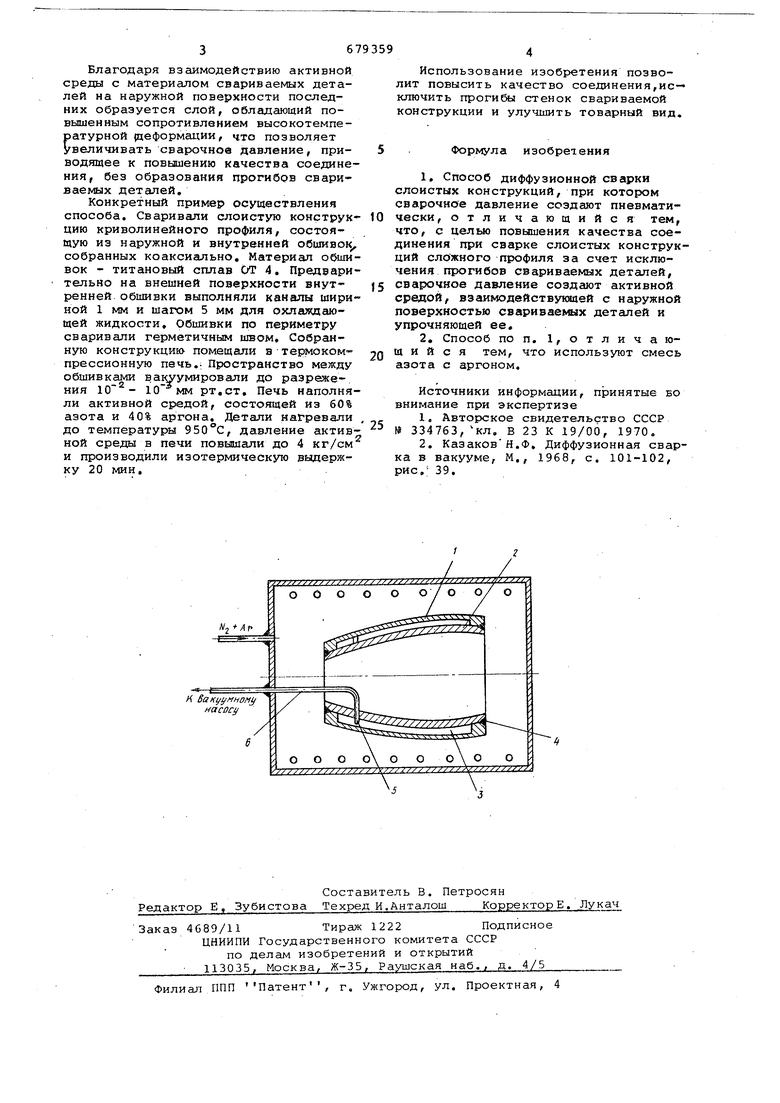
Изобретение относится к сварке давлением, в частности, к диффузио.нной сварке тонкостенных слоистых кон струкций сложного профиля. Известен способ диффузионной свар ки, при котором сварочное давление создают при помощи тонкостенной оболочки, наполненной веществом, расплавляющимся при температуре сварки 1 . Недостатком способа является невозможность создания равномерного сварочного давления по поверхности соединения. Наиболее близким к описываемому изобретению по технической, сущности и достигаемому результату является способ диффузибнной сварки слоистых конструкций, при котором сварочное давление создают пневматически 2. Недостатком способа является низкое качество соединения при сварке слоистых конструкций сложного профиля из-за прогибов свариваемых деталей. Целью изобретение является повыше ние качества соединения при сварке слоистых конструкций сложного профиля за счет исключения прогибов свари ваемых деталей. Поставленная достигается тем, что сварочное давление создают активной средой, взаимодействующей с наружной поверхностью свариваемых деталей и упрочняющей ее. Кроме того, используют смесь азота с аргоном в качестве активной среды. Сущность изобретения поясняется чертежом, на котором показана схема осуществления способа. Слоистую конструкцию криволинейного профиля, состоящую из наружной 1 и внутренней 2 обшивок, собранных коаксиально, устанавливают в термокомпрессионной камере 3, Предварительно на внешней поверхности внутренней обшивки 2 выполняют каналы для охлаждающей жидкости. Обшивки по периметру сваривают герметичным швом 4, Пространство между обшивками через коллектор 5 и трубку 6 вакуумируют до 10 мм рт,ст. Печь наполняют активной средой, взаимодейст- вующей с наружной поверхностью свариваемых деталей и упрочняющей ее, Регулированием подачи активной среды создают оптимальное сварочное давление и jпроизводят нагрев, В качестве активной среды используют смесь азота с аргоном,
Благодаря взаимодействию активной среды с материалом свариваемых деталей на наружной поверхности последних образуется слой, обладающий повышенным сопротивлением высокотемпературной деформации, что позволяет Увеличивать сварочное давление, приводящее к повышению качества соединения, без образования прогибов свариваекых деталей.
Конкретный пример осуществления способа. Сваривали слоистую конструкцию криволинейного профиля, состоящую из наружной и внутренней обшивок, собранных коаксиально. Материал обшивок - титановый сплав От 4. Предеарительно на внешней поверхности внутренней обшивки выполняли каналы шириной 1 мм и шагом 5 мм для охлаждающей жидкости. Обшивки по периметру сваривали герметичным швом. Собранную конструкцию помещали втермокомпрессионную печь.: Пространство между обшивк ш BaiwyMHpoBanH до разрежения 10 - 10 мм рт,ст. Печь наполняли активной средой, состоящей из 60% азота и 40% аргона. Детали нагревали до температуры 950°С, давление активной среды в печи повышали до 4 кг/см и производили изотермическую выдержку 20 мин.
Использование изобретения позволит повысить качество соединения,исключить прогибы стенок свариваемой конструкции и улучшить товарный вид.
5Формула изобретения
1,Способ диффузионной сварки слоистых конструкций, при котором сварочное давление создают пневмати0 чески, отличающийся тем, что, с целью повышения качества соединения при сварке слоистых конструкций сложного профиля за счет исключения прогибов свариваемых деталей,
5 сварочное давление создают активной средой, взаимодействутадей с наружной поверхностью свариваемых деталей и упрочняющей ее,
2,Способ по п. 1, о т л и ч а ю0 и и и с я тем, что используют смесь
азота с аргоном.
Источники информации, принятые во внимание при экспертизе с1. Авторское свидетельство СССР
№ 334763, кл. в 23 К 19/00, 1970.
2. КазаковН.Ф. Диффузионная сварка в вакууме, М., 1968, с. 101-102, рис, 39.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ТОНКОСТЕННЫХ СЛОИСТЫХ КОНСТРУКЦИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2006 |
|
RU2319589C2 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ СЛОИСТЫХ ТИТАНОВЫХ ТОНКОСТЕННЫХ КОНСТРУКЦИЙ СЛОЖНОГО ПРОФИЛЯ | 2005 |
|
RU2296656C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ВЕНТИЛЯТОРНОЙ ЛОПАТКИ | 2008 |
|
RU2412017C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИФФУЗИОННОЙ СВАРКОЙ ПРЕИМУЩЕСТВЕННО СЛОИСТЫХ КОНСТРУКЦИЙ | 1984 |
|
RU1178014C |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОГО ИЗДЕЛИЯ ТИПА ВЕНТИЛЯТОРНОЙ ЛОПАТКИ | 2013 |
|
RU2548834C1 |
| УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ СВАРКИ ТОНКОСТЕННЫХ СЛОИСТЫХ КОНСТРУКЦИЙ | 2006 |
|
RU2345874C2 |
| ЗАГОТОВКА ДЛЯ ЖЕСТКОЙ ПОЛОЙ ПАНЕЛЬНОЙ СТРУКТУРЫ | 2000 |
|
RU2200666C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2016 |
|
RU2640692C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ВЕНТИЛЯТОРНОЙ ЛОПАТКИ | 2013 |
|
RU2555274C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ВЕНТИЛЯТОРНОЙ ЛОПАТКИ | 2011 |
|
RU2477191C2 |
О О О О О о / о о/ о
А BoKi ynHOMi/ часосу
о
й---
