Изобретение относится к способам механизированного пакетирования кирпича, керамических камней и других подобных им изделий с зазорами на обжиговых вагонетках в промышленности строительных материалов.
Известна установка для съема кирпича с полочной вагонетки и укладки его на пемную вагонетку, в которой используется способ, включающий комплектование на опорной поверхности одинаковых слоев кирпича из рядов с поперечными зазорами кирпичами, перенос скомплекто- , ванных слоев кирпича и укладку их в пакет на печную вагонетку с поворотом на 90° в горизонтальной плоскости каждого второго слоя кирпича tl.
Недостатком указанного способа является невозможность комплектования пакета прямоугольной формы с перпендикулярным взаиморасположением кирпичей смежных слоев по высоте пакета. Кроме того, такой способ не позволяет получать различные зазоры между Кирпичами смежных слоев по высоте пакета и лимитирует Г1роизводительность при комплектовании на печной вагонетке нескольких пакетов.
Наиболее близким техническим решением к предлагаемому является установка, в которой осуществляется способ пакетирования керамических изделий на обжиговые вагонетки, вклю чающий периодическое образование рядов с поперечными зазорами между изделиями, комплектование из этих рядов двух смежных слоев по высоте пакета на опорных поверхностях, одновременный перенос слоев изделий и укладку их в пакеты на обжиговую вагонетку с перпендикулярным расположением изделий смежных слоев по высоте пакета 2J.
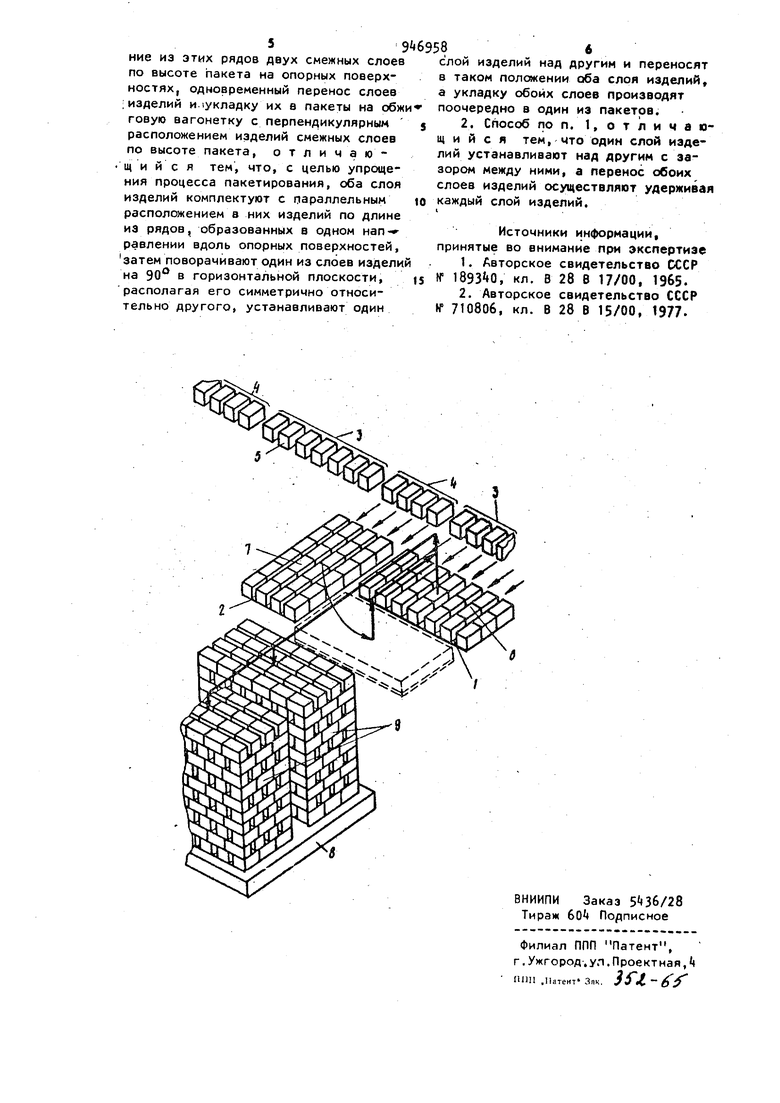
Данный способ сложен, так как для образования пакета с перпендикулярным взаиморасположением изделий смеж ных слоев по его высоте, требуетсй многократное образование во взаимно перпендикулярных направлениях рядов поперечными зазорами между изделия ми и не обеспечивает идентичного расположения .слоев изделий в разных пакетах на обжиговой вагонгггке, что усложняет процессы обжига изделий и разгрузку обжиговых вагонеток после обжига изделий. Цель изобретения - упрощение процесса пакетирования,и обеспечение идентичного расположения слоев изделий в разных пакетах. Указанная цель дoctигaeтcR тем, 4VO в .способе пакетирования керамических изделий на обжиговые вагонетки, включающем лериодичес1сое образоВиние рядов с поперечными зачЗорами между изделиями, комплектование из этих рядов двух смежных слоев по высоте пакета на опорных поверхностях, одновременный .перенос слоев изделий и укладку их в пакеты на обжиговую .вагонетку с перпендикулярным распоГ|Оже -1ием изделий смежных слоев по вы соте пакета, оба слоя изделий ког4 плектуют с параллельным расположением 3 них изделий по длине из рядов образованных в одном направлении вдоль опорных поаерхностей, затем поворачивают один слой изделий на 90 в горизонтальной плоскости, располагая его симметрично относительно другого, устанавливают один слой изделий над другим и п.ереносят в тйком положении оба слон изделий, а укладку обоик слоев изделий производят . поочередно в один из пакетов. Кроме того, устаноаку одного слоя изделий над дру|и,ц выполняют с за-зоpoi. ними, а перенос обоих слое изделий осуществляют удерживая каждый слой изделий На чертеже схематически показан порядок .выполнения операций при фор мировании пакета керамичес1сих изде. ЛИЙ ПрЯИОу голь ной формы обн(ИГО вых вагонетках. Предлагаемый способ осуществляется следующим образом. Вдоль опорных позерхностей 1 н 2 в одном иапраалеНИИ периодически образуют известными способами ряды 3 и с попереЧ ныгда зазорами мезду издйлиями 5. За тем комплектуют из этих |рядо8 на опорных поверхностях 1 и 2 два смежных слоя 6 и 7 изделий по е ысоте 9 прямоугольного пакета, Оба слоя из- , делий комплектуются о параллельным расположением в них ихделий 5 по длине и с необходимыми поперечными зазорами .между ними. Скомплектованный слой 7 изделий поворачивают на 90 в горизонтальной плоскости и располагают его симметрично относительно слоя 6 изделий. Поворот слоя 7 изделий целесообразно выполнять вместе с опорной поверхностью 2. После этого слЬй 7 изделий устанавливают симметрично над слоем 6 изделий и переносят в таком положении оба слоя изделий к обжиговой вагонетке 8, где производят одновременную укладку слоев 6 и 7 изделий сначала в oди, а затем в другой пакеты 9- С целью обеспечения надежного переноса одновременно двух слоев 6 и 7 изделийS расположенных друг над ApyniOM, слой 7 изделий устанавливают с зазором над слоем 6 изделий, а перенос обоих слоев изделий осуществляют у;1.ерживая каждый из этих слоев изделий. Операции по установке слоя 7 изделий над cnoei-i 6 изделий, одновременный переносу двух, слоев изделий и укладка их з пакеты 9 на обжиговой вагонетке 8 могут быть выполнены одним механизмом. Использование .предлагаемого спо-. соба позволяет значительно упростить процесс пакетирования керамических изделий на обжиговых вагонетках за счет уменьшения количества операций, производимых над изделиями, что позволяет упростить конструкцию устройства для пакетирования керамических изделий. Кроме того, предлагаемый способ обеспечивает идентичное располо)яение слоев изделий в разных пакетах на обжиговой вагонетке, что позволяет улучшить процесс обмига изделий и упростить процесс съема пакетов с обжиговых вагонеток после обжига, Способ применим для пакетов как прямоуго.пьиой так и квадратной формы. . Формула изобретений 1. Способ пакетирования керамических изделий -iHa обжиговые вагонетки, включающий периодическое образование рядов с поперечными зазорами между изделиями, комплектование из этих рядов двух смежных слоев по высоте пакета на опорных поверхностях, одновременный перенос слоев
изделий и 1укладку их а пакеты на обжи говую вагонетку с перпендикулярным 5 расположением изделий смежных слоев по высоте пакета, отличающ и и с я тем, что, с целью упрощения процесса пакетирования, оба слоя изделий комплектуют с параллельным ю расположением в них изделий по длине из рядов, образованных в одном нап- равлении вдоль опорных поверхностей,
затем поворачивают один из слоев изделий на 90° в горизонтальной плоскости, и располагая его симметрично относительно другого, устанавливают один
слои изделии над другим и переносят в таком полсякении оба слоя изделий, а укладку обоих слоев производят поочередно в один из пакетов.
2. Способ по п. 1, о т л и ч а ощ и и с я тем, что один слой изделий устанавливают над другим с зазором между ними, а перенос обоих слоев изделий осуществляют удерживая каждый слой изделий.
I.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР ff ТбЗЗЮ, кл. В 28 В 17/00, 1965.
2.Авторское свидетельство СССР № 710806, кл. В 28 В 15/00, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пакетирования керамических изделий на обжиговые вагонетки | 1981 |
|
SU1020248A1 |
| Способ садки кирпича на обжиговую вагонетку | 1986 |
|
SU1366408A1 |
| Способ садки керамических изделийНА ОбжигОВую ВАгОНЕТКу | 1979 |
|
SU816753A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2037413C1 |
| Способ укладки кирпича-сырца на сушильные вагонетки | 1989 |
|
SU1715630A1 |
| КАНТОВАТЕЛЬ-ПАКЕТИРОВЩИК | 1992 |
|
RU2057699C1 |
| Установка для формирования слоя садки керамических изделий на обжиговые вагонетки | 1986 |
|
SU1375466A1 |
| Способ формирования на поддоне прямоугольного пакета кирпичей по схеме "елочка | 1988 |
|
SU1713873A1 |
| Установка для перегрузки керамических изделий с сушильной вагонетки на обжиговую | 1981 |
|
SU994267A1 |
| Способ укладки кирпича-сырца в пакет для обжига | 1989 |
|
SU1715635A1 |
