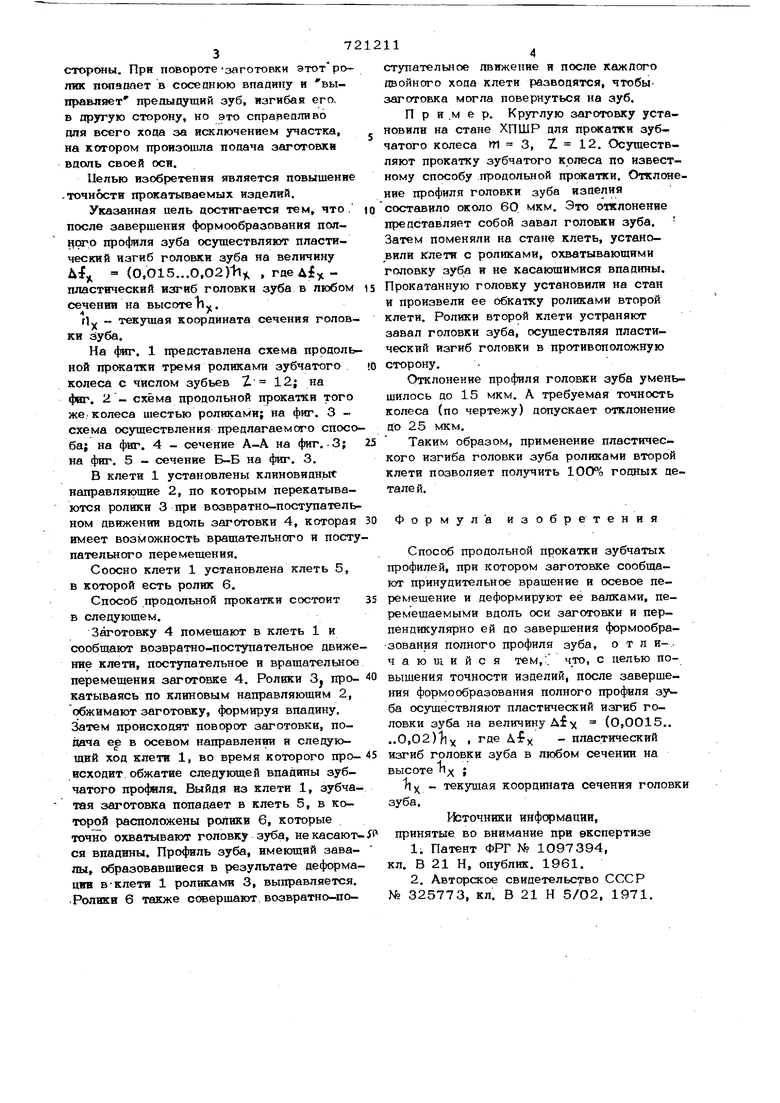
Изобретение относится к обработке металлов давлением и, в частности, может быть использовано при производстве зубча ть(х профилей прокаткой в холодном состоя нии Известен способ продольного продавливания заготовки через роликовую матрицу, имеющую количество роликов, равное количеству впапин готового изделия . Заготовку устанавливают строго по оси роликовой матрицы, и затем пуансоном заготовка продавливается через ролики. Готовое изделие получают за один проход. Недостатком этого способа является то, что большие деформации, возникающие при образовании зубчатого профиля за оди проход, приводят к появлению пластичности по всему сечению заготовки. Заготовка теряет устойчивость, вследствие чего искажен профиль готового изделия. Известен также способ продольной прокатки зубчатых профилей, включающий в себя формообразование профиля рабочими валками, установленными в плоскости. перпендикулярной продольной оси заготовки, -при этом валкам сообщают возвратнопоступательное движение и одновременно сообщают им радиальную подачу при ходе в одну сторону и разводят при ходе в другую, а заготовке сообщают вращательное движение и перемещают в продольном направлении 2}. В указанном способе формообразование профиля происходит при условии большого числа частных обжатий. Это позволяет значительно снизить усилия деформирования, .таким образом получают более точные зубчатые профили. Недостатком такого способа является то, что при формообразовании зубчатых профилей происходит отклонение головки зуба изделия от боковой поверхности ролика при перемещении последнего. Это происходит вследствие пластического изгиба зуба при его продольной прокатке роликом. Ролик, перемещаясь вдоль впадины зуба и осуществляя пластическую неформацию по впапине зуба и по боковым поверхностям, разваливает зуб на обе сторсшы. При повороте-заготовки этот ролик попадает в соседнюю впадину и выправляет препыцущий зуб, изгибая его, Б пругую сторону, но это справепливо для всего хода за исключением участка, на котором произошла подача заготовки вдоль своей оси. Целью изобретения является повышение -ТОЧНОСТИ прокатываемых изделий. Указанная цель достигается тем, что . после завершения формообразования полного профиля зуба осуществляют пластический изгиб головки зуба на величину Л (О,О15...0,02)11 ,где4 пластический изгиб головки зуба в любом сечении на высотеЪч. 4л г., - текущая координата сечения головки зуба. На фиг. 1 представлена схема процольной прокатки тремя роликами зубчатого колеса с числом зубьев Z 12; на фиг. 2- схема продольной прокатки того же,, колеса шестью роликами; на фиг. 3 схема осуществления предлагаемого спосо ба; на фиг. 4 - сечение А-А на фиг. - 3; на фиг. 5 - сечение Б-Б на фиг. 3. В клети 1 установлены клиновидн.ыс направляющие 2, по которым перекатываются ролики 3 при возвратно-поступательном движении вдоль заготовки 4, которая имеет возможность вращательного и посту пательного перемещения. Соосно клети 1 установлена клеть 5, в которой есть ролик 6. Способ продольной прокатки состоит в следующем. Заготовку 4 помещают в клеть 1 и сообщают возвратно-поступательное движе нне клети, поступательное и вращательное перемещения заготовке 4. Ролики 3 прокатываясь по клиновым направляющим 2, обжимают заготовку, формируя впадину. Затем происходят поворот заготовки, подача ее в осевом направлении и следующий ход клети 1, во время которого происходит обжатие следующей впадины зубчатого профиля. Выйдя из клети 1, зубчатая заготовка попадает в клеть 5, в котор ой расположены ролики 6, которые точно охватывают головку зуба, пекасаются впадины. Профиль зуба, имеющий завалы, образовавшиеся в результате деформации Вклети 1 роликами 3, выправляется. .Ролики 6 также совершают, возвратноипо- ступательное движение и после каждого двойного хода клети разводятся, чтобы, заготовка могла повернуться на зуб. П р и .м е р. Круглую заготовку установили на стане ХПШР для прсжатки зубчатого колеса Ш 3, Z 12. Осуществляют прокатку зубчатого колеса по известному способу .продольной прсжатки. Отклонение профиля головки зуба изделия составило около 60 мкм. Это отелонение представляет собой завал головки зуба. Затем поменяли на стане клеть, устано вили кле-ри с роликами, охватывающими головку зуба и не касающимися впадины. Прокатанную головку установили на стан и произвели ее обкатку роликами второй клети. Ролики второй клети устраняют завал головки зуба, осуществляя пластический изгиб головки в противоположную сторону. Отклонение профиля головки зуба уменьшилось цо 15 мкм. А требуемая точность колеса (по чертежу) допускает отклонение до 25 мкм. Таким образом, применение пластического изгиба головки зуба роликами второй клети позволяет получить 100% годных деталей. Формула изобретения Способ продольной прокатки зубчатых профилей, при котором заготовке сообщают принудительное вращение и осевое перемешение и деформируют ее валками, перемешаемыми вдоль оси заготовки и перпендикулярно ей до завершения формообразования полного профиля зуба, о т л и-. чаюихнйся тем,:. что, с целью повышения точности изделий, после завершення формообразования полного профиля зу ба осуществляют пластический изгиб го- ловки зуба на величину Afy (0,ОО15.. ..0,02)|iy , где Л:& - пластический изгиб головки зуба в любом сечении на высоте п ; 1l - текущая координата сечения головки зуба. Источники информации. принятые во внимание при экспертизе 1; Патент ФРГ № 1097394, кл. В 21 Н, опублик. 1961. 2. Авторское свидетельство СССР № 325773, кл. В 21 Н 5/02, 1971.
i
i
rr
I
M
i
Li
ж
1
1
П
I
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки цилиндрических изделий с продольными пазами | 1967 |
|
SU325773A1 |
| Инструмент для прокатки цилиндрических изделий с продольными ребрами | 1979 |
|
SU893358A1 |
| Устройство для поперечной прокатки зубчатых профилей | 1979 |
|
SU882691A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ ЛИСТОВЫХ МАТЕРИАЛОВ И ВОЛОЧИЛЬНО-ПРОКАТНАЯ УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2226441C1 |
| Рабочая клеть стана продольной периодической прокатки | 1978 |
|
SU753522A1 |
| РЕДУКЦИОННЫЙ ПРОКАТНЫЙ СТАН | 2004 |
|
RU2270067C1 |
| Стан холодной прокатки труб переменного сечения | 1987 |
|
SU1496849A1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2252095C1 |
| УСТРОЙСТВО ДЛЯ ПРОКАТКИ ИЗДЕЛИЙ С ПЕРЕМЕННЫМ ПРОФИЛЕМ | 1992 |
|
RU2042464C1 |
| СПОСОБ ПРОИЗВОДСТВА НЕРАВНОПОЛОЧНЫХ ЗЕТОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2108180C1 |

A II
uz.l -Ч Ш2ШШ22 т щ ш ЖШ/т .
-А
-7
Фи1.
6-6
