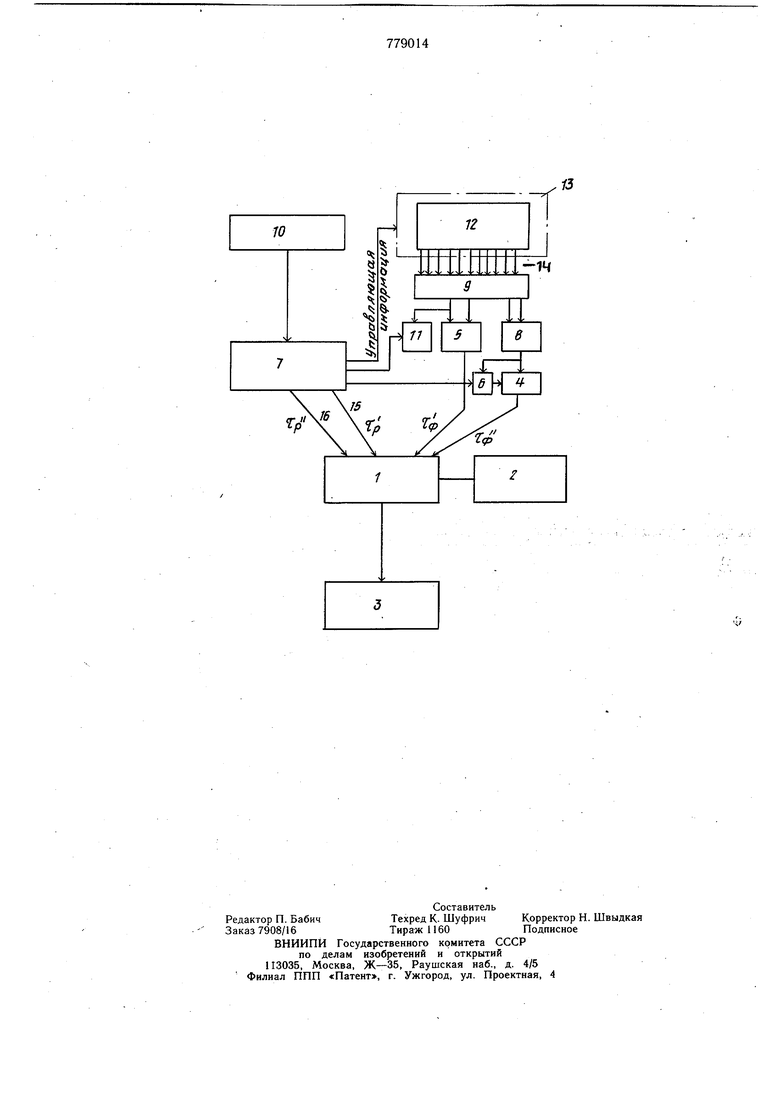
ка), второй (дополнительный) счетчик 8, шифратор 9, программоноситель 10, элемент И II, датчики 12 положения рабочих органов станка, исполнительные органы 13 станка, шины 14 сигналов положения рабочих органов станка, шины 15 и 16 сигналов соответственно основного и дополнительного циклов обработки. Устройство работает следующим образом. При подготовке программы обработки на основании технологических данных о путях и скоростях перемещений рабочих органов и последовательности переходов цикла рассчитывают длительность технологического цикла и его элементов тр, которую записывают в соответствии с адресами команд на программоноситель. Выделяется основной цикл Тр работы станка и дополнительный цикл Тр, который учитывает параллельную работу отдельных механизмов станка. Программоноситель 10 вводится в блок 7 считывания программы, откуда информация о длительности цикла и его элементах поступает в блок 1 сравнения, а управляющая информация - к исполнительным органам 13 станка, на которых установлены датчики 12 положения рабочих органов станка. Кроме того, управляющая информация, соответствующая командам основного цикла работы станка, поступает в элемент И 1 1, а управляющая информация соответствующая командам дополнительного цикла (параллельных циклов), - в элемент И 6. Команды о срабатывании датчиков положения рабочих органов станка 12 поступают в ижфратор 9, алгоритм работы которого построен так, что он распознает .«Начало элемента цикла и «Конец элемента цикла и передает соответствующие команды по прохождениям цикла на основной 5 и дополнительный 8 счетчики. Шифратор 9 разделяет поступающую в него информацию на два потока. Первый поток соответствует командам основного цикла работы станка, второй поток, информации соответствует командам дополнительного цикла. По соответствующим командам шифратора сигналов 9 «Начало цикла основной 5 и допо.тнительный 8 счетчики начинают отсчеты фактических длительностей циклов т, которые заканчиваются по командам шифратора 9 «Конец цикла. При этом значение элементов основного цикла tp, отсчитанное основным счетчиком 5, который выдает информацию по команде элемента И 11, поступает в блок 1 сравнения, где сравнивается с расчетным значением времени элементов основного цикла Тр. Отсчитанные значения длительностей элементов дополнительного цикла по команде гцифратора 9 поступают в регистр 4. Здесь значение хранится до тех пор, пока в элемент И 6 не придет разрешающий сигнал от блока 7 считывания программы на передачу информации о значении tf в блок 1 сравнения, где оно сравнивается с расчетным значением элемента дополнительного цикла Тр. При отклонении каждого из фактических значений элементов основного и дополнительного цикла т, и т от расчетных значений tp и tp , в соответствии с настройкой элемента 2 по команде блока 1 сравнения информация передается на блок 3 выдачи информации, который в соответствии с адресами команд выдает .информацию об отказавших элементах и возможном объеме обслуживания их. Это позволяет расширить область применения устройства. Формула изобретения Устройство для контроля станков с числовым программным управлением, содержащее компаратор, подключенный первыми входами к шинам сигналов основного и дополнительного циклов обработки, вторым входом - к элементу настройки и выходом - к блоку формирования сигналов отказа, и шины сигналов положения рабочих органов станка, отличающееся тем, что, с целью расширения области применения устройства, оно дополнительно содержит шифратор, подключенный входами к щинам сигналов положения рабочих органов станка, регистр, элементы И и счетчики, первый из которых подключен к одним выходам шифратора, соединенного другими выходами со входами второго счетчика непосредственно и через первый элемент И, подключенный другим входом к шине сигнала основного цикла обработки, а входы регистра соединеньг выходом второго счетчика непосредственно и через второй элемент И, подключенный другим входом к шине сигнала дополнительного цикла обработки, причем выходь первого счетчика и регистра подключены к третьим входам компаратора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля станков с числовым программным управлением | 1980 |
|
SU947832A2 |
| Устройство для выбора учебной информации | 1977 |
|
SU746685A1 |
| Обучающее устройство | 1980 |
|
SU875434A1 |
| Устройство импульсного регулирования мощности в @ -фазной сети без нейтрали | 1985 |
|
SU1272327A1 |
| ЦИФРОВАЯ ПНЕВМОГИДРАВЛИЧЕСКА: ПРОГРАММНО-СЛЕДЯЩАЯ СИСТЕМА | 1971 |
|
SU428359A1 |
| Устройство для редактирования алфавитно-цифровой информации на экране видеоконтрольного блока | 1983 |
|
SU1254460A1 |
| Устройство для программного управления металлорежущим станком | 1981 |
|
SU996996A1 |
| Устройство для отображения информации на экране телевизионного индикатора | 1987 |
|
SU1522272A1 |
| Система числового программногоупРАВлЕНия "TPACCA-Кп | 1979 |
|
SU813371A1 |
| Система автоматического контроля параметров процесса круглого шлифования на станке с программным управлением | 1989 |
|
SU1705049A1 |