Изобретение относится к области плазменной и микроплазменной сварки. . В настоящее время большое применение находят процессы, где сварка ведется разнополярными импульсами сварочного тока.
Известен способ плазменной сварки разнополярными импульсами, состоящий в том, что перед соплом плазменной горелки помещают два электрически изолированных неплавящихся электрода 11. На первый электрод подают импульсы тока прямой полярности, на второй - обратной полярности. При этом обжатие дуги происходит как при импульсах тока прямой полярности, так и обратной.
Недостатком этого способа является наличие двух электродов, что усложняет как конструкцию плазменной горелки, так и электрическую схему источника.
Известентакже способ плазменной сварки с использованием для ионизации дугового промежутка дежурной ду- ги, горящей между соплом и электродрм плазменной горелки С2. Импульсы тока прямой полярности подают на промежуток электрод - изделие, а обоатный - на промежуток сопло - изцелие. Таким образом, дуга обратной полярности не обжата плазмообразующим газом и плотность тока в ней много ниже, чем при прямой полярности, из-за сравнительно больших размеров сопла, трудно устранить блуждающие дуги обратной полярности, что приводит к расширению околошовной зоны л связанному с ним ухудшению прочностных
10 характеристик сварного соединения.
Целью изобретения является получение обжатой дуги при прямой и обратной полярности.
Цель .достигается тем, что в спосо15бе плазменной сварки рс знопадярными импульсами, при котором дежурная дуга горит, между электродом и соплом, изменяют полярность дежурной дуги, причем полярность дежурной дуги соот20ветствует полярности последующего .импульса основной дуги.
Способ осуществляется следуняцим образом.,
При подаче на электрод импульса
25 напряжения, отрицательного относительно изделия, дежурная дуга горит, хтричем к соплу приложено положительное, относительно электрода, напряжение. При поступлении на электрод 30 импульса налряжения, положительного
относительно изделия (в случае,, если дежурная дуга горит так же, как и при поступлении на электрод импульса напряжения, отрицательного относительно изделия) потенциал сопла будет более положительным, чем потенциал электрода, и основная дуга возбудится мехшу соплом и изделием, а не между электродом и изделием.
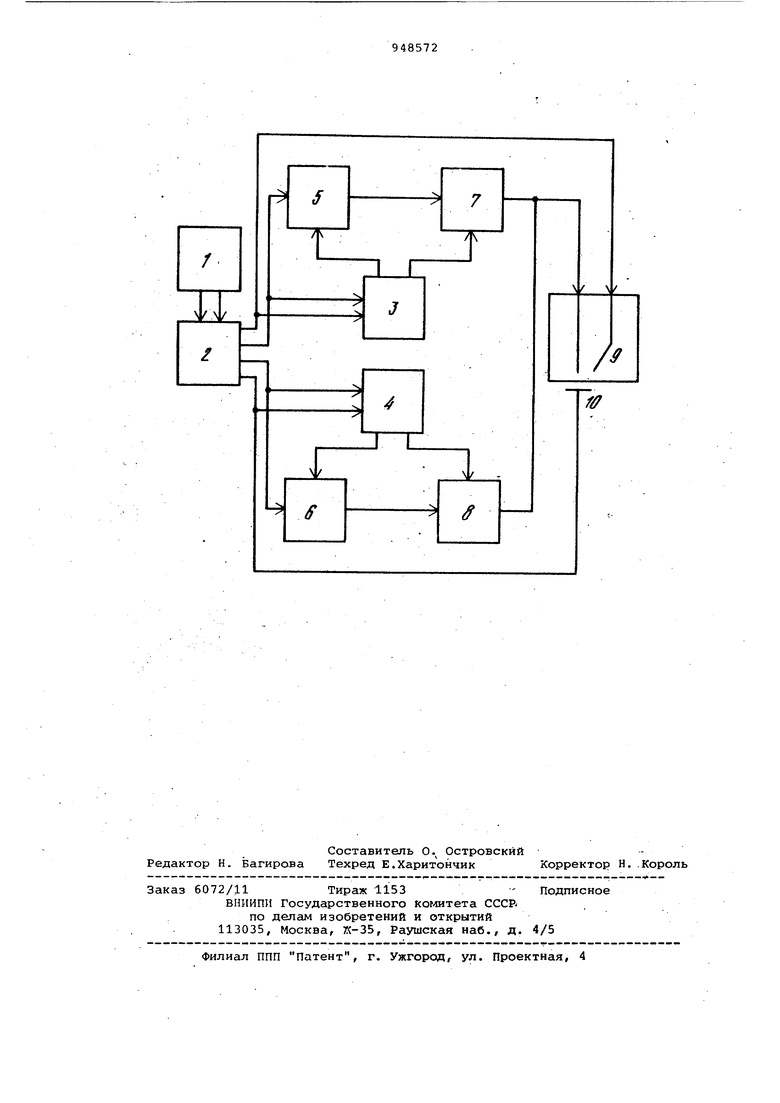
Чтобы основная дуга при подаче на электрод импульса напряжения, положительного относительно.изделия, возбудилась между электродом и изделием, необходимо, чтобы дежурная дуга горела под действием напряжения, положительного на электроде относительно сопла.. На чертеже изображена схема устройства для осуществления спосба плазменной сварки разнополярными импульсами,
Устройство состоит из источника 1 переменного тока (сети); трансформатора 2 с повышенньлм рассеянием, имеющего две вторичные обмотки; фазосдвигающих устройств 3 и 4; регуляторов 5 и 6 переменного тока, каждый из которых состоит из двух встречно-параллельно включенных ти ристоров; устройств 7 и 8 поджига ду ги последовательного действия; плазмотрона 9. Позицией 10 на чертеже обозначено свариваемое изделие.
Устройство работает следуювщм образом.
Напряжение сети от источника 1 пеменного тока поступает на первичную обмотку трансформатора 2, подается на вход фазосдвигающего устройства 3 а также через регулятор 5 переменног тока и устройство 7 поджига дуги на промежуток электрод - сопло плазмотрона 9. Выходные импульсы фазосдвигающего устройства 3 подаются на управляющие электроды тиристоров регулятора 5 переменного тока и на вход устройства 7 поджига дуги сдвинутыгли относительно начала полуволны напряжения первой вторичной обмотки трансформатора 2 на время, выбранное из условия устойчивого поджига и горения дежурной дуги между электродом и соплом .плазмотрона 9. Напряжение со второй вторичной обмотки трансформатора 2 подается на вход
,фазосдвигающего устройства 4, а также через регулятор б переменного тока и устройство 8 поджига дуги на промежуток электрод плазмотрона 9 - изделие 10. Выходные импульсы фазосдвигающего устройства 4 подаются на управляющие электроды тиристоров регулятора б переменного тока и на вход устройства 8 поджига дуги/сдвинутыми относительно начала полуволны напряжения второй вторичной обмотки трансформатора 2 на время, обеспечивающее устойчивое горение основной дуги между, электродом плазмотрона 9 и изделием 10. Этот в.ременной сдви должен обеспечивать поджиг основной дуги после поджига дежурной дуги, а также заданное соотношение токов основной дуги прямой и обратной полярности. Вторичные обмотки трансформатора 2 сфазированы таким образом, что при положительном напряжении на электроде относительно сопла на изделии напряжение было отрицательно относительно электрода.
Ориентировочный экономический эффект при применении предлагаемого способа в автомобилестроительной и электротехнической промышленности составит около 2,5 млн. руб. в год по сравнению с прототипом.
Формула изобретения
Способ плазменной сварки разнополярными импульсами, при котором дежурная дуга горит между электродом и соплом, отличающийся тем, что, с целью получения обжатой дуги при прямой и обратной полярности, изменяют полярность дежурной дуги, причем-полярность дежурной дуги соответствует полярности последующего импульса основной дуги.
Источники информации, принятые во внимание при экспертизе
1. Способ микроплазменной сварки Второе межведомственное совещание по микроплазменной сварке. Киев-Уфа 1973, с.6.
2 . Авторское свидетельство СССР № 221477, кл. В 23 К 9/16, 17.06.67 ( прототип).
/
/ /
/
Л
f
| название | год | авторы | номер документа |
|---|---|---|---|
| Источник питания горелки для сварки | 1981 |
|
SU967710A1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| Способ зажигания сжатой дуги прямого действия | 2023 |
|
RU2807974C1 |
| МИКРОПЛАЗМЕННЫЙ СКАЛЬПЕЛЬ-ОБЛУЧАТЕЛЬ | 1991 |
|
RU2040216C1 |
| Устройство для аргоно-дуговой и микроплазменной сварки | 1973 |
|
SU446162A1 |
| СПОСОБ МИКРОПЛАЗМЕННОЙ СВАРКИ МЕТАЛЛОВ | 2009 |
|
RU2411112C2 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ ПЛАЗМЕННОЙ СВАРКИ МЕТАЛЛОВ | 1995 |
|
RU2111098C1 |
| Установка для плазменной сварки | 1988 |
|
SU1623846A1 |
| УСТРОЙСТВО ПЛАЗМЕННОЙ ЗАКАЛКИ ДЕТАЛЕЙ ИЗ СТАЛИ И ЧУГУНА В АВТОМАТИЧЕСКОМ И РУЧНОМ РЕЖИМЕ | 2008 |
|
RU2379358C1 |