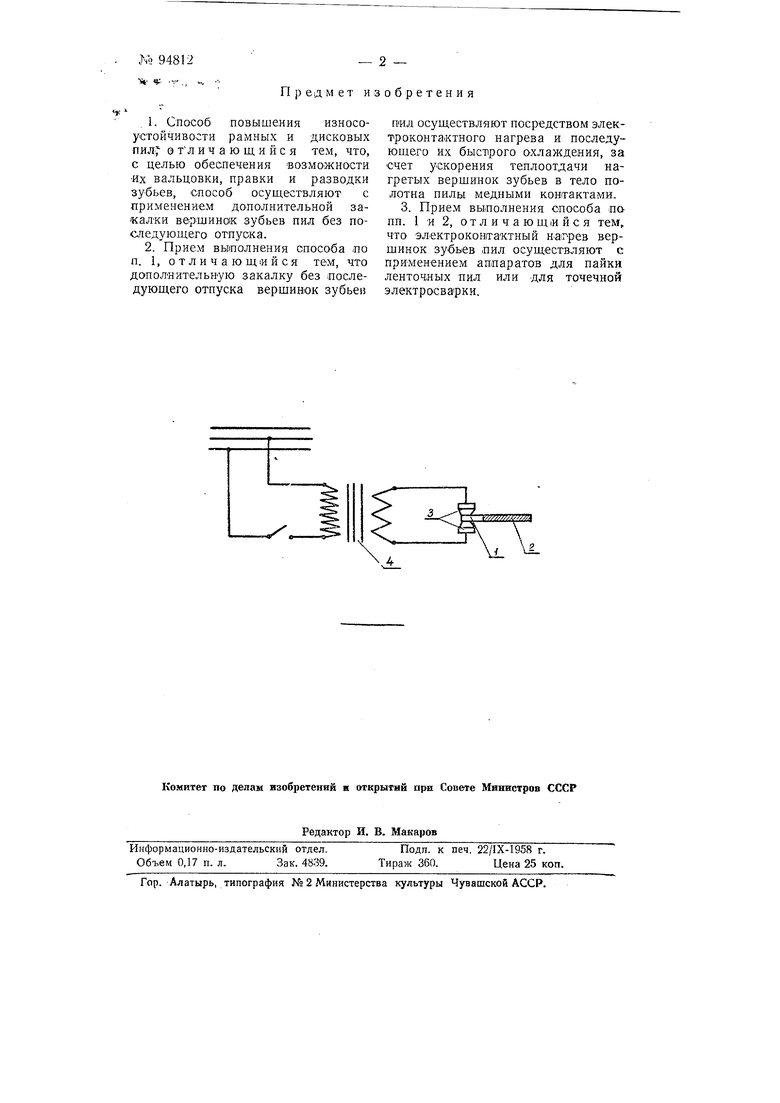
предлагаемый способ повышает изко:,оугтойчивос,ти рамных и дисковых пил посредством закалки вершинок зубьев без их последующего отпуска, осуществляемой при помощи элохтрохонтактного кагрева. Способы элехтроконтакткого нагрева излелий для различных видов термической обработки, в частности, закалки, отпуоха, а также кагрева под ковку и применяемая для этого вестпы. В настоящее время термическая обработка рам.ных и дисковых пил производится на твердость 40- 45 К с для обеспечения возможности их последующей обработки: вальцовки, правки и разводки зубьев. Особенпостыо предложенного способа повышения износоустойчивости рамных и дисковых пил является дополнительная (вторичная) за салка вершинок зубьев пил На повышенную твердость без последуюпцего отпуска их, осуществляемая посредством эле1ктр0контактноГо нагрева. Предложенный способ термической обработки обеспечивает повышение износоустойчивости ре;-кунлнх лезвий рамных и дисковых пил в 1,5-1,6 раза, за счет высо:;ой твердости вершинок зубьез в пределах 60-61- , а также всзмо:::ность последующей механической обработки: вальцовки, правки и разведки зубьев. Иа чертсж:е изоб)а кеиг1 злектри-еская cjveya установки длл закалки вершинок зубьев рам;п-1х и дисковых пил. Ее 51л;И:ка зуба 1 ки:пз1 2 но боковым поверхностям зажимается двумя мсдиыми конi-c:ктя Гi: 3, к которым подводится электрический ток соответствующих параметров, обеспеч: ваемых однофазным понижающим трансформатором 4, включенным в сеть 127-2.20 в. Вершинка зуба при ирохождеиин тока разогревается до закалочной темнературы. При прекращении подачи тока производится охлаждение верщинки зуба пилы за счет теплоотдачи в тело полотна пилы. Для закалки используются аппараты для пайки ленточных пил или для точечной электросварки.
% в;
Предмет изобретения
1.Способ повышения износоустойчивости рамных и дисковых пил обличающийся тем, что, с целью обеснечения возможности Их вальцовки, правки и разводки зубьев, способ осуществляют с применением дополнительной за«алки вершинок зубьев пил без последующего отпуска.
2.Прием выполнения способа по п. 1, отличающийся тем, что дополнительную закалку без последующего отпуска вершинок зубьеи
пил осуществляют посредством электроконтактного нагрева и последующего их быстрого охлаждения, за счет ускорения теплоотдачи нагретых верщинок зубьев в тело полотна пилы медными контактами.
3. Прием выполнения способа по пп. 1 И 2, от л и ч а ю Щ|И и с я тем,, что Электрокон1тактныи н-агрев верщинок зубьев пил осуществляют с применением аппаратов для пайки ленточных пил или для точечной электросварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЛИСТОВОЙ СТАЛИ И ПИЛ, СТАЛЬ И ИЗДЕЛИЯ ИЗ НЕЕ | 2003 |
|
RU2235136C1 |
| СПОСОБ ПЕРИОДИЧЕСКОГО УПРОЧНЕНИЯ ПИЛ | 2006 |
|
RU2326175C2 |
| СПОСОБ УПРОЧНЕНИЯ ПИЛ | 2006 |
|
RU2333971C2 |
| БАЗИСНЫЙ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ ПИЛЬНЫХ ПОЛОТЕН ДЛЯ ДИСКОВЫХ ПИЛ, ОТРЕЗНЫХ ДИСКОВ, ЛЕСОПИЛЬНОГО ИНСТРУМЕНТА, А ТАКЖЕ РЕЖУЩИХ И ШАБРОВОЧНЫХ УСТРОЙСТВ | 1996 |
|
RU2127174C1 |
| Способ упрочнения пил | 1986 |
|
SU1344792A1 |
| Способ подготовки рамных пил | 1979 |
|
SU901305A1 |
| Способ восстановления пил | 1987 |
|
SU1447896A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЗУБЬЕВ ДИСКОВ ПИЛ | 2004 |
|
RU2259408C1 |
| ДИСКОВАЯ ПИЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2086408C1 |
| Способ закалки дисковых пил | 1975 |
|
SU594195A1 |