Авторы изобретения - сотрудники завода «Фрезер и Центрального научно-исследовательского института технологии и машиностроения - предложили изготавливать червячно-модульные фрезы способом горячей прокатки. Это предложение имеет большое пародно-хозяйственное значение, так как червячно-модульная фреза является одним из самых распространенных инструментов.
Авторами разработан и экспериментально проверен технологический процесс замены наиболее трудоемкой операции в изготовлении фрезы-нарезки червяка, выполняемой обычно фрезерованием, прокаткой, что является прогрессивным решением.
Например, нарезка червяка фрезы т 5 мм по данным завода «Фрезер занимает 48 мин. из обших 275,7 мин., затрачиваемых на изготовление фрезы, причем 25-30% дорогостоящего металла при этом отходит в стружку.
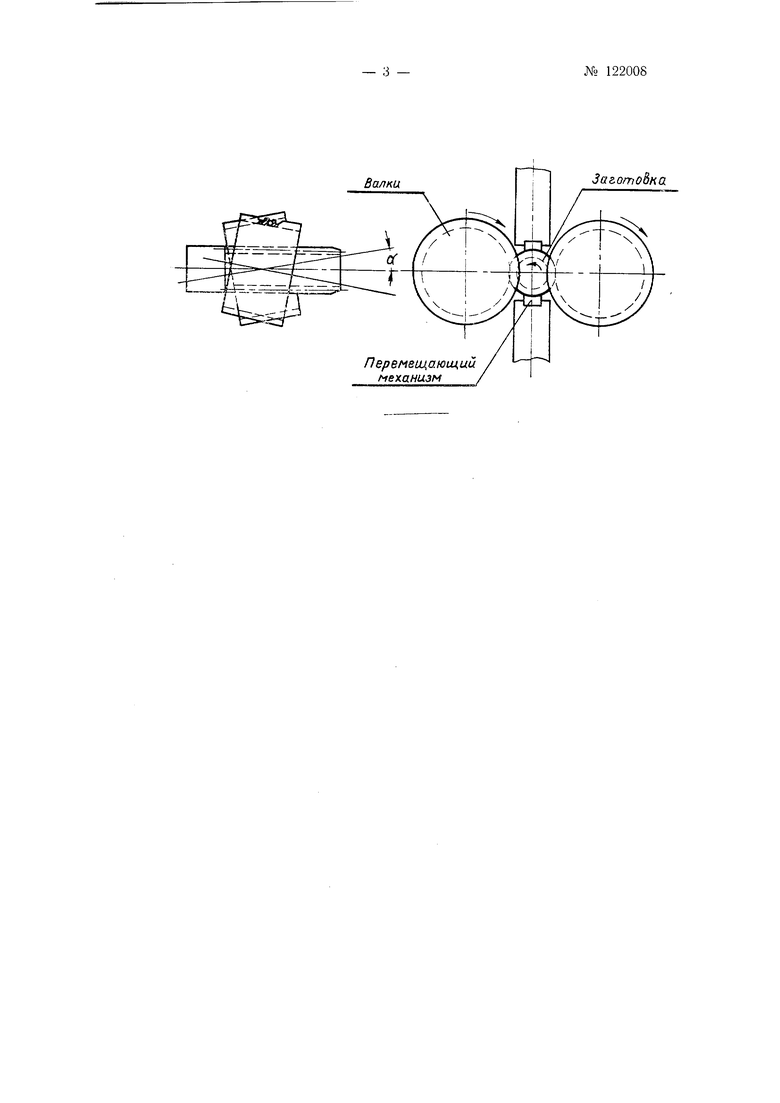
Согласно изобретению прокатка заготовки червяка фрезы производится двумя валками, причем оси валков установлены под определенным углом к оси детали (см. чертеж). Расстояние между осями валков в гфоцессе прокатки сохраняется постоянным. Заготовка принудительно задается в осевом направлении, захватывается валками и, врашаясь, перемещается в осевом направлении. Для поперечно-винтовой прокатки заготовки применяются валки с кольцевой и винтовой нарезками профиля.
В первом случае валки имеют кольцевые выступы, соответствующие профилю впадины, и шаг витков, равный щагу прокатываемой фрезы. Оси валков должны быть развернуты на угол, равный углу подъема прокатываемого винтового профиля фрезы, т. е. а Р,,.„ по среднему диаметру. Профиль валков с винтовой нарезкой также соответствует профи№ 122008
лю впадины, а шаг профиля равен или кратен шагу фрезы. Угол подъема профиля на валках должен отличаться от угла подъема прокатываемого профиля червячной фрезы.
При прокатке винтовыми валками воз.можны следующие схемы процесса:
а)угол подъема прокатываемого профиля фрезы меньше угла подъема винтового профиля на валке, при этом угол разворота осей валков а ро. -13.;,;
б)угол подъема прокатываемого профиля фрезы больше угла подъема винтового профиля на валке и в этом случае ,,,/, -13.
Следовательно, прокатка валками с винтовой нарезкой профиля происходит при меньших углах поворота между осями валков и заготовки, что обеспечивает меньшие скорости подачи и обжатия, за половину заготовки. Это обстоятельство особенно важно при изготовлении фрез из быстроре/кушей стали Р18, когда возникают значительные трудности прокатки из-за сложности этой стали, вызывающей при больших обжатиях и наличии обезуглероженного слоя кольцевые трещины, сколы и т. д. Особо важным является вопрос прокатки без обезуглероженного слоя, что достигнуто предварительным обтачиванием заготовок И нагревом в нейтральной атмосфере прутков под прокатку.
Изготовление фрез прокаткой обеспечивает получение карбидной неоднородности на зубьях до 1-2 баллов, что недостижимо по существующей технологии изготовления фрез размером, напри1мер, М2-М2,5 AIM.
Проведение изобретателями опыты изготовления фрез из стали Р18 показали полную возможность осушествления предложенного ими способа, причем партия заготовок была прокатана в ЦНИИТМА и обработана на заводе «Фрезер.
Изобретение положительно оценено Всесоюзным научно-исследовательским инструментальным институтом.
Широкое внедрение изобретения даст возможность сушественно экономить быстрорежущую сталь, улучшить качество фрез и резко повысить производителыюсть труда при изготовлении червячно-модульных фрез.
Предмет изобретения
Способ изготовления червячно-модульных фрез, отличаю щи йся тем, что, с целью экономии металла, исходный червяк фрезы образуется поперечно-винтовой прокаткой нагретой заготовки. Валки Перемеицающий мех.анизм Заг.отоВки
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления блочных(состоящих из нескольких венцов)шестерен методом поперечной прокатки | 1950 |
|
SU91441A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАНГИ-ВИНТОВОЙ КРЕЙЛ^" ПУТЕМ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1965 |
|
SU168257A1 |
| Способ изготовления зубчатых реек | 1951 |
|
SU94833A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ | 2003 |
|
RU2245751C1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЬЕВ НА БОКОВОЙ ПОВЕРХНОСТИ ДЕТАЛИ | 2001 |
|
RU2200076C2 |
| Способ изготовления глобоидных червяных валов | 1972 |
|
SU494217A1 |
| Способ ремонта прокатных валков | 1990 |
|
SU1722762A1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ РЕБРИСТЫХ ТРУБ И ВАЛКИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2246362C1 |
| СПОСОБ ОБРАБОТКИ РУЧЬЕВ И КАНАВОК НА ВАЛКАХ ИЛИ ШАЙБАХ | 1993 |
|
RU2121908C1 |
| Способ изготовления зубчатого профиля | 1985 |
|
SU1319990A1 |