(54) СПОСОБ ШЛИФОВАНИЯ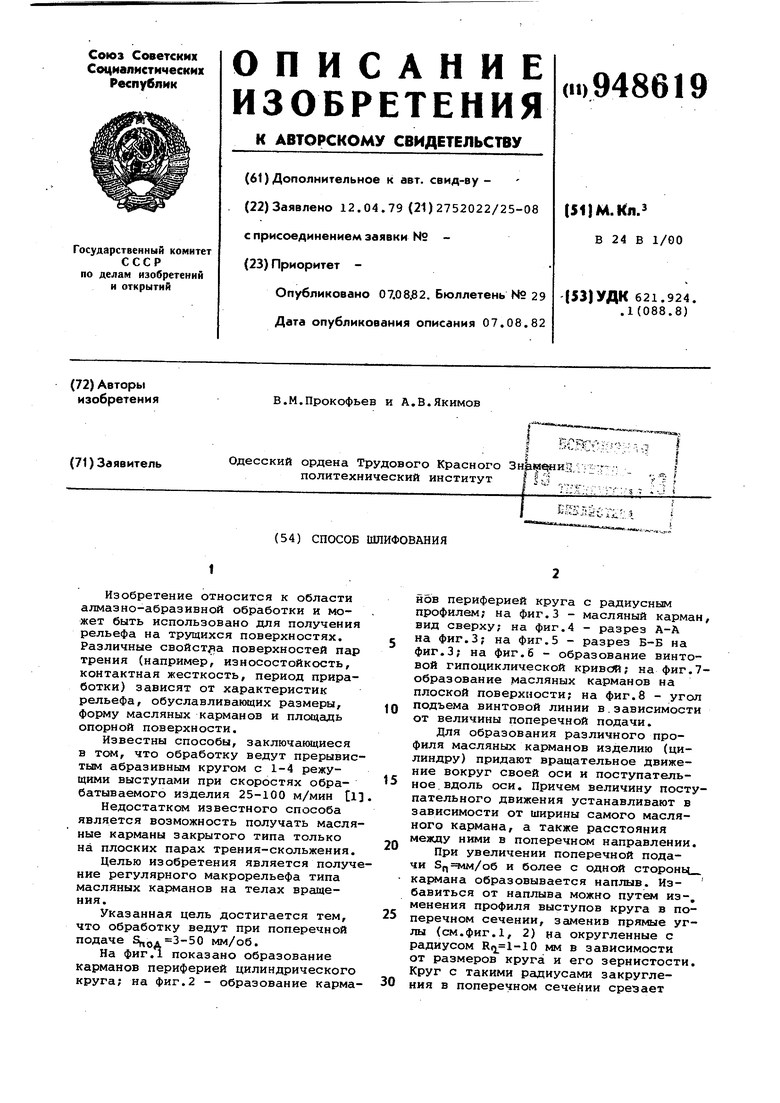
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования | 1980 |
|
SU948620A1 |
| Способ шлифования винтовых поверхностей | 1980 |
|
SU954191A1 |
| Способ плоского шлифования | 1978 |
|
SU948625A1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА ИМПУЛЬСНОЙ СТРУЕЙ | 2009 |
|
RU2407626C2 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ КРУГОМ С ВИНТОВОЙ ПРЕРЫВИСТОЙ ПОВЕРХНОСТЬЮ | 2001 |
|
RU2203794C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА ИМПУЛЬСНОЙ СТРУЕЙ | 2009 |
|
RU2407627C2 |
| Способ профилирования шлифовального круга | 1989 |
|
SU1773705A1 |
| Прерывистый шлифовальный круг | 1987 |
|
SU1495104A1 |
| Способ обработки деталей абразивным кругом | 1987 |
|
SU1542788A1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА ИМПУЛЬСНОЙ ВОДЯНОЙ СТРУЕЙ | 2009 |
|
RU2407629C1 |
Изобретение относится к области алмазно-абразивной обработки и может быть использовано для получения рельефа на трущихся поверхностях. Различные свойст;1а поверхностей пар трения (например, износостойкость, контактная жесткость, период приработки) зависят от характеристик рельефа, обуславливающих размеры, форму масляных карманов и площадь опорной поверхности.
Известны способы, заключающиеся в том, что обработку ведут прерывистым абразивным кругом с 1-4 режущими выступами при скоростях обрабатываемого изделия 25-100 м/мин Ц.
Недостатком известного способа является возможность получать масляные карманы закрытого типа только на плоских парах трения-скольжения.
Целью изобретения является получение регулярного макрорельефа типа масляных карманов на телах вращения.
Указанная цель достигается тем, что обработку ведут при поперечной подаче мм/об.
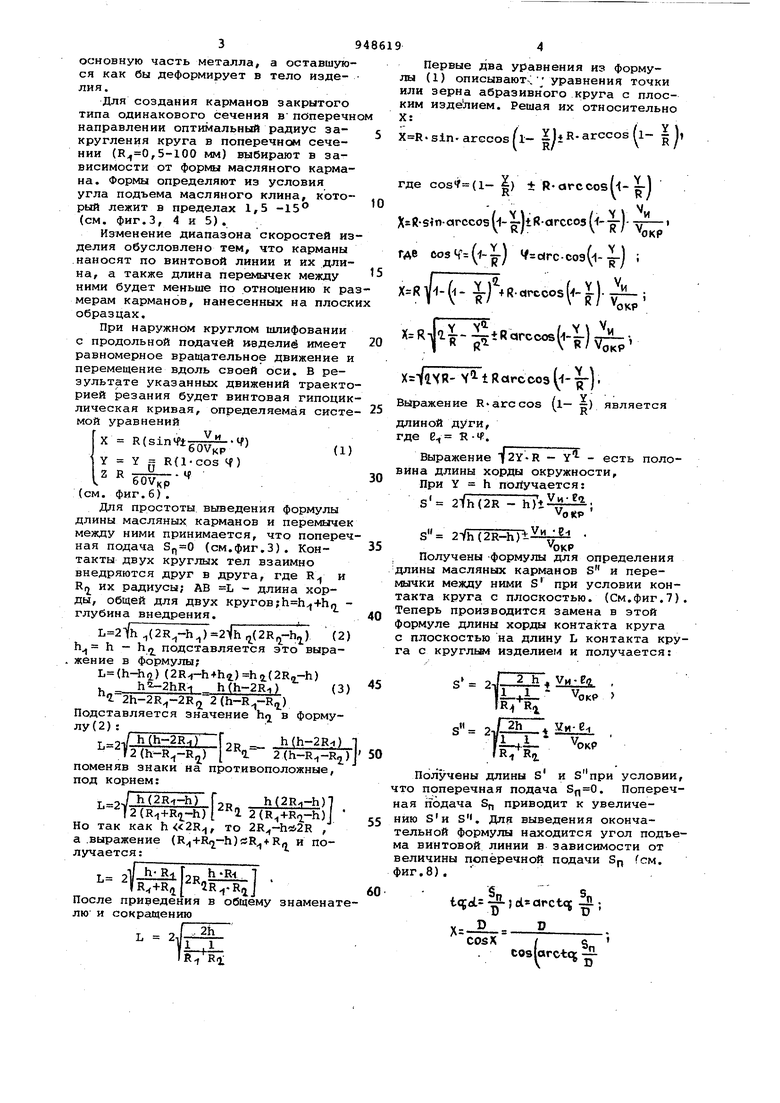
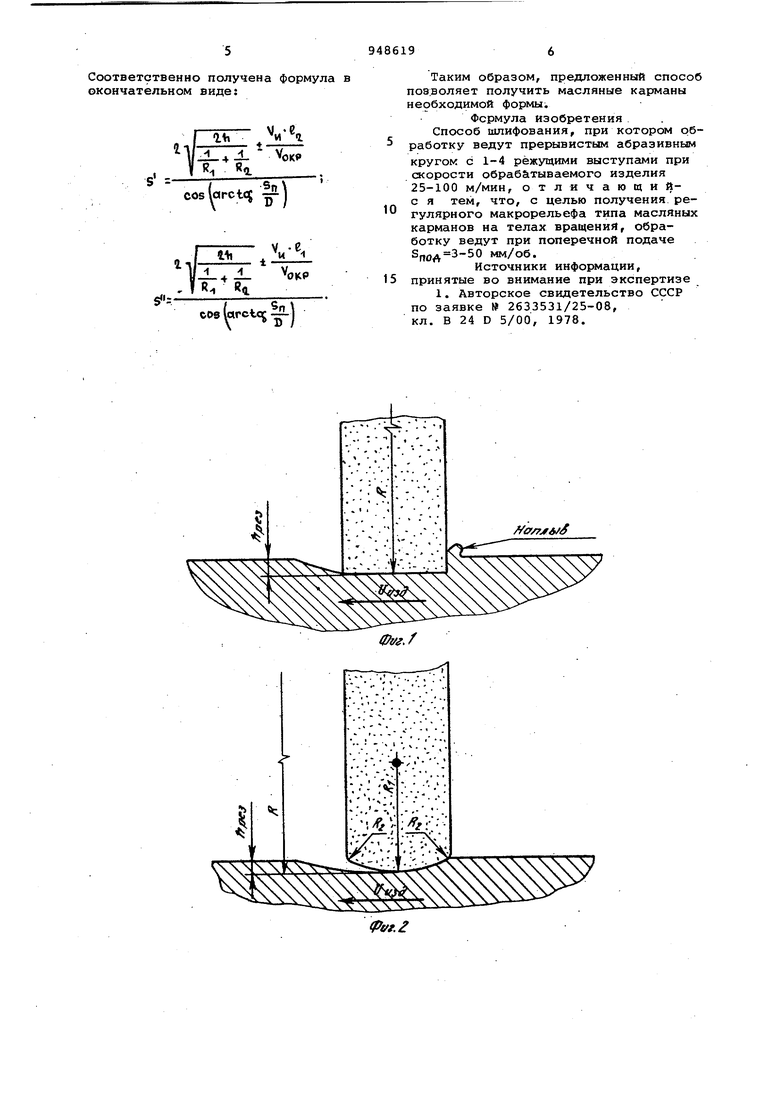
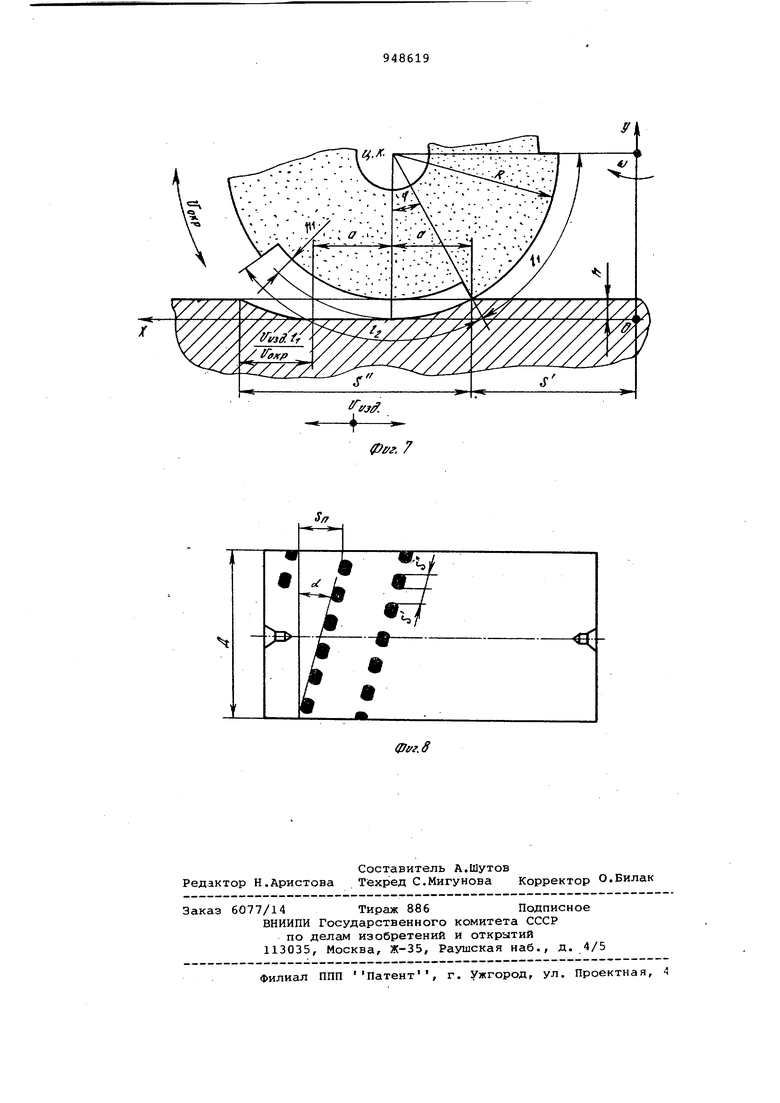
На фиг.1 показано образование карманов периферией цилиндрического круга; на фиг.2 - образование карманов периферией круга с радиусным профилем; на фиг.З - масляный карман, вид сверху; на фиг.4 - разрез А-А на фиг.З; на фиг.5 - разрез Б-Б на фиг.З; на фиг.6 - образование винтовой гипоциклической кривей; на фиг.7образование масляных карманов на плоской поверхности; на фиг.8 - угол подъема винтовой линии в.зависимости от величины поперечной подачи.
Для образования различного профиля масляных карманов изделию (цилиндру) придают вращательное движение вокруг своей оси и поступательное, вдоль оси. Причем величину поступательного движения устанавливают в зависимости от ширины самого масляного кармана, а также расстояния между ними в поперечном направлении.
20
При увеличении поперечной подачи Sf MM/o6 и более с одной сторонц
кармана образовывается наплыв. Избавиться от наплыва можно путем из-, менения профиля выступов круга в поперечном сечении, заменив прямые углы (см.фиг.1, 2) на округленные с радиусом R( мм в зависимости от размеров круга и его зернистости. Круг с такими радиусами закругления в поперечном сечении срезает
Соответственно получена формула в окончательном виде:
Таким образом, предложенный способ позволяет получить масляные карманы необходимой формы.
Формула изобретения Способ шлифования, при котором обработку ведут прерывистым абразивным кругом с 1-4 режущими выступами при скорости обрабатываемого изделия 25-100 м/мин, отличающийс я тем, что, с целью получения регулярного макрорельефа типа масляных карманов на телах вращения, обработку ведут при поперечной подаче мм/об.
Источники информации, принятые во внимание при экспертизе
фуг.
fff.ff
