Изобретение относится к полиграфии, в частности к изготовлению офсетных печатных форм. Известен способ изготовления офсетной печатной формы, заключающийся в нанесении на металлическую подложку копировального слоя, его сушке, копировании изображения фотоформы, проявлении, гидрофилизации и гидрофобизации печатающих и пробельных элементов 1 . Недостатком известного способа является невысокое качество изготавливаемых печатных форм. На полиметаллическую пластину наносят светочувствительный копировальный слой на основе поливинилового спирта или фотополимеризующейся композиции. К копировальному слою предъявляются высокие требования по кисло тостойкости, так как после экспонирования и проявления копии производится травление верхнего металла (хрома или никеля) до меди в концентрированных растворах хлоридов или серной кислоты. В процессе травления неизбежно происходит искажение градационной передачи изображения, так как одновременно с травлением хрома или никеля в глубину происходит боковое травление печатающих и,пробельных элементов и, кроме того, затравливание нижележащего слоя меди. С формы после травления удаляют копировальный слой под током в горячем растворе щелочи с пробельных элементов формы и обрабатывают форму последовательно гидрофилизующими и гидрофобизующими растворами для создания устойчивых физико-химических свойств пробельных и печатающих элементов. Недостатком способа является его многопроцессность и необходимость создания специального оборудования, состоящего из гальванованн объемом 1,5 м , источников тока, вентиляционных устройств, установок Для нейтрализации сточных вод. 39 Цель изобретения - повышение качества печатной формы. Указанная цель достигается тем, что в качестве материала подложки используют хром или сталь, а после проявления формы печатающие элементы обрабатывают жирными кислотами или их солями, после чего удаляют копироваль ный слой. Причем обработку печатных элементов производят раствором олеиновой кислоты в вазелиновом масле или водным раствором олеинового натрия. Сущность изобретения состоит в том, что печатающие и пробельные-элементы образуются на поверхности одного металла. Печатающие элементы получают путем обработки металла жирными кислотами или их солями. Материалом формы служит механически прочные материалы сталь или хром, нанесенный не посредственно на сталь. Процесс изготовления формы состоит из следующих операций: на металл наносится любой светочувствительный слой, к которому не предъявляется особых требований по кислотостойкости и прочности. Посл экспонирования и проявления сталь или хром на печатающих элементах обрабатывается раствором, придающим ему устойчивую гидоофобность. Это достига ется тем, что в качестве раствора для обработки используется водный раствор олеата натрия или раствор олеиновой кислоты в вазелиновом масле. Ниже приводится состав обрабатыва ющего раствора в весовых процентах. Состав 1. Олеиновокислый натрий 10 Вода901 Состав 2. Олеиновая кислота Вазелиновое масло 90 Пример 1. Изготовление формы на углеродистой стали с применением слоя из фотополимеризующейся компози ции. Пластина из углеродистой стали обезжиривается в горячем растворе 5%-ной щелочи, промывается водой и в центрифуге на нее наносится копировал ный слой на основе фотополимеризующе ся композиции. Перед нанесением слоя поверхность пластины обрабатывается 5%-ным раствором силиката натрия и промывается водой. После сушки слоя производят экспонирование копии под диапозитивом, после чего копию проявляют слабым раствором соды, промывают, удаляют воду с поверхности и на проявленные участки наносят 10/оный раствор олеата натрия (состав 1) или раствор олеиновой кислоты в вазелиновом масле (состав 2) при . Обработку составами 1 или 2 производят ватным тампоном в течение 2-х мин. Затем копию промывают водой и удаляют копировальный слой в растворе едкого натра в течение 15-20 с, при 50-55°С. После удаления слоя и промывки водой пробельные элементы гидрофилизуют раствором силиката натрия, вновь промывают форму и на печатающие элементы наносят краску. Полученную печатную офсетную форму испытывают по принятой методике. Пример 2. Изготовление формы из углеродистой стали с применением слоя камеди сибирской лиственницы. Пластину из углеродистой стали обрабатывают как в примере 1, но используют копировальный слой на основе камеди сибирской лиственницы. Перед нанесением «слоя поверхность пластины обрабатывается раствором силиката натрия и промывается водой. После сушки слоя производят экспонирование копии под диапозитивом, после чего копию проявляют раствором, содержащим глицерин и роданистый аммоний. На проявленные участки наносят указанные составы 1 или 2 и производят обработку ватным тампоном в течение 2-х мин. Затем промывают форму водой и удаляют копировальный слой в растворе едкого натра в течение 1 мин при 50-55°С. Дальнейшая обработка формы как в примере 1. Пример 3. Изготовление формы на хромированной углеродистой стали с применением слоя на фотополимеризующейся композиции. Сталь обезжиривается в горячем растворе щелочи и хромируется в электролите хромирования; толщина слоя хрома 1,0 мкм , затем на хромированную пластину наносится в центрифуге копировальный слой на основе фотополимеризующейся композиции. Экспонирование копии и дальнейшая обработка как в примере 1. Гидрофилизацию пробельных элементов на хроме производят раствором, включающим коллоид (натриевая соль карбоксиметилцеллюлозы) и электролит (цитрат натрия). Форма имеет разрешающую способность не ниже 200 л/см.
Пример Ц. Изготовление формы на хромированной углеродистой стали с применением слоя на камеди сибирской лиственницы.
Подготовка пластины ведется как в примере 3. На хромированную пластину наносят копировальный слой на основе камеди сибирской лиственницы. Копирование, проявление и обработку печатающих элементов производят как
в примере 2. Обработку пробельных элементов - как в примере 3.
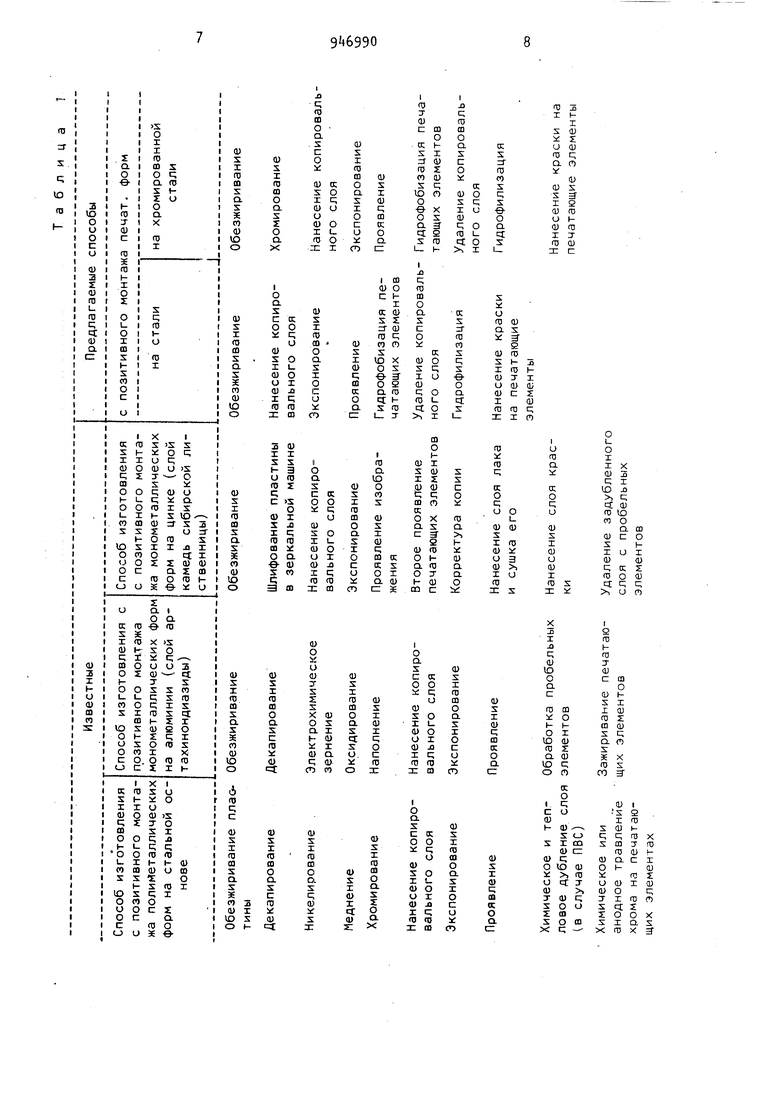
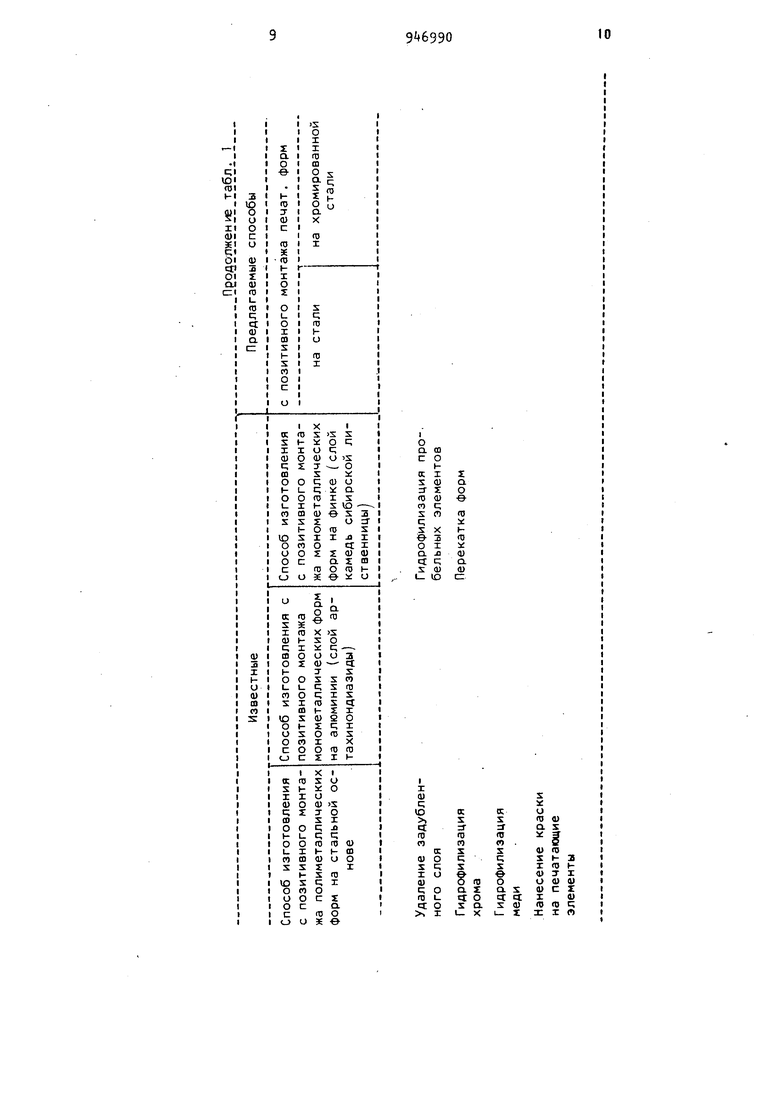
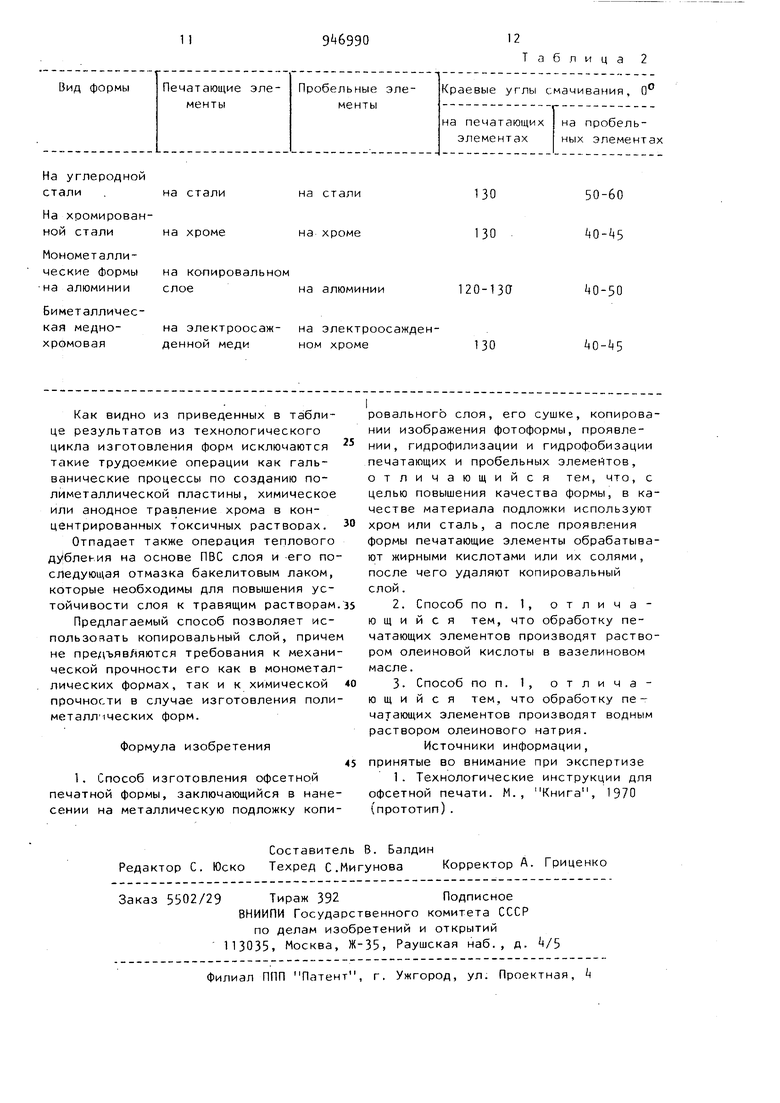
В табл. 1 приведена характеристика технологических операций изготовления форм по известным и предлагаемым способам; в табл. 2 - данные, характеризующие пробельные и печатающие элементы по смачиванию в избирательных условиях.
о
аш
со
tкI
S0)
JZ
00)
Р)ц
SГ)
SX
©3
оI
о.J5
ctс;
I-Ю

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления офсетной печатной формы | 1979 |
|
SU889486A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ПЛОСКОЙ ПЕЧАТИ | 1965 |
|
SU176484A1 |
| Способ изготовления монометаллических форм офсетной печати | 1984 |
|
SU1158376A1 |
| Способ изготовления монометаллической формы офсетной печати | 1985 |
|
SU1353667A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРАФАРЕТНОЙ ПЕЧАТНОЙ ФОРМЫ (ВАРИАНТЫ) | 2004 |
|
RU2278406C2 |
| Раствор для обработки офсетных печатных форм | 1980 |
|
SU910478A1 |
| Способ изготовления трафаретной печатной формы | 1990 |
|
SU1784494A1 |
| Фотополимеризующаяся композиция | 1977 |
|
SU744425A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПЕЧАТНЫХ ОФСЕТНЫХ ФОРМ «НЕРЖАВЕЮЩАЯ СТАЛЬ—МЕДЬ»0.. | 1964 |
|
SU159545A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОФСЕТНЫХ ПЕЧАТНБ1Х ФОРМ | 1968 |
|
SU221486A1 |
s s: о
к
к
та 0)
S дSa s
л та « . та
(О
0)та
S
s: с;
к о
Xк
Xта
I
ц
i)т
о
О u 0)
Ота
аZ
0) с
о
о.х
ч:о
X
сгct
L
та та
о
sо.
з: I л
1-I I
I- X
Таблица 2
