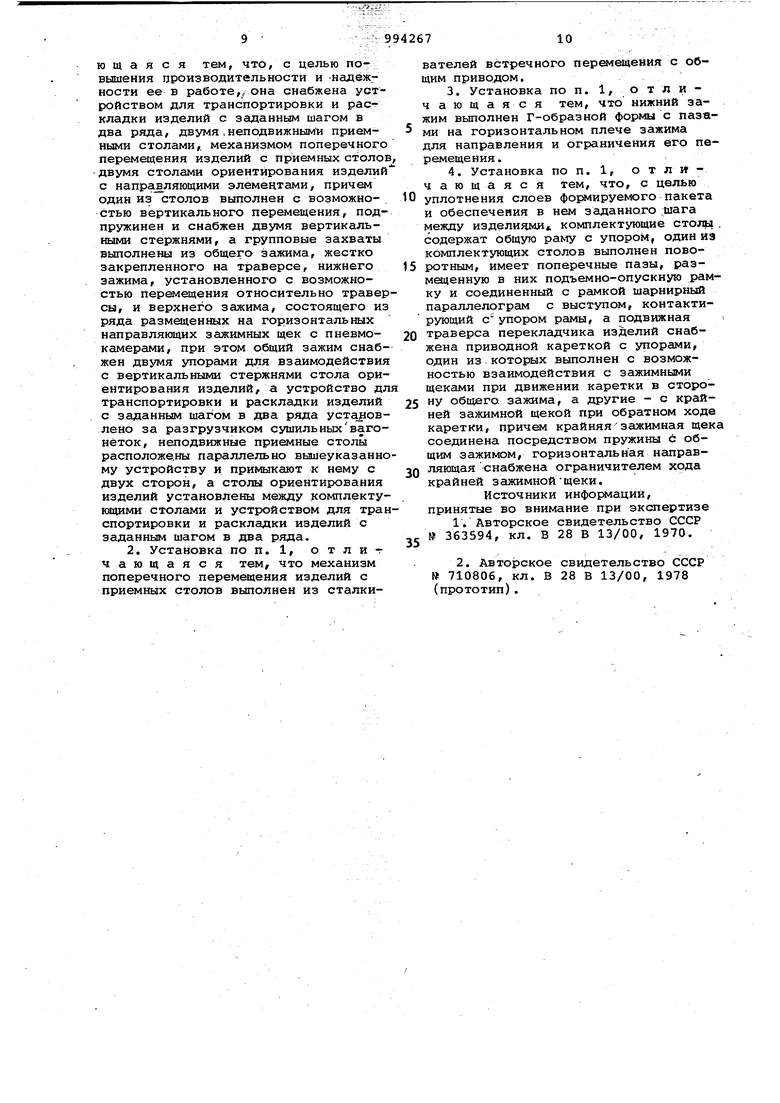
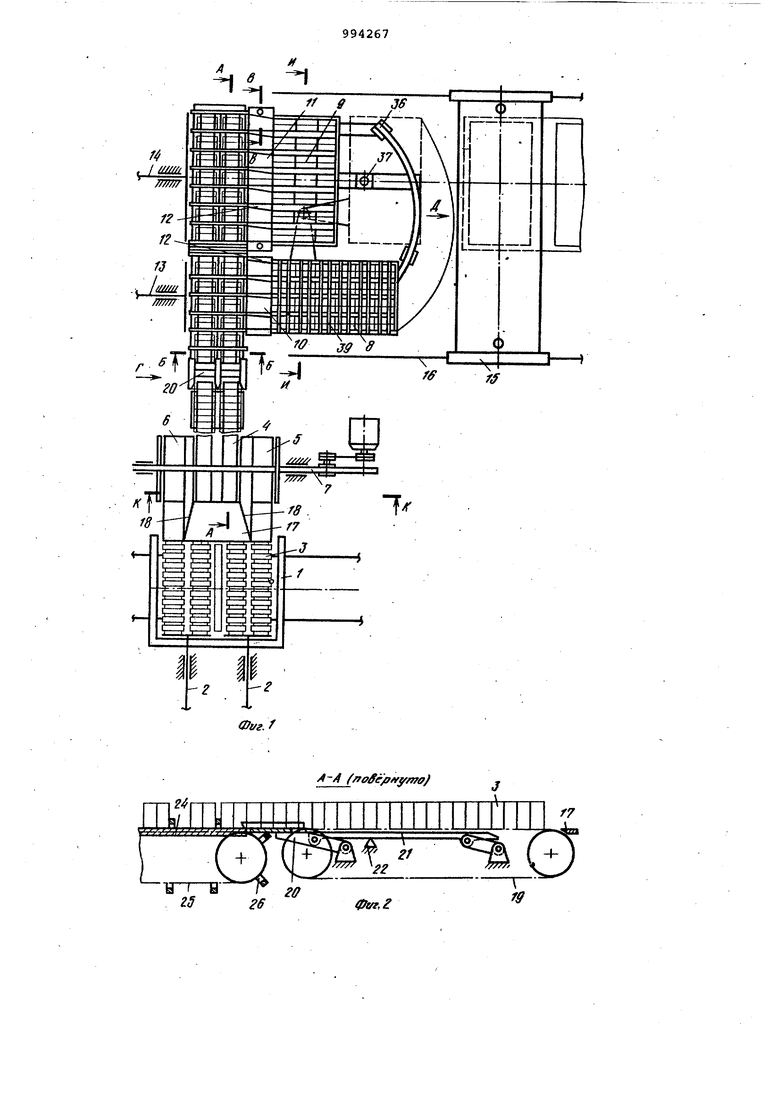
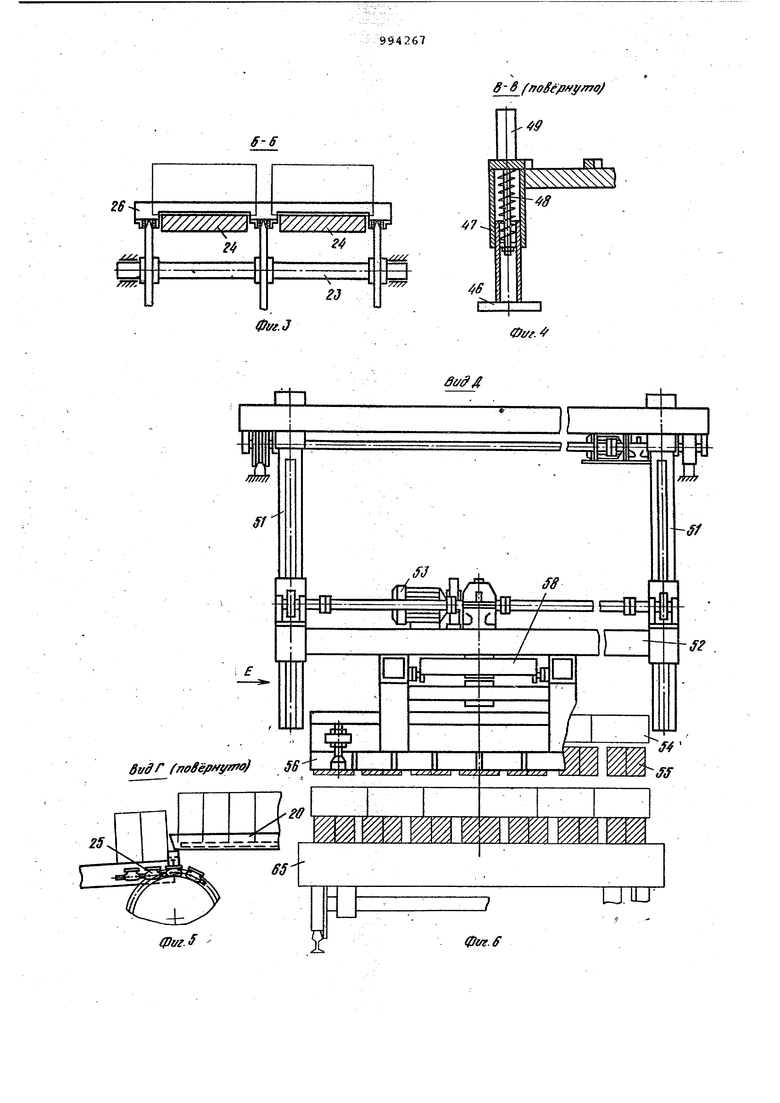
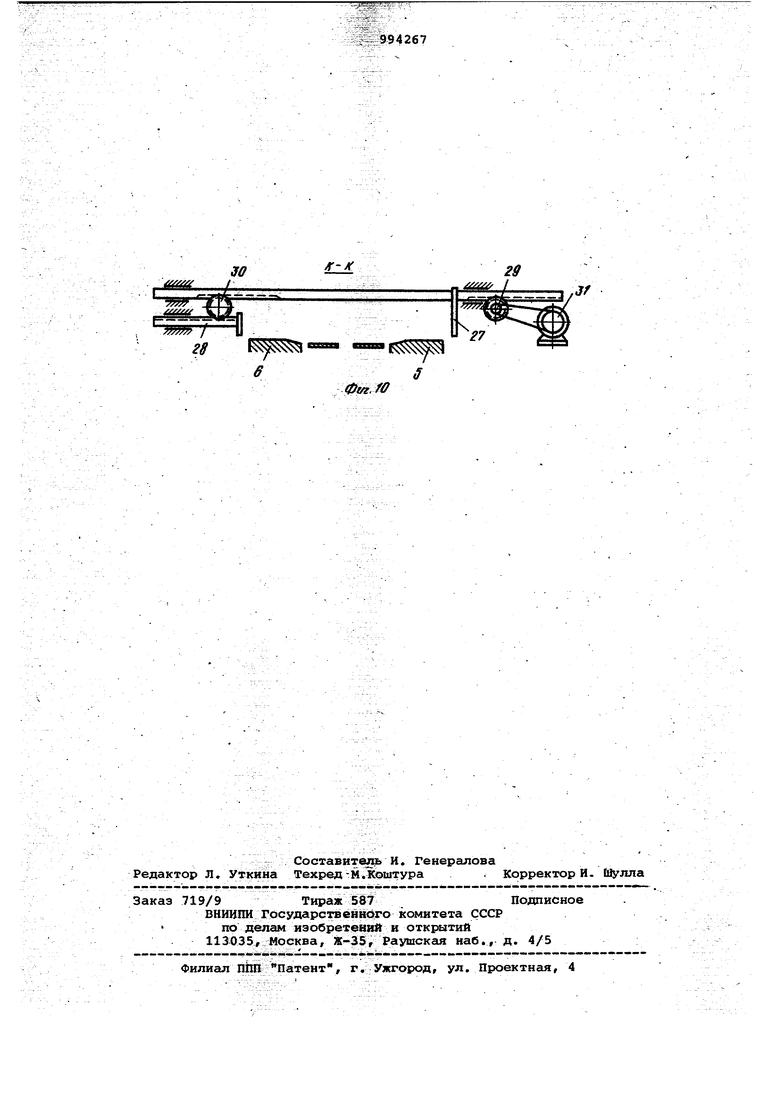
Изобретение относится к области механизации перегрузки кирпича и керамических камней с сушильных вагонеток на обжиговые и может быть Использовано в промышленности строительных материалов. Известна установка для перегрузки кирпича и блоков с сушильной вагонетки на обжиговую, которая включает разгрузчик сушильных вагонеток, конвейер подачи изделий, кантователь, сталкиватели, комплектовочный стол с направляющими и перекладчик изделий tl. Однако эта установка -комплектует слой пакета с одинаковвми зазорами между изделиями, что применимо не для любых габаритных размеров пакетов изделий на обжиговой вагонетке. Наличие в установке одного комплекте ночного слоя приводит к снижению производительности установки, а вали чие кантователя изделий усложняет ее конструкцию. Кроме того, при работе этой установки изделия перекладываются на плашок, что приводит к повышенному расходу топлива при обжиге изделий. Наиболее близким техническим реш нием к изобретению является установка для перегрузки керамических изделий с сушильной вагонетки жиговую, содержащая разгрузчик сушильных вагонеток, комплектующие столы, сталкиватели изделий на комплектующие столы и перекладчик изделий с вертикальшлми направлякхцими, несущими подвижную траверсу с групповыми захватами 2.. Недостаток этой .установки - низкая производительность за счет подачи изделий к комплектующему столу в один ряд и многократной перегруппировки изделий, а также сложность ее конструкции, что снижает надежность работы. Целью изобретения является повывоение производительности и надежности работы установки. Эта цель достигается тем, что установка, содержащая разгрузчик сушильных вагонет;ок, комплектующие столы, сталкивателй изделий на .комплектующие cTOJttj и перекладчик изделий с вертикальными направляющими, несущими подвижную траверсу с групповыми захватами, снабжена устройятвом для транспортировки и раскладки изделий с заданным шагом в Два ряда. двумя неподвижными приемными столам механизмом поперечного перемещения изделий с приемных столов и двумя столами ориентирования изделий с направлявшими элементами. Один из столов выполнен с возможностью вер тикального перемещения, подпружинен и снабжен двумя вертикальными стерж нями, а,групповые захваты вьшолнены из общего зажима, жестко закрепленного на траверсе, нижнего зажима установленного с возможностью перемещения относительно траверсы и вер него зажима, состоящего из ряда раз мещенных на горизонтальных направля ющих зажимных щек с пневмокамерами. Общий зажим снабжен двумя упорами для взаимодействия с вертикальными стержнями стола ориентирования изделий. Устройство для транспортиров ки и раскладки изделий с заданным шагом в два ряда установлено за раз грузчиком .сушильных вагонеток, Неподвижные приемные столы расположен параллельно вышеуказанному устройству и примыкают к нему с двух сторон, а столы ориентирования изделий установлены между комплектующими ст лами и устройством для транспортировки и раскладки изделий с заданным шагом в два ряда. Механизм поперечного перемещения изделий с приемных столов выполнен из сталкивателей встречного перемещения с общим приводом, а нижний зажим выполнен Г-образной формы с пазами на горизонтальном плече зажи ма для направления и ограничения ег перемещения. Комплектукидие столы содвржат. общую раму с упором. Один из комплектукяцих столов выполнен поворотным, имеет поперечные JIазы, размещенную в них подьемно- ЕгГускную .рамку и соединенный .с рамкой шарнирный парал лелограмм с выступом/ контактирующи с упором рамы. Подвижная траверса перекладчика изделий снабжена приводной кареткой с упорами, один из которых выполнен с возможностью вза имодействия с зажимными щеками при движении каретки в сторону общего зажима, а другие - с крайней зажимной щекой при обратном ходе каретки Крайняя зажимная щека соединена посредством пружины с общим зажимом, а горизонтальная направляющая снабжена ограничителем хода крайней зажимной щеки. На фиг. 1 изображена установка в плане; на фиг. 2 - разрез А-А на фиг, фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - вид Г на фиг.1 на фиг. б - вид Д на фиг. 1; на фиг. 7 - вид В на фиг. б; на фиг.8 вид Ж на фиг. 1; на фиг. 9 - разрез И-И на фиг. If на фиг. 10 - разрез К-К на фиг. 1. Установка содержит разгрузчик 1 сушильных вагонеток со сталкивателем 2 изделий 3, устройство 4 для транспортировки и раскладки изделий с заданным шагом в два ряда, неподвижные приемные столы 5 и б, механизм 7 поперечного перемещения изделий с приемных столов, комплектующие столы 8 и 9,- столы ориентирования 10 и 11 изделий с направляющими 12, сталкиватели 13 и 14 изделий на комплектукадие столы и перекладчик 15 изделий с путями 16. Устройство 4 для транспортировки и раскладки изделий с заданным шагом в два ряда включает приемный склиз 17 с направлякяцими 18, подающий транспортер 19 с опорой 20, подъемной рамкой 21-,упором 22 и комплек- тующий транспортер 23 с неподвижными направляющими 24, цепными передачами 25 и. упорными планками 26. Механизм 7 поперечного перемещения изделий с приемных столов включает сталкиватели 27 и 28, шестерни 29, 30 и привод 31. Комплектующие столы 8 и 9 имеют направляющие 32, 33 и общую раму 34, на которой установлен привод 35 для поворота стола 8, опор-, ный рельс 36 и упор 37. Комплектующий стол 8 включает подъемно-опускную рамку 38, установленную в поперечных пазах 39 стола, рычаги 40,41,42, шарнирный параллелограмм 43 с выступом 44 и ролики 45. Стол ориентирования 11 изделий имеет опоры 46, направляющие 47, пружины 48 и вертикальные стержни 49. Перекладчик 15 изделий содержит привоАпередвижения 5О, вертикальные направляющие 51 и подвижную траверсу 52 с приводом 53 и двумя самостоятельными захватами для смежных слоев 54, 55 изделий.формируемого пакета в виде общего зажима 56 с упорами 57, нижнего Г-образного зажима 58. с приводом 59 и верхнего зажима, состоящего из зажимных щек 60, кареткИ 61, привода 62 и горизонтгшьных направляквдих 63. Каретка 61 имеет упоры 64, расположенные на расстоянии шага t между изделиями слоя формируемого пакета на обжиговой вагонетке 65, и упоры 66. Горизонтальные направляющие 63 имеют ограничители хода 67. Зажимные щеки 60 снабжены пневмокамерами 68 и соединены между собой ограничительными связями 69. Общий зажим 56 и одна из зажимных щек соединены пружинами 71), а нижний Г-образный зажим 58 имеет пазы 71. Предлагаемая установка работает следующим образом. Сушильные вагонетки с изделиями 3 подаются на разгрузчик 1 сушильных вагонеток, в котором сталкивателем 2 изделия сталкиваются с рамок сушильных вагонеток на устройство 4 для транспортировки и раскладки изделий с заданным шагом в Два /ряда и неподвижные приетлные стогаа 5 и 6. Рамки остаются на сушильных вагонетках, а два средних ряда изделий 3 сушильной вагонетки ориентируются направля ююими 18 по приемному склизу 17 на подающий транспортер 19. Этот транспортер подает изделия к комплектующему транспортеру 23 и как только изделия переместятся за пределы неподвижных приемных столов 5 и б, подающий транспортер 19 останавливается и изделия, находящиеся на неподвижных приемных столах 5 и б, сталкиваются с последних на транспор тер 19 механизмом 7 поперечного пере мещения изделий. Сталкивание изделий осуществляется путем встречного перемещения сталкивателей 27, 28 при включении привода 31 с помощью шеетерен 29 и 30. Транспортер 19 вновь включается и изделия 3 передаются по опоре 20 на неподвижные направляющие 24, упираясь в одну из упорных планок 26 цеттной передачи 25. Как тольк на направляющих 24 оказалось два изделия, другая упорная планка 26, рас положенная „от предыдущей с заданным , поднимает опору 20, вследствие чего подъёмная рамка 21, расположенная ниже уровня транспортера 19 движется плоскопараллельно вверх, поднимая изделия, находящиеся на подающем транспортере. Совместная длина опоры 20 и подъемной рамки 21 обе спечивает подъем больше половины изделий , находящихся перед транспортером 23, с целью прекращения передвижения изделий 3 ПРИ работе транспортера 19. При дальнейшем движении уг}0рная планка 26 захватывает по два изделия, оказавшиеся на направляннцих 24, и передвигает их по ним., опора 2 и подъемная рамка 21 опускаются самостоятельно на упор 22 и передвижение изделий перед транспортером 28 возобновляется. Чтобы изделия 3 догнали движущиеся упорные планки 26 после опускания опоры 20 и подъ&ЛНОЙ рамки 21, скорость подающего трананспортера 19 должна быть больше скорости транспортера 23. Для увеличения шага между изделиями несколько упорных планок 26 рас положены на цепных передачах 25 вплотную друг к другу. Таким образом, в процессе совиестной работы подающего 19 и комплёктукедёго 23 транспортеров, сплоченные изделия 3, находящиеся на подающем транспортере, оказываются разложен- 994267 ными на комплектующем TJpaHcnoptepe с заданным шагом между каждой парой изделий.. Транспортер 23 подаёт изделия к столу ориентирования 10 изделий или одновременно к двум столам ориентирования 10 .и 11 изделий в соответствии с порядком .первоочередной комплектации комплектующего стола И. С транспортера 23 изделия 3 сталкиваются сталкивателями 13 и 14 изделий на стоЛы ориентирования 10 и 11 издалий и далее нз комплектующие столы 8 и 9. При передвижении по столам ориентирования 10 и 11 изделия выравниваются направляющими 12. На столы 8 и 9 подается необходимое количество рядов изделий, которые, передвигаясь, попадают между направлякяцими 32, 33 и образуют на комплектующих столах полные слои пакетов. На комплектующая столе 8 направляющими 32 обеспечивается большой шаг между парами изделий, чем требуется в слое формируемого пакета, а на комплектующем столе 9 направляющими 33 обеспечивается окончательный шаг между парами изделий, соответствующий шагу в слое формируемого пакета. -После того как на столе 8 скомплектован полный слой пакета, сталкиватель 13 изделий прекращает работу , а комплектующий стол поворачивается приводом 35 на 90° в горизонтальной плоскости так,-что изделия на этон комплектуквдем столе оказываются в перпендикулярном положении по отношению к изделиям, расположенным на столе. 9. При повороте стол 8 опирается роликами 45 на опорный рельс 36, установленный на общей раме 34, а в конце поворота выступ 44 шарнирного параллелограмма 43 упирается в упор 37, расположенный на общей раме 34. Усилия от шарнирного параллелограмма 43 передаются через рычаги 41,42 на подъемноопускную рамку 38, установленную в поперечных пазах 39 стола, и последняя поднимается вертикально выше, уровня направляющих 32. При подъеме рамки 38 рычаг 40 удерживает ее от горизонтального перемещейия. Таким образом, после поворота стола 8 на 90 изделия 3, находящиеся на этом столе, оказываются подняты-. ми рамкой 38 выше уровня направляющих 32 и могут передвигаться в поперечном направлении стола при захвате -перекладчиком 15 изделий, находящимся в это время над столом 8. Для захвата слоя 54 пакета на столе 8 опускается подвижная траверса 52 перекладчика 15 изделий. Передвижение траверсы осуществляется от привода 53 по вертикальным направ- . ляюцим 51 до момента ввода зажимных щек 60 в зазоры между изделиями. После этого включается привод 62, который передвигает каретку 61 с упорами 64, 66, Упоры 64, расположе ные на расстоянии шага -t , взаимо действуя с зажимными щеками 60, передвигают их по горизонтальным направляющим 63 в сторону общего зажи ма 56, передвигая при этом и издели слоя пакета. Передвижение зажимных щек 60 и изделий производится до положения, при котором один из упоров 64 передвигает крайнюю зажимную щеку 60 до ограничителя хода 67. После этого подается воздух в пневмокамеры 68,и все изделия слоя 54 пакета зажимаются с шагом t, соответствуклцим заданному шагу между изделиями слоя формируемого пакета. Слой формируемого пакета становится уплотненным, а пары изделий в нем оказываются сбазированы на заданные шаги между ними, причем допуск изде лий не оказывает влияния на величину шага, а влияет только на величину поперечного зазора между изделиями. После зажима слоя пакета, находя щегося на столе8, подвижная траверса 52 поднимается и перекладчик 15 изделий передвигается от привода передвижения 50 по путям 16 к столу 9, а стол 8 возвращается в прежнее положение, причем подъемн-о-опусккая рамка 38 опускается под действием собственного веса. К этому времени заканчивается комплектация слоя 55 пакета на этом столе и сталкиватель 14 прекращает работу. Если на столе 9 формируется слой пакета из нечетного количества рядов изделий,.то на столе ориентирования 11 периодически находится один ряд изделий. Для захвата слоя 55 изделий пакета на столе 9 подвижная траверса 52 опускается на стол,и упоры 57 общего зажима 56, воздействуя на вертикальные стержни 49 стола ориентирования 11 изделий, передвигают последний вниз. Передвижение стола 9 осуществляется относительно опор 46 по направл5пощим 47, а пружины 48 при этом сжимаются. Таким образом, ряд изделий, находящихся на столе ориентирования 11 изделий, не препятствует размещению общего зажима 56 над этим столом Захват слоя 55 изделий пакета осу ществляется передвижением нижнего Г-образного зажима 58 от привода 59 в сторону общего зажима 56. Направл ние и ограничение передвижения зажи ма осущр;ствляется пазами 71. После захвата этого слоя изделий пакета по вижная траверса 52 поднимается ввер стол ориентирования . 11 изделий возвращается в исходное положение, и перекладчик 15 изделий, передвигаясь по путям 16, переносит одновременно два смежных слоя 54 и 55 изделий к обжиговой вагонетке 65, где укладывает их в один из пакетов. Для этого траверса 52 опускается по вертикальным направляющим. 51 на обжиговую вагонетку 65, нижний зажим 58 Отводится приводом 59 в обратную сторону от общего зажима 56, а из пневмокамер 68 стравливает-ся воздух.. Оба смежных йлоя 54 и 55 изделий укладываются в пакет, и траверса 52 поднимается. После этого перекладчик 15 изделий передвигается в исходное положение над столом 8, а зажимные щеки 60 приводятся в готовность для зажима очередного слоя изделий. Для этого привод 62 передвигает каретку 61 в обратную сторону, и упоры 66, взаимодействуя с крайней зажимной щекой 60, передвигают через ограниченные связи 69 все зажимные щеки по горизонтальным направляющим 63 в противоположную сторону от общего зажима 56. При этом другая крайняя щека 60 натягивает пружины 70, и зажимные щеки занимают определенное исходное положение. I Затем цикл работы повторяется. При передвижении перекладчика 15 изделий по пути 16 вертикальные направляющие 51 перекладчика проходят между столами 8,9, находящимися в любом положении, и поэтому поворот стола 8 не зависит .от передвижения перекладчика 15, а последовательность работы всех механизмов установки обеспечивается датчиками сигналов. Таким образом, производительность предлагаемой установки повышена за счет подачи изделий к комплектующим столам в два яда и отсутствия многократной перегруппировки изделий. Конструкция установки упрощена за счет исключения из состава установки рычагов для разворота изделий, дополнительных сталкивателей и раздвижных палет. В связи с этим повышается надежность в работе установки. Кроме того, установка обеспечивает получение уплотненных слоев формируемого пакета и заданных шагов между изделиями в нем независимо от допуска изделий. Формула изобретения 1. Установка для перегрузки керамических изделий с сушильной вагонетки на обжиговую, содержащая разгрузчик сушильных вагонеток, комплектующие столы, сталкиватели изделий на комплектующие столы и перекладчик изделий с вертикальными направляющими, несущими подвижную траверсу с групповыми захватами, о т л и ч а ю щ а я с я тем, что, с целью повьоиения производительности и -надёжности ее в работе,, она снабжена устройством для транспортировки и расгкладки изделий с заданньам шагом в два ряда, двумя,неподвижными приемными столами,, механизмом поперечного перемещения изделий с приемных столов -двумя столами ориентирования изделий с направляющими элементами, причем один из столов выполнен с возможностью вертикального перемещения, подпружинен и снабжен двумя вертикальными стержнями, а групповые захваты выполнены из общего зажима, жестко закрепленного на траверсе, нижнего зажима, установленного с возможностью перемещения относительно траверсы, и верхнего зажима, состоящего из ряда размещенных на горизонтальных направляющих зажимных щек с пневмокамерами, при этом общий зажим снабжен двумя упорами для взаимодействия с вертикальными стержнями стола ориентирования изделий, а устройство дл транспортировки и раскладки изделий с заданным шагом в два ряда установлено за разгрузчиком сушильныхвагонеток, неподвижные приемные столы расположены параллельно вышеуказанному устройству и примыкают к нему с двух сторон, а столы ориентирования изделий установлены между комплектукицими столами и устройством для транспортировки и раскладки изделий с заданным шагом в два ряда.
2. Установка по п. 1, отлит чающаяся тем, что механизм поперечного перемещения изделий с приемных столов выполнен из сталкивателей встречного перо етдения с общим приводом.
3.Установка по п. 1, о т л и чающаяся тем, что нижний зажим выполнен Г-образной формы с пазами на горизонтальном плече зажима для направления и ограничения его перемещения .
4.Установка по п. 1, отличающаяся тем, что, с целью
уплотнения слоев фо1 1ируемого пакета и обеспечения в нем заданного .шага между изделиями комплектующие столы . содержат общую раму с упором, один из комплектующих столов выполнен поворотным, имеет поперечные пазы, размещенную в них подъемно-опускную рамку и соединенный с рамкой шарнирный параллелограм с выступом, контактирующий с упором рамы, а подвижная
траверса перекладчика изделий снабжена приводной кареткой с упорами, один из.которых выполнен с возможностью взаимодействия с зажимными щеками при движении каретки в сторону общего, зажима, а другие - с крайней зажимной щекой при обратном ходе каретки, причем крайняязгшймная щека соединена посредством пружины с общим зажимом, горизонтальная нашравляющаяснабжена ограничителем хода крайней зажимнойщеки.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 363594, кл. В 28 В 13/00, 1970.
2. Авторское свидетельство СССР 710806, кл. В 28 В 13/00, 1978 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для перегрузки керамических изделий с сушильной вагонетки на обжиговую | 1990 |
|
SU1742068A1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| Установка для садки керамических изделий на печные вагонетки | 1983 |
|
SU1098800A1 |
| Установка для садки керамических изделий на обжиговые вагонетки | 1977 |
|
SU710806A1 |
| Установка разгрузки и пакетирования кирпича | 1987 |
|
SU1482803A1 |
| Установка для укладки керамических изделий на печную вагонетку | 1977 |
|
SU742145A1 |
| Установка для садки керамических изделий на печные вагонетки | 1980 |
|
SU912515A1 |
| Установка для садки керамических изделий на обжиговые вагонетки | 1986 |
|
SU1379120A1 |
| Поточная линия | 1979 |
|
SU814763A2 |
| Установка для производства дренажных труб | 1977 |
|
SU733996A1 |
Л-A f/fofeflffynro) Bvdf fnoSe Sf 36
SS fffogeflffymoj i..,.l.,J IL niu50 ff
S9 ffff eg Ф1К.8
/t-tt повёрнута
38 4
33
f-f(
30
М/М/У
ff
29
ИОУ /
J/
