Известные способы изготовления реек пзтем нарезания зубьев на металлорежущих станках являются трудоемкими и малопроизводительными.
Предлагаемый способ изготовления зубчатых реек отличается от известных способов тем, что на заготовке производят накатывание зубьев од и ощ рем ей по с двух сторон валками, имеюпщми соответствующий зубчатый профиль, а затем накатанную заготовку разрезают вдооть на две части, получая таким обраЗОМ две рсйкн.
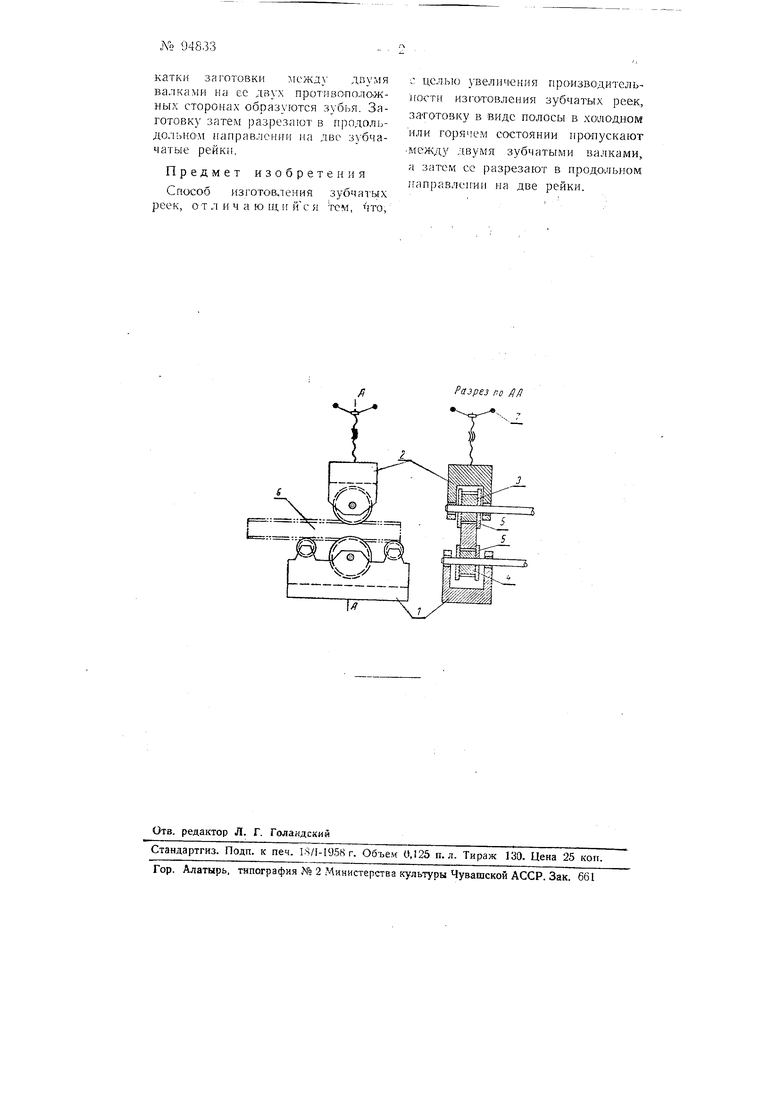
На чертеже изображен вид ебо«у нрненособления, с io roiii,b:o которого осуществляется нред.нагаемый способ, и разрез по АА.
Предлагаемый способ предпазначеп для предварительной накатки зубчатых реек под окончательную обработку их, нри этом заготовка в зависимости от материала может быть в нагрето или холодно состо-янии.
СпОСоб осуществляется с помощь О приспособления, кото-рое состоит из неподв {жпого основания /, подвижной вилки 2 и двух приводных валков 3 и 4, которые снабжены соответств}1ощнл профилем зубьев. С TOpireBbix сторон валки ограничительные найбы 5. Вилка 2 неременхаетея в вертикальном направлении на величину, обеснечивак) образование полной высоты зубьев с двух сторон прокатываемой заготовки 6.
Накатывание реек про(зводитея следующим образом.
Заготовка б в нагретом пли хо.тодном состоянии подается в прнснособленне, где происходит ее прокатывание между валками 3 и 4; последним сообн;ается от привода (не показан на чертеже). HpiL этом за1отовка совер нает возвратно-поступателыюе движение, которое осуществляется нутем автолгатического изменения наиравления враииМИЯ валков. В коьнге каждого хода заготовки вилка 2 при помощи маховичка 7 нереме дается но направлению к ос ювани о / на некоторую величин} этим обеспечивается остененное внедрение зубьев валков 3 и 4 в заготовку 6 до величниы, обеспечивающей полну о высоту зуба. Накатывание зубьев на заготовке происходит одновременно на двух ее сторонах. После прокатки заготовки люжд} двумя валками на ее двух противоположных сторонах образуются зубья. Заготовку затем разрезают в продольдольиом направлении на две зубчаматые рейки.
Предмет изобретения
Способ изготовлений зубчатых реек, от л и ч а ю щ н йс я тсм, что,
с целые увеличения ирОИзводительjfocTH изготовления зубчатых реек, заготовку Б виде полосы в хошодном или горячем состоянии пропускают между двумя зубчатыми валками, а затем ее разрезают в продо1иьном иаиравлении иа две рейки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления блочных(состоящих из нескольких венцов)шестерен методом поперечной прокатки | 1950 |
|
SU91441A1 |
| Стан для накатки зубчатых колес | 1956 |
|
SU108242A1 |
| Способ накатки внутренних зубчатых профилей | 1977 |
|
SU725767A1 |
| Станок для накатывания зубчатых профилей | 1963 |
|
SU471943A1 |
| Способ изготовления червячно-модульных фрез | 1958 |
|
SU122008A1 |
| Стан для прокатки цилиндрических зубчатых колес | 1950 |
|
SU91433A1 |
| Устройство для поперечной прокатки зубчатых профилей | 1979 |
|
SU882691A1 |
| Способ продольной прокатки зубчатых профилей | 1978 |
|
SU721211A1 |
| Устройство для образования кольцевых или винтовых ребер на металлических трубах | 1956 |
|
SU105613A1 |
| Устройство для накатывания зубчатых колес | 1980 |
|
SU899212A1 |
Разрез по и И
