измерения температурных и силовых параметров процесса резания при рассверливании | 2024 |
|
RU2838795C1 |
| Способ измерения температурных и силовых параметров процесса резания при сверлении | 2023 |
|
RU2812820C1 |
| Способ измерения термо-ЭДС при сверлении | 2020 |
|
RU2755620C1 |
| Способ измерения термо-ЭДС при точении | 2020 |
|
RU2737660C1 |
Изобретение относится к области металлообработки и может быть использовано для измерения температурных и силовых параметров процесса резания при сверлении. Способ включает закрепление заготовки посредством разрезной металлической втулки, разрезной эбонитовой втулки и эбонитовой прокладки, расположенных в металлическом стакане в трехкулачковом патроне, который устанавливают на динамометре и сверление заготовки посредством электрически изолированного от станка сверла, установленного в трехкулачковом патроне шпинделя сверлильного станка. При этом во время сверления осуществляют измерение термо-ЭДС с помощью персонального компьютера. Измерение сил резания при сверлении осуществляют при помощи динамометра, соединенного через кабель и аналого-цифровой преобразователь с персональным компьютером. Использование изобретения позволяет расширить технологические возможности способа и повысить точность измерения параметров. 3 ил.
Способ измерения температурных и силовых параметров в процессе резания при сверлении, включающий закрепление заготовки в трехкулачковом патроне посредством разрезной металлической втулки, разрезной эбонитовой втулки и эбонитовой прокладки, которые расположены в металлическом стакане и зафиксированы прижимными винтами, и сверление упомянутой заготовки посредством электрически изолированного от станка сверла, во время которой осуществляют измерение термо-ЭДС с помощью измерительных средств, электрически связанных с заготовкой и со сверлом с использованием соответствующих электропроводов, в том числе размещенных в емкости со льдом, и токосъемника, связанного со сверлом через непрерывно контактирующий с ним металлический диск, который электрически соединен со сверлом и размещен через эбонитовый диск на фланце, установленном на шпинделе сверлильного станка, при этом токосъемник электрически изолированно закрепляют на пластине с линейными подшипниками, имеющий возможность линейного перемещения по направляющим и соединенной с пружиной, связанной с корпусом сверлильного станка, и измерение крутящего момента с помощью электронного динамометра, закрепленного на столе станка, отличающийся тем, что в качестве упомянутых измерительных средств используют последовательно соединенные усилитель, аналого-цифровой преобразователь (АЦП) и персональный компьютер, содержащий программное обеспечение Power Graph Professional, при этом вход усилителя соединяют электропроводом из материала обрабатываемой заготовки с самой заготовкой и с размещенным в емкости со льдом спаем этого электропровода с электропроводом из инструментального материала, другим концом соединенным с упомянутым токосъемником, причем патрон с заготовкой устанавливают на упомянутом динамометре, в качестве которого используют трехкомпонентный динамометр М30-3-6к, который через кабель, соответствующий АЦП и USB-адаптер подключают к соответствующему персональному компьютеру.
| Способ измерения термо-ЭДС при сверлении | 2021 |
|
RU2761400C1 |
| Способ измерения температурных и силовых параметров в процессе резания при сверлении | 2021 |
|
RU2765045C1 |
| Способ измерения термо-ЭДС при сверлении | 2020 |
|
RU2737658C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ СОСТАВЛЯЮЩИХ СИЛЫ РЕЗАНИЯ | 2009 |
|
RU2397856C1 |
| DE 2906892 A, 11.09.1980 | |||
| US 5256010 A, 26.10.1993. | |||

