Изобретение относится к автоматике и вычислительной технике, предназначено для использования в автоматизированных системах управления металлорежущими станками. По основному авт.св. № 779014 известно устройство контроля технического состояния станков с числовым программным управлением (ЧПУ), содер жащее компаратор, подключенный первыми входами к шинам сигналов основного и дополнительного циклов обработки, вторым входом - к элементу настройки и выходом - к блоку формирования сигналов отказа, глины сигналов положения рабочих органов станка, шифратор, подключенный входами к шинам сигналов положения рабочих органов станка, регистр, элементы- И и счетчики, первый из которых подклю чен к одним выходам шифратора, соеди ненного другими выходами с входами второго счетчика непосредственнои через первый элемент И, подключенный другим выходом к шине сигнала основного цикла обработки, а входы регистра соединены с выходом второго счетчика непосредственно и через вто рой элемент И, подключенный другим входом к шине сигнала дополнительно цикла обработки, причем выходы первого счетчика и регистра подключены к третьим входам компаратора l. Основным недостатком этого устройства является невозможность осуществления контроля за состоянием режущего инструмента. Цель изобретения - расширение функциональных возможностей устройства. Поставленная цель достигается тем, что в устройство для контроля станков с числовым программным управлением введены элемент ИЛИ, датчик состояния режущего инструмента, подключенный через аналого-цифровой преобразователь к второму входу шифратора и последовательно соединенные первый дешифратор, вычитакядий счетчик, второй дешифратор и третий элемент И, второй вход которого подключен к второму выходу компаратора, а выход - к второму входу блока формирования сигналов отказа, третий вход которого соединен с выходом элемента ИЛИ, подключенного первым входом к второму выходу второго дешифратора, а вторым входом к третьему выходу компаратора, четвертый вход которого соединен с третьим выходом шифратора, вход первого
ешифратора подключен к выходу первого счетчика.
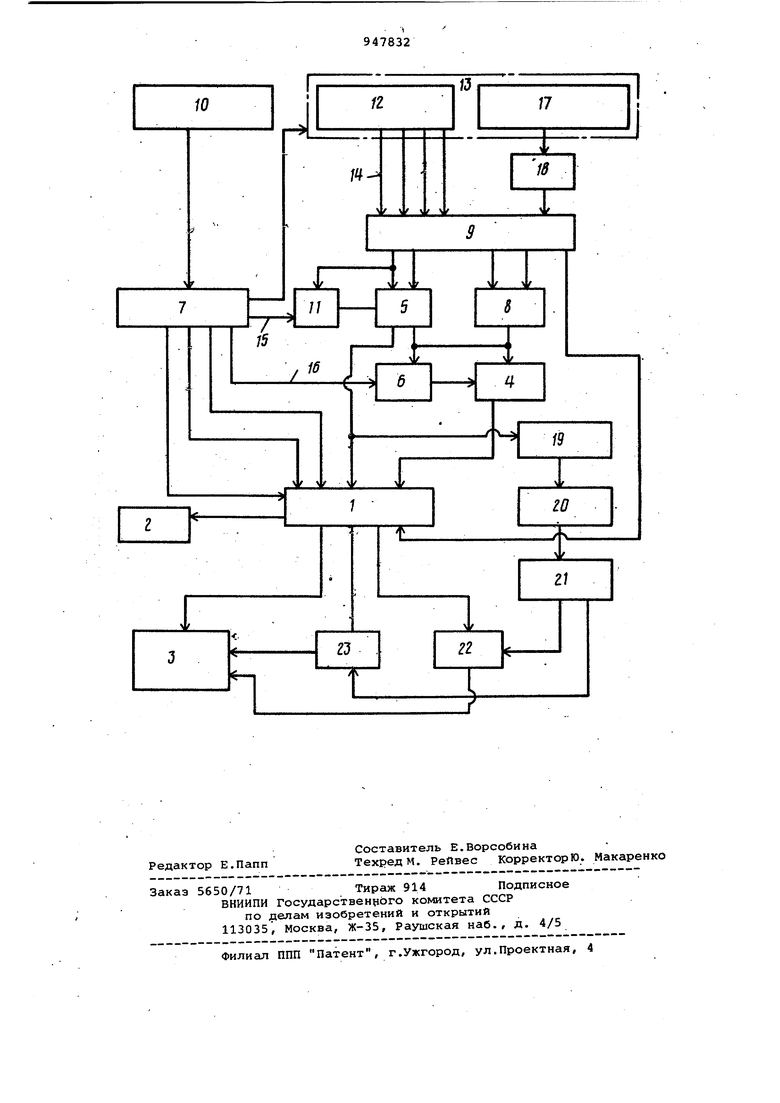
На чертеже показана функциональная схема устройства.
Устройство содержит компаратор 1, элемент 2 настройки, блок 3 формиро- 5 ания сигналов отказа, регистр 4, первый счетчик 5, первый элемент И б, блок 7 считывания программы, второй счетчик 8, шифратор 9, программоноситель 10, второй элемент И 11, дат- Ю ик 12 положения рабочих органов, исолнительные органа станка 13, шины 14 сигналив положения рабочих оранов станка, шины 15 и 16 сигналов оответственно основного и дополните ль MS ного циклов обработки, датчик 17 состояния режущего инструмента 17, аналого-цифровой преобразователь 18, первый д ешифратор 19, вычитающий счтечик 20, второй дешифратор 21, 20 третий элемент И 22 и элемент ИЛИ 23.
Устройство работает следующим образом.При подготовке станка к обработке партии деталей, обрабатывают пер- 25 вую деталь партии и замеряют основные параметры, влияющие на правильное выполнение станком цикла обработки , а именно длительность переходов цикла, величины усилия резания, мощности резанияг амплитуды вибраций при резании и т.п. При условии, что первая деталь обработана с заданным качеством, величины замеренных параметров записывают в соответствии с адресами команд на программоноси- 35 тель 10.
Программоноситель 10 вводится в блок7, откуда информация о параметрах цикла обработки детали поступает в компаратор 1, а управляющая 40 информация - к исполнительным органам станка 13, на которых установлены датчики 12 и 17. Команды о срабатывании датчиков 12 поступают в шифратор 9 через шины 14, а информация 45 от датчика 17 - через аналого-цифро- вой преобразователь 18.Шифратор 9 передает информацию о срабатывании датчиков 12 в счетчики 5 и 8, а сигнал от датчика 17 - в компаратор 1, CQ где онсравнивается с данными программы обработки. Отсчитанное время переходов цикла обработки передается счетчиком 5 непосредственно в компаратор 1, а счетчиком 8 - через регистр 4.
Информация о фактической длительности перехода цикла, связанной с резанием, поступает от счетчика 5 в дешифратор 19, который, передает информацию в вычитающий счетчик 20, храня-60 щий информацию о расчетном времени работы инструмента. Вычитающий счетчик 20 передает информацию в дешифратор 21, который имеет два выхода, первый соответствует состоянию О 65
(ресурс исчерпанj, второй 1 (ресурс не исчерпан). Выход О дешифратора 21 соединен с элементом ИЛИ 23, а выход 1 с элементом И 22. Компаратор 1 выдает результаты сравнени данных программы обработки и сигнала от датчика 17 в элемент ИЛИ 23 и И 22 в виде состояний О и 1.
Состояние О соответствует нормальному протеканию процесса, состояние 1 - возникновению неисправности. На выходе элементов ИЛИ 23 и И 22 появляется сигналы О или 1, характеризующие различные состояния режущего инструмента, на основании которых блок 3 формирования сигналов отказа в соответствии с адресами команд выдает информацию о состоянии режущего инструмента, например, в виде а - для входа от элемента ИЛИ 23, тогда О означает, что.расчетный ресурс выраббтан, работу продолжать можно до появления на входе 1 от элемента И 22, а 1 означает износ инструмента, который следует заменить по окончании текущего кадра программы, или в виде б для входа от элемента И 22, тогда О означает, что инструмент исправен,, а 1 означает отказ инструмент (поломку), мгновенную остановку станка, замену инструмента.
Таким образом удается контролировать дополнительцо состояние режущег инструмента.
Формула изобретения
Устройство для контроля станков с числовым программным управлением по авт.св. 779014, отличающееся тем, что, с целью расширения функциональных возможностей устройства, в него введены элемент ИЛИ, датчик состояния режущего инструмента, подключенный через аналого-цифровой преобразователь к второму входу шифратора, и последовательно соединенные первый дешифратор, вычитающий счетчик, второй дешифратор и третий элемент И, второй вход которого подключен к второму выходу компаратора, а выход - к второму входу блока формирователя сигналов отказа, третий вход которого соединен с выходом элемента ИЛИ, подключенного первым входом к второму, выходу второго дешифратора, а вторым входом к третьему выходу компаратора, четвертый вход которого соединен с третьим выходом шифратора, вход первого дешифратора подключен к выходу первого счетчика.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 779014, 1978 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля станков с числовым программным управлением | 1978 |
|
SU779014A1 |
| Программное устройство для поддержания постоянства скорости резания | 1984 |
|
SU1211696A1 |
| Система адаптивного числового программного управления металлорежущим станком | 1980 |
|
SU954945A1 |
| Многоканальный анализатор электрофизиологических сигналов | 1991 |
|
SU1806603A1 |
| Информационно-управляющая система центрального теплового пункта жилых общественных и промышленных зданий | 1987 |
|
SU1511751A1 |
| Аналого-цифровой преобразователь | 1983 |
|
SU1156258A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ СТАНКОМ | 2009 |
|
RU2420776C1 |
| Устройство для ввода информации | 1984 |
|
SU1247855A1 |
| Устройство для выбора работоспособной структуры вычислительного комплекса | 1980 |
|
SU1037256A1 |
| Устройство для считывания графической информации | 1983 |
|
SU1164754A1 |